Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
RP 07001
Caricato da
Eduardo AugustoDescrizione originale:
Titolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
RP 07001
Caricato da
Eduardo AugustoCopyright:
Formati disponibili
RP 07001/09.
92
Manual de Manuteno Equipamentos leo - Hidrulicos
A.
RP 07001/09.92
Subst.: RP 07001/12.80
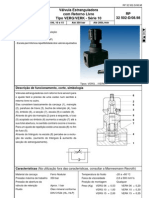
CUIDADOS A SEREM OBSERVADOS NA INSTALAO DE EQUIPAMENTOS LEO-HIDRULICOS
O funcionamento normal e perfeito de uma instalao leo-hidrulica somente poder ser garantido se todas as recomendaes do fabricante forem observadas.
A.1
Limpeza A limpeza fator primordial num equipamento leo-hidrulico. As peas que constituem os elementos hidrulicos so fabricadas com alta preciso e pequenas tolerncias. Muitas superfciesb so submetidas a um acabamento de lapidao. Impurezas iro danificar em curto perodo estes elementos, acarretando vazamentos internos. Assim, durante a montagem, e durante o funcionemento, os elementos constituintes do equipamento, devem estar protegidos de qualquer impureza. Todos os condutos, reservatrios e filtros de uma instalao leo-hidrulica devem ser rigirosamente limpos, de preferncia lavados com tricloretileno, antes do sistema ser colocado em funcionamento. O leo empregado deve ser analisado quanto eventuais impurezas, devendose dar ateno especial aos leos retirados de tambores j abertos.
A.2
Localizao A escolha acertada do local de funcionamento da unidade motriz leo-hidrulica diminui a probabilidade de complicaes futuras. O reservatrio com a unidade de bomba, deve ser instalado em local arejado para que haja boa troca de calor entre o leo e o ambiente. Se isto no for possvel, deve-se pensar em um trocador de calor ou em um reservatrio de maiores dimenses. tambm importante que o ambiente tenha o mnimo de impurezas suspensas no ar. Com a variao do nvel de leo no reservatrio, h uma costante entrada e sada de ar atravs do filtro de ar. Este, quando limpo periodicamente, retm grande parte das impurezas, porm alguma poro sempre arrastada com o ar. As tampas dos reservatrios precisam estar bem vedadas. Os filtros de ar devem estar bem fixados. Se o equipamento trabalhar ao ar livre e esta condio no tiver sido evidenciada durante o projeto, deve-se cobr-lo sem prejudicar a ventilao, para que no haja possibilidade de entrada de gua no reservatrio. A gua formar emulses e lama, o que acarretar mudanas das caractersticas do leo e diminuio da capacidade de lubrificao.
A.3
Condutos A interligao dos diversos elementos de um equipamento leo-hidrulico feita atravs de tubos de ao sem costura, mangueiras de alta presso e conexes. Os dimetros nominais desses elementos so determinados em funo das vazes que por elas passaro. Tambm a boa localizao dos condutos evitar defeitos e acidentes, alm de facilitar a manuteno. Deve-se evitar ao mximo o uso de cotovelos 90, preferindo-se o uso de curvas longas. Obedecidas as instrues acima, os tubos sero curvados de acordo com a necessidade, e posteriormente, providos de conexes. Muita ateno deve ser dedicada fixao da tubulao, seguindo-se minuciosamente as instrues de seus fabricantes. Tenses provenientes da tubulao mal colocada ou de vibraes da mquina, podero ocasionar vazamentos ou rupturas. Antes da montagem definitiva deve-se submeter a tubulao remoo de eventual ferrugem interna, e lav-la posteriormente. Nota: Evitar soldar ou curvar a tubulao " chama". Se isto no for possvel, deve-se dar muita ateno remoo do xido que se forma no interior do conduto. Neste caso, os tubos devero ser decapados e lavados.
A.4
Pintura Ao se efetuar a pintura do equipamento, deve-se cobrir todas as vedaes dos elementos hidrulicos. Os produtos qumicos da tinta podem atacar as vedaes inutilizando-as. No pintar as chapas de identificao dos diversos componentes, para que no ocorram enganos na leitura dos dados importantes para a sua manuteno e reposio.
B.
B.1
COLOCAO EM FUNCIONAMENTO DE EQUIPAMENTOS NOVOS
Geral Aps o recebimento do equipamento leo-hidrulico e sua instalao "in loco", o mesmo deve ser limpo externamente, para que no seja dificultado o trabalho do responsvel pela sua instalao e pelo seu funcionamento.
B.2
Teste Visual O aspecto externo da unidade deve ser observado para localizar eventuais danos. Os danos de transporte devem ser imediatamente comunicados ao transportador e, dependendo da gravidade, convm consultar o fabricante do equipamento.
1/25
RP 07001/09.92
Manual de Manuteno Equipamentos leo-Hidrulicos
B.3 Teste de Conjunto Verificar se todos os componentes foram entregues, incluindo-se o material avulso. Em caso de falta, comunicar imediatamente ao transportador ou empresa fornecedora. B.4 Abastecimento com leos ou Fluidos Sintticos Primeiramente, verificar junto documentao do equipamento, o tipo de fluido a ser utilizado. Normalmente, as unidades hidrulicas so fornecidas sem leo, e os conjuntos montados e testados vm em condies de operao imediata, porm temos que admitir que durante o transporte poder ter havido introduo de gua ou de poeira. Conseqentemente, devemos efetuar uma limpeza externa e verificar o reservatrio internamente, soltando a tampa de inspeo e limpeza, mesmo partindo-se do princpio que o equipamento sau limpo do fornecedor. Como geralmente o leo aps o teste no fabricante drenado, se encontrar em seu interior uma lmina espessa de "leo", muitas vezes, trata-se de uma camada de gua coberta com uma pelcula de leo. gua esta, que se introduziu durante o transporte ou durante uma estocagem em ambiente no adequado. Deve-se ainda considerar uma possvel penetrao de impurezas na fase de montagem no canteiro de obras e, principalmente ,as impurezas provenientes da tubulao de interligao, ou seja, entre a unidade hidrulica e os atuadores. Antes do abastecimento com leo, certifique-se que o reservatrio est limpo internamente. Em equipamentos providos de filtros, o abastecimento tem que ser feito exclusivamente por seu intermdio. Se o equipamento no possuir filtros que permitam essa operao, faz-se o abastecimento do leo pelo filtro de ar. Para tal, necessrio um funil com peneira de malha no superior a 60 m. Nunca utilizar, mesmo provisoriamente, qualquer tecido como elemento filtrante. De fiapos que se desprendem, podem ocasionar defeitos nos elementos componentes do equipamento. Deve-se empregar somente fluidos recomendados, e o emprego de qualquer outra qualidade de fluido tem que ser antecipada de consulta ao fabricante do equipamento e sua aprovao. Uma vez determinado o tipo e marca de fluido a ser usado, nunca misturar com fluido de outra procedncia, o que resultaria numa decomposio qumica, com formao de lodo e espuma. B.5 Alinhamento Verificar o alinhamento de todos os elementos mveis do equipamento. Sempre possvel que qualquer elemento tenha se soltado durante o transporte. B.6 Parte Eltrica A tenso e o tipo de corrente disponvel devem ser controlados e comparados com todos os elementos eltricos, includos no sistema hidrulico e, se necessrio, deve-se efetuar a correo. B.7 Acumuladores Hidrulicos Antes de qualquer manuteno, descomprimir a presso do leo dos acumuladores Os acumuladores hidrulicos ,de acordo com normas de preveno de acidentes, so normalmente descarregados aps o teste no fabricante, sendo transportados sem gs. Desta forma, no incio de funcionamento, o acumulador tem que ser carregado com o volume de gs presso especificada no projeto. B.8 Sentido de Rotao do Motor Eltrico Nem todas as bombas leo-hidrulicas admitem rotao de funcionamento em ambos os sentidos. O sentido de rotao da bomba est indicado em lugar visvel na carcaa. Para controle do sentido de rotao do motor de acionamento, ligar e desligar rapidamente o motor sem deix-lo atingir sua rotao normal. A rotao invertida corrigida atravs da inverso da polaridade do motor eltrico. B.9 Funcionamento Observados os tens acima,regular a vlvula limitadora de presso presso nula. A maioria das bombas deve iniciar seu movimento sem carga. H, porm, algumas de construo especial que exige incio de funcionamento sob carga. Antes do incio de funcionamento, faz-se necessrio estar certo de que todas as vlvulas componentes do sistema (principalmente as que se encontram na tubulao de suco das bombas) estejam ligadas de tal maneira, que haja passagem livre. Posteriormente, ligar e desligar o motor diversas vezes, sem deix-lo chegar rotao de trabalho, at notar o funcionamento normal e silencioso do equipamento. B.10 Nvel do Fluido Hidrulico O nvel superior do fluido controlado atravs do indicador instalado no reservatrio. Ao fazer funcionar a instalao pela primeira vez, preciso controlar precisamente o nvel do fluido a fim de que o mesmo no baixe alm do inferior permitido, ao ser bombeado no circuito. Danificao da bomba seria o resultado, nessas condies.
2/25
Edio 09/92
RP 07001/09.92
Manual de Manuteno Equipamentos leo-Hidrulicos
B.11 Desaerao Antes de colocar um equipamento novo (ou antes vazio) em funcionamento sob carga, necessrio proceder uma desaerao prvia do sistema menor presso possvel. Aps algum tempo de funcionamento do equipamento, o ar se alojar nos pontos altos das cmaras do circuito podendo ocasionar rudos, movimentos descontrolados dos cilindros ou motores hidrulicos, alm de interferir na qualidade do leo. Outras conseqncias so: cavitao das vedaes, ou mesmo, dependendo das condies de presso, exploso conhecida como "efeito diesel" o que pode levar queima das vedaes e inclusive avarias metlicas. Numa desaerao ("sangria"), eliminam-se os bolses de ar. Deve-se considerar tambm a eventual presena de micro bolhas de ar em suspenso no leo. Convm assim, aps algum tempo de imobilizao do fluido hidrulico, durante o qual vo se formar novos bolses de ar, repetir a operao de desaerao. Para tanto, caso no houver parafuso prprio para esse fim, deve-se soltar levemente as conexes nos diversos pontos apertando-as quando comear a jorrar somente fluido hidrulico. Para uma eliminao total do ar, necessrio que o equipamento seja operado sem carga, aproximadamente 200 vezes para cada cilindro hidrulico. B.12 Conexes Com o equipamento funcionando, pode-se aumentar gradativamente a presso, observando-se porm, toda a rede de tubulaes. H a probabilidade de vazamento nas conexes, que pode ser eliminado sem perigo e dificuldade. Muita ateno deve ser dada tubulao de suco. Se a mesma no for estanque, a mesma succionar ar, o que descontrola o funcionamento do equipamento. Se houver necessidade de soltar uma conexo ou outro elemento hidrulico, deve-se antes aliviar a presso de todo o sistema. Especial ateno tem que ser dada aos equipamentos providos de acumuladores de presso, os quais, neste caso, devem ser despressurizados ou isolados do resto do circuito. B.13 Presso de Funcionamento A presso mxima de funcionamento determinada pelo fabricante regulada na vlvula limitadora de presso. Nunca se deve aumentar a presso acima da recomendada, sem antes consultar o fabricante do equipamento.
C.
C.1
MANUTENO DO EQUIPAMENTO LEO-HIDRULICO
Limpeza Para garantir uma boa manuteno, faz-se necessrio dar especial ateno prvia limpeza do equipamento. Qualquer impureza que venha a entrar no circuito hidrulico pode ocasionar desarranjos prejudiciais.
C.2
Nvel do leo (ou outro tipo de Fluido) Deve-se efetuar um controle peridico do nvel de leo, atravs de indicadores. Se o nvel descer alm do mnimo admissvel, as bombas succionam ar, o que resulta na sua danificao total em curto tempo. Vestgios de cavitao na bomba so o resultado. Antes de se adicionar o leo novo ao tanque, importante verificar o estado do leo usado. O teste de limpeza pode ser efetuado colocando-se uma gota de leo sobre papel de filtro. Se no centro do crculo formado permanecer uma mancha escura, trata-se de leo gasto. Se no centro ficar claro e limpo, o leo ainda pode ser aproveitado. Caso o nvel de leo esteja acima da marca usual, verificar urgentemente a causa. Poder ser proveniente de um vazamento interno de um trocador de calor leo-gua, ou ainda, introduo por condensao, por exemplo. O nvel de leo deve ser controlado diariamente no incio de funcionamento e mais tarde, semanalmente.
C.3
Renovao do leo Num equipamento novo, a primeira troca de leo precisa ser efetuada aps as primeiras 50 horas de funcionamento, ou antes, se for necessrio. Uma troca de fluido do sistema depende de diversos fatores de regime, e determinado pelo grau de envelhecimento e de impurezas. Nas instalaes com uma proporo de aproximadamente 1:3 ou maior da vazo das bombas para o volume do reservatrio, a primeira troca dever ocorrer entre 50 a 100 horas aps a colocao em funcionamento. Para grandes instalaes, a primeira troca deve ser feita entre 2.000 a 2.500 horas de funcionamento. Deve-se trocar tambm os elementos filtrantes e fazer a limpeza interna do reservatrio antes da colocao do fluido novo. Mais tarde suficiente realizar um controle constante que consiste em coletar de forma apropriada amostras de fluido para anlises qumica e de quantidade de partculas, que serviro de referncia para troca de leo caso se faa necessrio. De maneira geral, a troca normal do leo deve ocorrer entre 3.000 a 5.000 horas. Nunca misturar leos de tipos diferentes.
Edio 09/92
3/25
RP 07001/09.92
Manual de Manuteno Equipamentos leo-Hidrulicos
C.4 Retirada de Funcionamento (Durante Longo Tempo) No caso de equipamentos hidrulicos inativos por um longo perodo de tempo (normalmente acima de 1 ms), recomenda-se trocar o fluido, procedendo-se limpeza prvia do reservatrio (vide item A.1). Caso contrrio, pode-se ainda retirar uma amostra do fluido, e fazer uma anlise qumica junto ao fabricante do mesmo para se verificar as condies de reutilizao. C.5 Conexes Em caso de manuteno de elementos constituintes do equipamento, tenha certeza que o sistema est despressurizado para evitar acidentes, especialmente quando houver acumuladores no circuito (vide item B.12). C.6 Desaerao Aps qualquer trabalho de manuteno no equipamento, deve-se efetuar a desaerao do sistema. C.7 Filtros de Ar Perodos de Troca Ao se retirar o filtro de ar para submet-lo limpeza, necessrio ter cuidado para que a poeira acumulada em torno do mesmo seja previamente removida. Uma vez retirado o filtro de ar, deve-se lav-lo com querosene, sec-lo e posteriormente umedecer a tela com algumas gotas de leo. O mesmo vlido para filtros de ar em banho de leo. Convm limp-los a cada 2 meses (ou antes, dependendo das condies ambientais). C.8 Filtros de leo Perodos de Troca Sistemas Convencionais Em casos normais, necessrio limpar o filtro 2 vezes por semana, durante as 4 primeiras semanas de funcionamento. Aps este perodo, conveniente efetuar-se a limpeza dos filtros cada 3 ou 4 semanas. O perodo de limpeza funo das condies ambientais. A limpeza da tela do filtro deve ser efetuada com uma escova e ar comprimido. Nunca fazer uso de estopa ou qualquer outro tipo de tecido. No caso de filtros de malha metlica ou fibra sinttica, recomenda-se uma limpeza de um filtro tipo recupervel no mximo 3 vezes. Aps isso, deve ser substitudo por um elemento novo. No caso de filtro de papel descartvel (no recupervel) o mesmo no deve ser limpo, devendo ser substitudo aps o perodo indicado para o mesmo (entre 50 a 150 horas, dependendo do ambiente). Quanto limpeza dos filtros de leo em funo do ambiente, a seguinte classificao poder ser adotada, levando-se em considerao que os valores e conceitos abordados referem-se a uma mdia com a qual se defronta na prtica. Conseqentemente os conceitos podero variar de acordo com cada caso particular. a. Ambientes Normais: montadoras, linhas de produo seriada, estamparias, etc. b. Ambientes Poludos: usinas siderrgicas, fundies. etc.. c. Ambientes Altamente Poludos: coqueria, pelotizao, fbrica de cimento, minerao, etc.. C.9 Filtros de leo Perodos de Troca Sistemas com Vlvulas Especiais No caso de sistemas hidrulicos com vlvulas proporcionais, servo-vlvulas, ou outro tipo de vlvula de maior sensibilidade, alm da malha de filtragem ser menor, os perodos de limpeza e troca dos filtros tambm devem ser reduzidos. Assim, para ambientes normais recomendamos reduzir o perodo de limpeza metade dos perodos sugeridos para os sistemas convencionais (vide item C.8). Para casos de ambientes poludos e altamente poludos, os intervalos devero ser reduzidos consideravelmente. C.10 Circulao de leo ("Flushing") No incio de funcionamento, ou aps uma parada para manuteno geral, h necessidade de fazer uma circulao de leo nos sistemas hidrulicos. As tubulaes de interligao devem ser previamente decapadas internamente, neutralizadas, lavadas e conservadas aps o processo de solda e/ou montagem. (vide captulo 9: Limpeza das Tubulaes Decapagem). Mesmo assim,recomenda-se fazer o denominado "flushing", que preferencialmente deveria ser feita com uma bomba auxiliar ,e no a do sistema, durante um perodo de no mnimo 24 horas. De acordo com a complexidade do sistema hidrulico, essa circulao poder chegar ao redor de 200 horas. O "flushing" final deve ser feito j com a bomba instalada no sistema. O "flushing" tambm recomendvel aps o concerto de um engripamento de um ou mais elementos hidrulicos, a fim de se retirar todo e qualquer corpo estranho (por exemplo: cavaco, restos de borracha e vedao) do sistema hidrulico. Principalmente aps manuteno de servo-vlvulas, toda tubulao de presso ou retorno deve ser lavada.
4/25
Edio 09/92
RP 07001/09.92
Manual de Manuteno Equipamentos leo-Hidrulicos
Melhor que placas de circulao, as quais comunicam P com T, a utilizao de vlvula direcional convencional (mbolo G ou H). Nas instalaes com pilotagem externa, h necessidade de lavar tambm as tubulaes de pilotagem. O valor orientativo de durao do "flushing" dado pela frmula:
T V 2,5 5 Q
onde:
T = tempo de "flushing" em horas V = volume do reservatrio em litros Q = vazo da bomba em litros por minuto 2,5 (ambiente normal) 5 (ambiente altamente poludo)
C.11
"Flushing" Com Efeito de Limpeza e Lavagem de Sistemas de Circulao Para evitar consertos dispendiosos e tempos de parada prolongados devido s sujeiras ou resduos pegajosos, deve-se empregar na limpeza e lavagem um fluido com perfeito poder lubrificante, boa capacidade de suportar presso, proteo anticorrosiva e reduo de desgaste. No caso de sistemas hidrulicos com leo hidrulico mineral, recomenda-se o uso do Renolim LD 10 por exemplo. Como de costume, as mquinas so utilizadas durante o processo de limpeza. Recomenda-se ento trocar novamente o leo de limpeza quando todas as impurezas tiverem sido dissolvidas; este o caso depois de mais ou menos 100 a 150 horas de funcionamento. No caso de muita sujeira ou resduos viscosos, a limpeza deve ser repetida. Caractersticas do leo de limpeza: Densidade a 150 C: 0,885 Viscosidade cSt a 50 C: 30 ndice de viscosidade: 105
1.
GENERALIDADES REFERENTES ENTRADA EM OPERAO
Para assegurar um perfeito funcionamento da unidade, com relao a problemas de manuteno ocorridos durante a colocao em funcionamento e quando em operao normal, deve-se eleborar um registro de controle de manuteno peridica, indicando os servios efetuados e suas respectivas datas. Com esse registro pode ser marcado, por exemplo, em que espao de tempo certas peas devero ser controladas. Os filtros devem ser controlados durante a colocao em funcionamento em intervalos de 2 a 3 horas. Os filtros de suco devem ter ateno especial: limp-los aps o perodo de provas pelo menos uma vez por semana. Oa acumuladores de presso merecem especial ateno, devendo ser controlados em intervalos regulares, com relao a prtenso de nitrognio. O acumulador deve estar, para tanto, sem presso de leo. A temperatura de servio no deve ser medida apenas no reservatrio de leo, mas entre outros elementos, como por exemplo, mancais da bomba. Um aumento de temperatura indica desgaste (crescente atrito e vazamento interno com transformao de energia hidrulica em calor). O sistema de tubulao deve ser controlado em intervalos regulares com relao a vazamentos. Isto especialmente importante em tubulaes montadas no sub-solo, pois a perda do leo, alm de causar prejuzos, e danos no equipamento, tambm pode, em pouco tempo, danificar completamente o piso de concreto. A presso principal e presso de comando devem ser controladas semanalmente. A alterao da presso deve ser anotada no manual de manuteno. Uma freqente regulagem da presso indica, entre outros motivos, um desgaste da vlvula limitadora de presso. Como visto, o tempo de vida das instalaes hidrulicas, com manuteno cuidadosa, depende do tempo de vida dos elementos mecnicos. Normalmente nas bombas, so os mancais de rolamento, cujo tempo de vida limitado entre 5.000 a 10.000 horas de servio. Nas vlvulas, o tempo de vida em funo da quantidade de movimentos do mbolo, conseqentemente, ligaes do solenide. Neste caso, comum haver 10 milhes de ligaes. O tempo de vida das vlvulas de presso em funo da durao de abertura, isto , o tempo que o fluido de presso desviado ao reservatrio. Como esse tempo geralmente difcil de determinar, o tempo de servio de toda a instalao pode ser tomado apenas como comparao do tempo de vida das vlvulas de presso. Em alguns casos recomendvel, por preveno, trocar vlvulas de presso no intervalo de 2.000 a 3.000 horas de servio da instalao.
2.
MANUTENO ROTINEIRA
A freqncia de manuteno no pode ser prevista. questo de experincia, importando apenas a regularidade com que seja feita. Os seguintes pontos devem ser verificados em intervalos regulares, de acordo com indicaes do fabricante. Em intervalos adequados, recomenda-se um controle do correto alinhamento dos transformadores de energia (bombas, motores, cilindros, etc.); com temperatura e presso de regime. Neste processo, esto includos pinos de montagem, parafusos, conexes, acoplamentos, etc..
Edio 09/92
5/25
RP 07001/09.92
Manual de Manuteno Equipamentos leo-Hidrulicos
Todos os filtros (principalmente filtros de suco) no sistema hidrulico devem ser controlados em intervalos regulares, e seus elementos, conforme a necessidade, devem ser limpos ou trocados. Com aplicao e montagem corretas, as bombas hidrulicas trabalham durante longos anos em regime livre de falhas. Quando, no entanto, surgir uma falha, importante encontrar a causa, e elimin-la o mais rpido possvel. A anlise do defeito simplificada, quando h um esquema hidrulico da instalao.
3.
3.1
INSTRUES RELATIVAS AO FUNCIONAMENTO E MANUTENO
Instalao das Bombas Hidrulicas Recomenda-se lavar o sistema com o fluido hidrulico a ser usado, para retirar uma possvel proteo de corroso, com a qual o equipamento possa ter sido tratado. A instalao deve ser efetuada conforme os desenhos de montagem, observando-se principalmente a ligao da tubulao. Tenses provenientes de tubos montados incorretamente ou a um sistema de acionamento no alinhados devem ser evitados. O tubo de leo de dreno deve ser ligado de tal maneira que os elementos hidrulicos permaneam sempre cheios de fluido hidrulico, mas de modo que, mesmo assim, no surja um efeito de sifo no reservatrio de leo. As tubulaes de suco da bomba devem ser montadas conforme instrues do fabricante. Deve-se observar que a maior presso no ultrapasse os valores-limite determinados pelo fabricante. Neste caso, devem ser considerados filtros e vlvulas j montados. Todas as tubulaes devem ser cuidadosamente vedadas contra a entrada de ar, para evitar danos em virtude da influncia do mesmo.
3.2
Primeira Colocao em Servio No alinhamento mecnico das bombas, h possibilidade de torso, devido a desnivelamentos ou a planos irregulares de fixao, o que deve ser evitado. Igualmente, o alinhamento do eixo de acionamento com a pea a ser ligada deve ser controlado cuidadosamente. A concordncia da tenso e das amperagens exigidas deve estar conforme a prevista e existente. Um controle correto do sentido de rotao feito ligando-se e desligando-se o motor eltrico em breves intervalos de tempo, evitando-se ,assim, danos causados pela rotao invertida do motor eltrico. Havendo um tubo de leo de dreno, a carcaa da bomba deve ser preenchida com leo hidrulico, caso no exista contraindicao, a fim de se assegurar perfeita lubrificao interna. necessrio que se faa a leitura das instrues do fabricante no incio de funcionamento. A maioria dos sistemas devem iniciar o movimento sem carga; algumas construes, no entanto, exigem que seja com carga. Outras devem iniciar o movimento num prosseguimento de arranque bem definido. o caso de aparelhos auxiliares montados no mesmo eixo. Com bombas tambm necessrio um preenchimento; isto depende da construo e da altura de suco e/ou das perdas de carga na tubulao da suco. Antes da partida, certificar-se de que todas as vlvulas do sistema (principalmente no lado de suco) estejam em posio de livre passagem. O motor deve ser ligado e desligado repetidamente, sem velocidade de trabalho, at que o aparelho atinja trabalho suave e silencioso. No primeiro arranque, pode ser necessrio desaerar as tubulaes de sada, a fim de possibilitar um preenchimento rpido do fluido hidrulico e reduzir o rudo. Isto pode ser feito em qualquer ponto do conduto de sada, ou por afrouxamento da conexo de sada, at que saia um fluxo de fluido isento de ar. Quando no for indicado de outro modo, freqentemente vantajosa a regulagem de bombas e motores com volume de deslocamento varivel, a meia elevao, facilitando assim a primeira entrada. Quando uma instalao for colocada em funcionamento pela primeira vez e o sistema for preenchido com o leo hidrulico, o nvel do leo no reservatrio deve ser observado, para se ter certeza de que no ultrapasse o nvel mnimo de suco. Alguns sistemas hidrulicos possuem dispositivos limitadores de presso, que podem ser regulados apenas na velocidade de vazo indicada pelo fabricante. Num caso assim, deve ser regulada conforme a recomendao do fabricante ou conforme as indicaes do circuito de ligao, e sempre com ajustagem mais baixa. No ajuste, a presso deve ser aumentada lentamente, at que a instalao trabalhe de modo suave, conforme as condies j vistas. A presso no pode ser, em nenhum caso, mais alta, para que seja evitado demasiado gasto de energia e superaquecimento do fluido. O ajuste definitivo deve ser protegido contra uma ajustagem indevida. Existindo um tubo de leo de dreno, importante observar que a presso na carcaa no ultrapasse o valor admissvel. Aps um breve funcionamento com a velocidade de regime especificada, e assim que uma presso normal do sistema for atingida, verificar se mancais, buchas e fluido no tero ultrapassado a temperatura do regime normal.
6/25
Edio 09/92
RP 07001/09.92
Manual de Manuteno Equipamentos leo-Hidrulicos
4.
4.1
LOCALIZAO DE DEFEITOS DAS BOMBAS HIDRULICAS
Indicaes Gerais Para assegurar um funcionamento perfeito da bomba, imprescindvel observar, em caso de consertos, as instrues de funcionamento que acompanham o equipamento, ou as indicaes do catlogo. Durante a montagem ou desmontagem, as peas internas do equipamento devem ser conservadas limpas. O fluido usado na instalao deve corresponder ao tipo e ao grau de limpeza recomendado na nossa folha de dados, observando-se a qualidade das condies locais, sob as quais os equipamentos hidrulicos devem trabalhar.
4.2
A Bomba no Succiona leo Defeito 1. O bujo na tubulao de suco no foi retirado. 2. A tubulao de suco permite entrada de ar. Soluo Remover o bujo. Reapertar os parafusos da tubulao, controlar as vedaes dos flanges, renovar a fita de vedao na rosca. Em ltimo caso, para encontrar o local permevel, desmontar toda tubulao e passar ar comprimido (pontos de solda permeveis.) Prolongar a tubulao de suco. Completar o leo.
3. Tubulao de suco demasiadamente curta ou nvel de leo baixo no reservatrio. 4. Resistncia hidrulica excessiva na tubulao de suco e ,em conseqncia ,excessiva depresso.
Evitar dimetros pequenos na tubulao, curvas, estreitamento, alargamentos e filtros de suco, principalmente quando houver perigo de sujeiras. Evitar excessiva altura de suco. Ligar para circulao sem presso, ou ligar um tubo na sada da presso para o reservatrio. Ler as instrues de uso. Inverter a rotao. Acionar o mecanismo mvel.
5. A tubulao de presso est pr-tensionada e portanto a bomba no pode desaerar. 6. Sentido de rotao de acionamento incorreto. 7. Nas bombas variveis o corpo mvel ou disco inclinado no est deslocado. 8. Fluido hidrulico demasiado viscoso ou demasiado frio.
Usar um fluido com uma viscosidade que melhor se adapte temperatura de servio.
4.3
O Transporte de leo Falha Apesar do Acionamento Funcionar Defeito 1. A bomba esvaziou o reservatrio. 2. A tubulao de suco permite entrada de ar. 3. O acoplamento est danificado. 4. O eixo da bomba est cisalhado. 5. A carga de presso da bomba demasiadamente alta, de maneira que vazo de transporte = vazo do leo de dreno (dreno interno ou externo). Neste caso ,a bomba sustenta uma presso, porm no transporta fluido para o servio. Soluo Completar o volume de leo no reservatrio. Vide 4.2.2 Trocar o acoplamento. Enviar fbrica para conserto. Diminuir a presso conforme as instrues de uso. Verificar a viscosidade do fluido. Vide tambm 4.8
Edio 09/92
7/25
RP 07001/09.92
Manual de Manuteno Equipamentos leo-Hidrulicos
4.4 A Bomba Transporta leo, Porm no Alcana Presso (OBS.: No a bomba que determina o grau de presso produzido, mas a resistncia oposta bomba). Defeito 1. A vlvula direcional no est em posio de bloqueio. Soluo Examinar o funcionamento da vlvula direcional. Para verificao, remover os tubos e fechar as conexes com esferas. Nas vlvulas de solenide "aberta sem corrente eltrica" comprovar se os solenides esto alimentados por corrente. Verificar a vlvula ou trocar. Verificar tambm a pilotagem. Nas bombas comandadas por vlvulas em situaes difceis de montagem aconselhvel passar ar comprimido pela tubulao. Verificar a bomba individualmente utilizando uma vlvula limitadora de presso, manmetro e reservatrio. Se a bomba alcanar presso, ento o defeito est na instalao restante.
2. Vlvulas de presso defeituosas.
3. Ruptura da tubulao internamente. Os parafusos da tubulao no esto bem apertados.
4. A bomba est com defeito.
4.5
A Bomba no Alcana Presso Mxima Defeito 1. Apesar da vlvula direcional estar bloqueada, ela tem dreno interno excessivo em comparao vazo de transporte da bomba. 2. A vlvula de presso tem um grande desgaste no cone de vedao, portanto o leo passa mais ou menos livre. (Principalmente nas bombas com pequeno volume de deslocamento). 3. A vazo do leo de dreno aumenta (dreno interno e externo). Quando por perdas, devido ao aumento de folga, no alcana presso mxima (principalmente nas bombas de palhetas). 4. Vide tambm 4.4.3 e 4.4.4 Soluo Vide 4.4.1
Vide 4.4.2
Enviar a bomba para conserto na fbrica.
4.6
O leo de Presso Contm Bolhas de Ar (OBS.: Conforme o tipo de bomba, pouco tempo aps o funcionamento inicial, haver um transporte de ar, at que a carcaa e os elementos de transporte, cilindros, clulas, etc., estiverem desaerados). Defeito 1. Na tubulao de suco penetra ar. 2. O tubo de suco penetra apenas parcialmente no leo. 3. A tubulao de suco est demasiadamente perto da tubulao de retorno. A espuma do retorno succionada novamente. 4. A resistncia na tubulao de suco demasiadamente alta. O ar dissolvido no fluido de presso segrega-se em forma de bolhas ao formar-se depresso, devido perda de carga por obstculos. 5. Anel de vedao do eixo est com defeito. (aresta de vedao defeituosa ou retorcida). 6. Flanges ou tampas permeveis. Soluo Vide 4.2.2 Vide 4.2.3 A tubulao de retorno e da suco devem ser distanciadas o mximo possvel uma da outra.
Vide 4.2.4
Trocar o anel, e se for necessrio polir a superfcie de contato. Verificar O-Ring ou o meio de vedao. Verificar a compatibilidade com fluido hidrulico empregado.
8/25
Edio 09/92
RP 07001/09.92
Manual de Manuteno Equipamentos leo-Hidrulicos
4.7 Drenos Externos na Bomba Defeito 1. Anel do eixo danificado devido a sulcos do eixo. 2. O anel de vedao do eixo est torcido devido sobrepresso interna, ou solto por fora da carcaa. 3. O-Ring danificados na montagem ou desgastados. Junta ou pasta de vedao, expulsas de seu lugar. Soluo Vide 4.6.5 Vazo excessiva de leo de dreno interno. A tubulao do leo de dreno est entupida. Avaria no interior da bomba. Trocar os elementos de vedao.
4.8
Dreno Interno Excessivo Defeito 1. Bomba sobrecarregada. Soluo Observar a presso mxima admissvel segundo as instrues de servio. Empregar fluido hidrulico que tenha uma viscosidade admissvel com a temperatura de regime. Comprovar a necessidade de acoplar um sistema de refrigerao. Enviar a bomba para conserto.
2. Fluido hidrulico muito pouco viscoso, ocasionado por um excessivo aumento de temperatura do fluido.
3. Bomba defeituosa.
4.9
Bomba mais Ruidosa que o Normal Rudos Devido ao Fluxo Hidrulico Defeito 1. A bomba aspira ar: estalos na bomba. 2. Cavitao na tubulao de suco. Ao reduzir a presso abaixo da presso de evaporao, desprendem-se bolhas, as quais se rompem, produzindo pequenos estalos explosivos no interior da bomba. Soluo Vide 4.6 Diminuir as resistncias na tubulao de suco (vide tambm 4.2.4).
4.10
Rudos Mecnicos Defeito 1. Acoplamento danificado ou mau alinhado. 2. Rolamento danificado ou gasto. 3. A bomba engripou. Soluo Trocar o acoplamento ou alinh-lo. Trocar o rolamento (de preferncia na fbrica). Enviar fbrica para conserto (vide tambm 4.11).
4.11
A Bomba Engripou Defeito 1. Anel do eixo danificado devido a sulcos do eixo. 2. Sobrecarga na bomba. 3. Fluido hidrulico sujo ou deteriorado. Soluo Vide 4.9.2 e 4.2.4 No ultrapassar a presso mxima admissvel. Examinar os filtros de leo e os filtros de ar, assim como todos os demais elementos por meio dos quais, sujeiras podem penetrar no circuito. Substituir o fluido se necessrio. Vide 4.8.2 Trocar a bomba.
4. Viscosidade do leo demasiadamente baixa. 5. Foi alcanado o limite de durabilidade.
Edio 09/92
9/25
RP 07001/09.92
Manual de Manuteno Equipamentos leo-Hidrulicos
4.12 Super Aquecimento na Bomba Defeito 1. Engripamento ou outras causas. 2. Diminuio do rendimento devido ao desgaste. Aumentam os drenos internos. Uma grande parte da energia transmitida bomba se transforma em calor, internamente. 3. A temperatura do fluido no reservatrio aumenta. Soluo Vide 4.11 Vide 4.8
Comprovar o bom funcionamento do sistema de refrigerao e do termostato.
Particularidades das Bombas Hidrulicas Rexroth Bombas de Palhetas Tipo V2
4.13 A Bomba no Succiona Defeito 1. Danificao dos O-Rings ou anis de eixo danificados. 2. O pino de centralizao que fixa o anel estator e o disco de comando foi cisalhado Em bombas V2 houve cisalhamento dos parafusos que unem o Kit. Soluo Trocar O-Rings ou anis. Trocar as peas danificadas; retirar primeiro os fragmentos.
4.14
O Fluido Hidrulico Contm Bolhas de Ar Drenos Externos do leo Defeito 1. O-Ring da tampa danificado. 2. Anel de vedao do eixo danificado. 3. Ruptura na tampa. Soluo Trocar O-Ring. Substituir o anel de vedao do eixo. Trocar a tampa.
4.15
Vazo Excessiva de leo de Dreno Interno, Vazo de Servio Muito Diminuda Defeito 1. O-Ring danificado no anel estator. O fluido hidrulico escapa da cmara de presso ou da suco. 2. O-Ring da tampa danificado. 3. Folga excessiva entre rotor e distribuidores planos. Soluo Trocar O-Ring.
Trocar O-Ring. Trocar o Kit.
4.16
A Bomba mais Ruidosa que o Normal Defeito 1. Folga excessiva entre eixo estriado e o rotor. Nas bombas duplas, entre as estrias do acoplamento e eixo de arraste. 2. Uma ou vrias palhetas esto montadas erroneamente. Soluo Enviar fbrica para reparos.
Comprovar a montagem correta e ,se necessrio, corrig-la.
10/25
Edio 09/92
RP 07001/09.92
Manual de Manuteno Equipamentos leo-Hidrulicos
4.17 A Bomba Engripou Defeito 1. Rotor engripou nos distribuidores planos. 2. Os mancais deslizantes dos discos de comando esto engripados no eixo de arraste. 3. Somente com bombas geminadas: A ponta de eixo e o disco esto engripando. Soluo Trocar Kit completo. Enviar fbrica para conserto.
Aps a retirada da tampa, o eixo pode ser retirado. Trocar o disco de presso.
Bombas de Pistes Radiais Tipo R4
4.18 A Bomba se Aquece Demasiadamente Defeito 1. O-Ring ou junta danificada entre a tampa com conexo de suco e o corpo. 2. Anel de vedao do eixo danificado. Soluo Trocar O-Ring.
Trocar o anel de vedao do eixo e polir a zona de contato do eixo. Vedar novamente. Raspar a camada velha.
3. Camada de vedao entre o elemento da bomba e a carcaa permitem vazamento.
Quando uma bomba de pistes radiais R4 no succionar, apesar de observar as indicaes 4.2.1, 4.2.5 e 4.2.8 (especialmente nas bombas com mbolos de pequeno dimetro), ento aconselhamos observar as indicaes seguintes: a) Ligar o motor eltrico por curto tempo e deslig-lo, deixando que pare por si mesmo. Repetir vrias vezes. b) Quando da montagem em cima do reservatrio, girar a bomba manualmente, no acoplamento, por diversas vezes. c) Em caso de necessidade, pr-tensionar o reservatrio com ar comprimido.
4.19
A Bomba Recalca, porm no Alcana Presso Defeito 1. O-Ring entre o elemento da bomba e a carcaa danificada. 2. Os parafusos de fixao dos elementos da bomba esto frouxos. 3. Junta do bujo roscado dos elementos de bomba no vedam hermeticamente. 4. O elemento da bomba est danificado. Soluo Trocar O-Ring. Se for necessrio, passar nova camada de junta lquida. Reapertar os parafusos.
Reapertar o bujo roscado.
Trocar a pea completa. seguir, aumentar lentamente a presso de regime durante 30 minutos no mnimo. Trocar a carcaa da bomba.
5. Carcaa engripada.
4.20
O leo de Presso Contm Bolhas de Ar Vide tambm 4.18 Defeito 1. Junta lquida no parafuso que fixa a cmara do mbolo no elemento da bomba no veda. Soluo Trocar o elemento da bomba. Recurso provisrio: aplicar cola para metais no parafuso, devendo desengraxar antes o parafuso.
Edio 09/92
11/25
RP 07001/09.92
Manual de Manuteno Equipamentos leo-Hidrulicos
4.21 Drenos Externos da Bomba Defeito 1. Usitring no elemento da bomba est danificado. 2. Carcaa engripada. 3. Vide 4.19 Soluo Trocar usitring. Trocar a carcaa.
4.22
Vazo Excessiva de leo de Dreno Interno, Vazo de Servio Muito Diminuda Defeito 1. A folga entre o mbolo e o cilindro demasiadamente grande devido desgaste. Soluo Trocar o elemento da bomba. Em seguida, aumentar lentamente a presso de regime, durante 30 minutos, no mnimo. Trocar o elemento da bomba. Em seguida, aumentar lentamente a presso de regime, durante 30 minutos, no mnimo. Limpar e verificar superfcies de contato. Refazer vedao. Injetar ar comprimido no orifcio de suco do elemento da bomba desmontada. Em seguida comprovar manualmente o funcionamento do elemento da bomba.
2. O assento da esfera na vlvula de presso do elemento da bomba est danificado.
3. Junta lquida entre a cmara de suco e presso no veda. 4. Cavacos ou outra sujeira evitam o fechamento da vlvula de suco.
4.23
A Bomba mais Ruidosa que o Normal Defeito 1. Para certos tipos de bombas radiais (vide folha de catlogos) inevitvel um aumento de rudo. 2. Com determinados acoplamentos, podem surgir rudos mais ou menos fortes, mesmo quando o acoplamento estiver bem alinhado devido a folgas radiais excessivas no sentido da circunferncia. Soluo s vezes, estes rudos podem ser diminudos aplicando uma massa de inrcia. Usar outro acoplamento ou outro tipo de acoplamento. Recurso provisrio: engraxar bem o acoplamento.
4.24
A Bomba Engripou Defeito 1. A bomba engripou na superfcie de apoio sobre o anel exterior do mancal excntrico. 2. O mbolo est engripado no cilindro. Soluo Trocar o mancal e o mbolo. Melhor trocar o elemento completo da bomba. Trocar o elemento completo da bomba.
4.25
A Bomba Aquece Demasiadamente Vide 4.2.8 e 4.24
Bombas de Palhetas de Vazo Varivel Tipo V3 As indicaes que seguem, restringem-se s execues com variao de vazo por parafuso ou com compensador de presso.
12/25
Edio 09/92
RP 07001/09.92
Manual de Manuteno Equipamentos leo-Hidrulicos
4.26 A Bomba no Transporta leo Defeito 1. O-Ring da placa de ligao est danificado. A bomba succiona ar. 2. O parafuso de regulagem de vazo est demasiadamente apertado, de maneira que o anel estator tenha alcanado sua posio central. 3. O anel estator est em sua posio central em virtude do sistema hidrulico ter alcanado a presso ajustada no compensador de presso. Soluo Trocar O-Ring. Na montagem da bomba colar O-Ring com graxa. Desparafusar at que o anel estator alcance sua maior excentricidade.
Ajustar o compensador de presso para o valor correto.
4.27
O Sistema no Alcana a Presso Desejada Defeito 1. A mola do compensador de presso est insuficientemente tensionada. A mola sofre ligeira deformao no transcurso do tempo e deve ser tensionada ocasionalmente. 2. A mola est quebrada. Soluo Tensionar a mola, atravs do parafuso.
Trocar a mola. Verificar a camada de vedao entre a carcaa e a tampa.
4.28
O leo de Presso Contm Bolhas de Ar Vide 4.2.3 e 4.26 Drenos Externos da Bomba Defeito 1. A vedao do eixo est danificado. Se o anel for expulso do corpo, possvel que este esteja quebrado. 2. O-Ring danificado. 3. O-Rings da placa de ligao com defeito (tubulao de presso e do leo de dreno). Soluo Trocar o anel e ,se necessrio, polir a superfcie de contato do eixo de arraste. Trocar O-Ring. Trocar O-Rings.
4.29
4.30
A Bomba mais Ruidosa que o Normal Defeito 1. Parafuso estabilizador no est ajustado para o caso extremo de aplicao. 2. Uma ou diversas palhetas esto montadas incorretamente. Soluo Ajuste na fbrica.
Verificar a posio das palhetas. Visto pela ponta do eixo, as pontas das palhetas avanam para a frente no sentido de rotao. Utilizar um pino novo melhor ajustado, mas permitindo que o distribuidor plano se apoie ao corpo na sua totalidade.
3. Os pinos de fixao permitem ao distribuidor plano excessiva folga tangencial.
4.31
A Bomba Engripou Defeito 1. O rotor est engripado na tampa da borda ou no distribuidor plano. Soluo Enviar fbrica para conserto.
4.32
A Bomba Aquece Demasiadamente Vide 4.2.8 e 4.31
Edio 09/92
13/25
RP 07001/09.92
Manual de Manuteno Equipamentos leo-Hidrulicos
5. INSTALAO DAS VLVULAS HIDRULICAS
Para as vlvulas direcionais, a posio de montagem geralmente indiferente. As vlvulas direcionais montadas verticalmente com solenide pendurado acusam um retardamento no tempo de mudana de posio; por isso, procura-se escolher a posio horizontal. As vlvulas direcionais com conexo de drenagem devem ser montadas sempre horizontalmente, a fim de conseguir rpida mudana de posio. Nas vlvulas de presso, a montagem deve ser procedida verticalmente com o elemento regulador para cima, ou horizontalmente. Nos pressostatos com dreno interno, a posio de montagem indiferente. Para os pressostatos com dreno externo, a posio de montagem deve ser escolhida de tal forma que a conexo de presso no fique mais alta que a do dreno. Para todos os demais elementos de controle e regulagem, a posio de montagem indiferente. Ao efetuar as montagens, tenha-se em conta a mxima limpeza. A superfcie das placas de ligao para os elementos deve ser retificada e completamente plana, o que garantir uma montagem livre de tenses internas, as quais poderiam motivar um engripamento dos mbolos. O aperto dos parafusos de fixao dever efetuar-se uniformemente. As conexes para tubos e a profundidade da rosca esto previstas para todas as conexes usuais. Os rebaixos para as conexes devem ser dimensionados de maneira que possam utilizar tanto conexes com fechamento por aperto como conexes com anel de cobre. No so admissveis materiais de vedao, tais como fibra e borracha, pois originam sujeiras que podem provocar avarias. As montagens das tubulaes devem estar livres de sujeiras, raspas de ao, areia, cavacos, etc. Os tubos devem ser submetidos a um banho de decapagem. No se deve utilizar estopas de l para limpeza. Os tubos devem ser montados livres de tenses internas. As tubulaes de drenagem das vlvulas direcionais, pressostatos e demais elementos, devem ser instalados acima do nvel de leo, at o reservatrio, com um ligeiro desnvel. No devem ter nenhuma comunicao com tubulao de presso ou de descarga, para evitar variaes na presso fixada ou retardamento na mudana de posio de vlvulas direcionais. Nas vlvulas acionadas por solenide e pressostatos, devem ser observadas a alimentao com a amperagem e a tenso adequada, assim como a ligao correta. Para a exitao contnua (funcionamento permanente), tenha-se em conta que as variaes de tenso no ultrapassem 5% da tenso de regime. Pode-se utilizar para as vlvulas, alm dos leos minerais, tambm fluidos difceis de inflamar, como solues Polyglicol em gua ou ainda base de ster-fosfato. As vlvulas devem ser colocadas em funcionamento na presso mnima possvel (10 bar), controlando o funcionamento e vazamento. Esse controle deve ser exercido at alcanar a presso prevista. As vlvulas devem ser controladas em intervalos regulares de tempo, com referncia a seu funcionamento e vazamentos, principalmente aps a mquina ser colocada em funcionamento. indispensvel um alto grau de limpeza do leo hidrulico. Para encher o reservatrio, deve-se usar um filtro de malha inferior a 60 m. Os filtros de leo devem ser limpos, no incio, a cada 100 horas de servio; mais tarde, uma vez por ms e a cada troca de leo. A primeira troca de leo deve ser feita segundo as condies de trabalho e viscosidade. Nas instalaes pequenas, aps 50 at 100 horas de servio; em instalaes grandes, aps 2.000 at 2.500 horas de servio. Trocas posteriores podem realizar-se de 3.000 a 5.000 horas de servio ou mais, sobretudo, quando mantido um tratamento constante do leo. O leo envelhecido e sujo no pode ser melhorado completamente. mais econmico esvaziar a instalao em estado quente e completar com leo novo. O nvel e a temperatura do leo devem ser controlados periodicamente. Temperaturas at 60 C so normais, mas no conveniente que atinjam valores at 70 C e, muito menos, que passem deste valor. Numa instalao hidrulica conservada limpa com relao ao leo, no necessrio uma verificao peridica dos aparelhos de controle e regulagem. As vlvulas devem ser armazenadas em lugar seco, sem umidade ambiente, livre de produtos corrosivos ou vapores oxidantes. O correto armazenamento das vlvulas deve ser controlado periodicamente. Quando a armazenagem for superior a trs meses, as peas devero ser preenchidas com leo de proteo e depois vedadas. 5.1 Instalao de Servo-Vlvulas A servo-vlvula eletro-hidrulica transforma um pequeno sinal eltrico em um sinal hidrulico de grande energia. Em seguida, descrevem-se algumas medidas prticas para conseguir um funcionamento sem falhas dessas vlvulas. Como elemento de preciso, a servo-vlvula exige fluido hidrulico limpo. O tamanho das partculas slidas no devem exceder 5 - 10 m. Isto implica na utilizao de filtros finos. Na manuteno desses filtros, deve-se dedicar a necessria ateno. Elementos filtrantes sujos devem ser substitudos em tempo. Em instalaes novas ou modificadas, normalmente o fluido est impuro, e a ligao de uma servo-vlvula somente deve ser efetuada aps uma limpeza criteriosa. Isto se consegue normalmente fazendo circular o leo por filtros finos. Para esse trabalho, as servo-vlvulas so retiradas e, em seu lugar colocado um "bloco de circulao". A durao desse trabalho depende do grau de impureza do leo, e pode se estender de 10 200 horas.
14/25
Edio 09/92
RP 07001/09.92
Manual de Manuteno Equipamentos leo-Hidrulicos
Durante esse tempo, o elemento filtrante deve ser permanentemente controlado e, se necessrio, substitudo. Para um funcionamento sem problemas de uma servo-vlvula, de filtros e demais elementos hidrulicos, um sistema perfeitamente desaerado de grande importncia. Uma montagem desfavorvel de uma servo-vlvula, por exemplo, sobre uma superfcie irregular ou ambiente muito aquecido pode influenciar seu funcionamento. Na partida de uma instalao necessrio retardar o impulso eltrico para a servo-vlvula cerca de 0,5 a 1 s em relao ao acionamento da bomba. Com isso, evita-se ocorrer um choque da placa de impacto sobre os bocais, caso j exista um impulso eltrico e no haja presso hidrulica (presso intermediria) para conduzir o mbolo de comando de volta. Todas as medies e controles de qualidade em servo-vlvulas so executadas na fbrica com fluido de viscosidade 3 ENGLER (medidas 50 C). Esta viscosidade tambm indicada para o funcionamento. Pode porm ser elevada, sem conseqncia, para perto de 6 ENGLER. Um aumento maior na viscosidade no aconselhvel, visto que pode trazer instabilidades (vibraes) na servo-vlvula, bem como modificaes nas curvas caractersticas.
6.
INSTALAO DOS CILINDROS HIDRULICOS
Nos cilindros hidrulicos, geralmente a posio de instalao indiferente. Na montagem, observar principalmente o mais alto grau de limpeza. Os cilindros devem ser montados livres de tenses e, principalmente, livres de foras radiais, pois do contrrio, podem ocorrer problemas funcionais e desgaste prematuro. As conexes da tubulao e as profundidades de rosca servem para todas as conexes em uso. Os rebaixos devem ser dispostos de tal maneira, que aparafusamentos com borda de vedaes "O-Ring" possam ser empregados. Vedaes de fibras ou massas no so admissveis, pois causam ensujamento e, conseqentemente, podem originar problemas funcionais. Antes da montagem, as tubulaes devem ser limpas de sujeira, crostas, areia, limalha, etc.. Os tubos devem ser decapados. No usar estopa para a limpeza. Os tubos devem ser instalados livres de tenses internas. Para os cilindros hidrulicos, devem ser usados, na medida do possvel, leos hidrulicos comprovados, na base de leos minerais. Para emprego de outros fluidos, necessrio uma consulta prvia ao fabricante. Antes da colocao do cilindro em funcionamento, a instalao hidrulica deve ser lavada com leo-hidrulico. Para tanto, unir entre si as 2 conexes do cilindro, sem o cilindro. Recomenda-se executar este processo durante meia hora. Somente aps este procedimento, os cilindros devem ser ligados no sistema de tubulao. Antes de entrar em funcionamento, o cilindro deve ser desaerado, no lado do fundo e no lado da haste. Isto pode ser feito soltando as conexes respectivas, ou por intermdio de parafusos sangradores especialmente previstos. Depois de uma desaerao perfeita (o leo deve estar livre de bolhas de ar e no acusar formao de espuma), as conexes dos cilindros devero ser reapertadas, observando-se o torque mximo. Normalmente, os cilindros hidrulicos no necessitam de manuteno. Quando houver esforo pesado do choque, dever ser observado apenas se foi prevista uma lubrificao dos mancais giratrios e mancais articulados. Os cilindros devem ser controlados, principalmente aps a colocao em funcionamento de uma instalao nova, em intervalos breves, com relao funo e vedao. O nvel de leo e, portanto, a quantidade do leo, deve ser controlado periodicamente. Temperaturas de leo entre 20 a +70 C, normalmente no danificam o cilindro. vantajoso armazenar os cilindros em lugar seco, sem umidade de ar. Os locais de armazenagem devem estar livres de materiais e vapores custicos. No armazenamento de cilindros como peas de reposio, recomenda-se aplicar leo de proteo e conservao, como usado nos motores diesel. Pormenores especficos podem ser encontrados nas respectivas folhas de recomendaes das firmas fornecedoras de leo. Para a aplicao do leo de proteo anti-corrosivo, o mais conveniente coloc-lo em funcionamento por curto espao de tempo. Uma limpeza a fundo, antes de encher com leo hidrulico definitivo, no necessrio, pois esse fluido de proteo compatvel com leos-hidrulicos minerais puros. Recomenda-se porm, efetuar a primeira troca mais cedo do que normalmente, assim como se faz na colocao em funcionamento de veculos, etc.. No emprego de fluidos difceis de inflamar, como ster-fosfato clorado ou glicis, necessrio uma lavagem prvia e um enxaguamento posterior. As vedaes normais para cilindros hidrulicos so resistentes a esses leos de proteo. No armazenamento mais prolongado (mais do que dois ou trs meses), as conexes dos cilindros precisam ser fechadas.
Edio 09/92
15/25
RP 07001/09.92
Manual de Manuteno Equipamentos leo-Hidrulicos
6.1 6.1.1 Testes de Cilindros Hidrulicos Verificao do Vazamento das Gaxetas do mbolo: Mover o mbolo at encostar no cabeote (com a regulagem do amortecimento totalmente aberta); retirar a conexo do cabeote; aplicar a presso de teste na conexo do fundo do cilindro,;verificao atravs da conexo do cabeote aberta. Para testar a 2 gaxeta do mbolo, inverter toda operao, isto , mover o mbolo at encostar no batente do fundo (com a regulagem do amortecimento totalmente aberta), retirar a conexo em "A" e aplicar a presso de teste na conexo "B"; verificao do vazamento, atravs da conexo aberta em "A", no fundo do cilindro. Nota: Conexo "A": Fundo do cilindro (Avano) Conexo "B": Cabeote do cilindro (Retorno) 6.1.2 Verificao do Vazamento da Gaxeta da Haste: Fazer verificao visual, aplicando presso na conexo da cabea do cilindro; se houver O-Ring numa eventual bucha de guia, o vazamento desta poder ser confundido com a gaxeta da haste. Neste caso, proceder-se-a com um minucioso exame visual nas duas vedaes e nos respectivos alojamentos. 6.1.3 Vedao do Cabeote e do Fundo do Cilindro: Para verificar os O-Rings do cabeote e do fundo, aplicar presso de teste e verificar se h vazamento. Em caso positivo, deve-se examinar o O-Ring ou tambm seu respectivo alojamento, quanto a medidas e acabamento de usinagem. Estes dois aspectos valem para todos os alojamentos de vedaes. 6.1.4 Verificao do Amortecimento Dianteiro: Mover o mbolo para frente at atingir uma posio prxima do final de curso; fechar a regulagem do amortecimento totalmente; se o amortecimento estiver em ordem, o mbolo deve parar ou mover bem mais lentamente, at o batente final. ATENO: Devido diferena de reas entre os dois lados do mbolo poder ocorrer uma considervel multiplicao de presso do lado do cabeote (quando o mbolo no estiver encostado no batente). Esta presso resultante, de forma nenhuma poder ultrapassar a presso de teste estabelecida; torna-se necessrio reduzir a presso no fundo do cilindro. 6.1.5 Verificao do Amortecimento Traseiro: O procedimento idntico ao dianteiro, sendo que, ao invs da multiplicao de presso em virtude da diferena de reas, haver uma diviso de presso, o que significa que, neste caso, pode-se aplicar a presso de teste. 6.1.6 Regulagem do Amortecimento: Fecha-se a regulagem e volta-se meia volta no parafuso do amortecimento; verifica-se o efeito do amortecimento em ambos os lados. Se a frenagem for muito violenta, abre-se mais os parafusos; se a frenagem for insuficiente, aperta-se mais um pouco os parafusos; apertar as contra-porcas. 6.1.7 Cuidados Especiais: So necessriosestranguladores na conexo do cabeote "B", registros ou outros elementos que possam bloquear a sada do leo em "B". Devido ao perigo da multiplicao de presso, verificar sempre a relao de reas.
7.
ACUMULADORES DE PRESSO
Antes de qualquer manuteno, descomprimir a presso do leo dos acumuladores.
7.1
Teste da Presso de Enchimento (Presso do Gs) no Acumulador de Bexiga Com a carga de gs correta na bexiga e a vlvula de gs bem vedada, sero mnimas as perdas de nitrognio. Entretanto, torna-se aconselhvel efetuar regularmente uma reviso da presso de enchimento (Po), sendo necessrio a recarga sempre que o valor indicado para a pr-tenso da bexiga no for alcanado.
7.2
Perodos Recomendados para os Testes dos Acumuladores de Bexiga Aps a instalao ou aps reparos realizados no acumulador, deve-se controlar a presso de enchimento (indicada na plaqueta) pelo menos uma vez na primeira semana, de forma que grandes vazamentos possam ser constatados e reparados imediatamente. Caso na primeira semana no sejam constatadas perdas de gs, deve-se efetuar novo controle aps 3 meses. Caso no seja constatada qualquer irregularidade, deve-se fazer ento, apenas um controle anual.
7.3
Procedimento a ser Adotado para a Realizao dos Testes Medir a presso de gs pr-tensionada atravs da medio da presso hidrosttica com o manmetro. A condio prvia que deve-se ter instalado um manmetro de presso ligado diretamente tubulao hidrulica (eventualmente, instalar o manmetro na conexo de sada do acumulador).
16/25
Edio 09/92
RP 07001/09.92
Manual de Manuteno Equipamentos leo-Hidrulicos
Encher o acumulador com presso hidrulica atravs da bomba; em seguida, desligar a bomba, soltar a presso do acumular lentamente, por exemplo, por meio de acionamento da vlvula direcional ligada ao acumulador. Durante o processo de esvaziamento, observar o manmetro. Assim que for alcanada a presso de enchimento (Po) no acumulador, a vlvula interna se fecha e o ponteiro indicador do manmetro retorna rapidamente posio zero. A presso de enchimento a presso registrada no manmetro antes da queda de presso. Caso no sistema hidrulico no esteja instalado um manmetro, a leitura poder ser feita atravs do manmetro instalado no dispositivo de testes. Antes da instalao do dispositivo ou antes de soltar qualquer conexo, deve-se certificar que todo o fluido tenha sado do acumulador, situao em que a vlvula interna do acumulador estar fechada. 7.4 Medio da Presso do Gs (Presso de Enchimento) com o Dispositivo de Enchimento de Gs Medindo-se a presso do gs (presso de enchimento) com o dispositivo de enchimento, ocorre, ao contrrio do mtodo anterior, uma perda de nitrognio. Por esse motivo, recomenda-se usar esse mtodo somente quando o outro mtodo descrito no possa ser utilizado. Antes de ser iniciado o processo, observar para que o acumulador esteja aliviado do lado do fluido. seguir, retirar o tampo de fechamento e o tampo da vlvula de gs do acumulador. Aparafusar o dispositivo de enchimento sobre a vlvula de gs do acumulador. Apertar o boto de presso do dispositivo de enchimento. Observando-se o manmetro em seguida, tem-se o registro da presso de enchimento. Se a presso registrada estiver correta, solta-se o boto de presso e desaparafusa-se o dispositivo de enchimento. Caso a presso esteja muito baixa, deve-se ento, preencher a bexiga do acumulador com nitrognio at atingir o valor desejado. Na medio da presso de enchimento no h possibilidade do nitrognio escapar pelo tubo flexvel, visto que est instalado uma vlvula de reteno. Vlvulas de gs defeituosas devero ter o jogo de vedaes substitudo. No devem ser utilizadas vlvulas de pneus! 7.5 Enchimento do Acumulador com Nitrognio Acumulador de Bexiga Para proteger o acumulador contra avarias, durante o transporte, o mesmo ser fornecido pr-carregado com nitrognio (aproximadamente 10 bar). O acumulador dever, antes da colocao em funcionamento, ser carregado com nitrognio presso de enchimento (Po) inicial. Nunca se deve empregar oxignio ou ar, porque poder ter o perigo de exploso! A presso de enchimento (Po) est marcada na plaqueta indicativa e dever ser anotada na instruo de funcionamento pertencente instalao. Os valores da presso do gs indicados referem-se sempre temperatura ambiente (aproximadamente 20 C), detalhe a ser observado durante o processo de enchimento. 7.6 Providncias a Serem Tomadas Antes do Primeiro Enchimento da Bexiga do Acumulador Quando o acumulador estiver operando com leo, torna-se desnecessrio qualquer preparo antes do primeiro enchimento. Caso o acumulador venha a operar com fluido de presso de difcil inflamabilidade, dever ser procedida uma lavagem com esse mesmo fluido, retirando-se assim, todo vestgio do fluido (leo mineral) que serve de almofada no acumulador, protegendo a bexiga contra avarias. Neste procedimento, desparafusar o tampo de fechamento, retirar o tampo da vlvula de gs, abrir a vlvula de gs para que o nitrognio existente na bexiga do acumulador possa escapar, possibilitando abrir a vlvula hidrosttica. Na conexo do fluido dever ser preenchido com fluido de presso (aproximadamente 1/10 do tamanho nominal do acumulador em litros). Colocar o acumulador na posio horizontal e girar em torno de seu eixo longitudinal. Em seguida, coloc-lo na posio vertical com a conexo de fluido voltada para baixo, permitindo o escoamento do fluido. Antes do enchimento, dever ser formada novamente uma almofada com fluido de presso utilizado. No caso do preenchimento de gs, desparafusar o tampo de fechamento e retirar o tampo da vlvula. O tubo de ligao do dispositivo de enchimento dever ser ligado na garrafa de nitrognio. Observar a montagem do jogo de vedaes necessrias. O anel "O" (O-Ring) da vlvula de gs no deve ser retirado. O dispositivo de enchimento colocado no acumulador dever ser desparafusado com a correspondente pea de ligao. Fechar a vlvula de escape do dispositivo de enchimento. Abrir a vlvula de bloqueio na garrafa de nitrognio e deixar o gs entrar lentamente no acumulador. A cada intervalo de tempo, deve-se fechar a vlvula de bloqueio da garrafa de nitrognio e controlar a presso de enchimento atravs do manmetro do dispositivo. Uma presso de enchimento muito elevada (maior que a indicada) poder ser reduzida aps a abertura da vlvula de escape, apertando o boto de presso.
Edio 09/92
17/25
RP 07001/09.92
Manual de Manuteno Equipamentos leo-Hidrulicos
OBS.: Visto que a presso do gs (presso de enchimento "Po") se modifica com a temperatura, deve-se, aps atingida a presso desejada, aguardar aproximadamente 2 minutos at que a temperatura esteja estabilizada, fazendo-se, em seguida, nova leitura da presso e, se necessrio, fazer a correo repetindo sempre o mesmo procedimento, at que se tenha alcanado o valor desejado, retirando-se ento o dispositivo de enchimento.
Antes do enchimento do acumulador, devero ser substitudas as vedaes das vlvulas de gs com defeito. Em nenhum caso podero ser empregadas vlvulas de pneus! Findada a operao de enchimento, colocar a tampa na vlvula do acumulador, parafusar o tampo de fechamento do acumulador (torque 2 a 4 kpm) e controlar os vazamentos usando espuma de sabo. Os vazamentos devem ser eliminados imediatamente, visto que eles conduzem destruio da bexiga. 7.7 Acumuladores de Diafragma Para os acumuladores de diafragma vlida a correspondncia como mtodo j descrito para acumuladores de bexiga "medio da presso hidrosttica com o manmetro". Para se proteger o acumulador de diafragma contra avarias durante o transporte, ser fornecido pr-carregado. A presso de enchimento refere-se temperatura ambiente (20 C). O acumulador de diafragma dever ser carregado com a presso de enchimento indicada (Po = presso do gs), antes da colocao em funcionamento, (nunca usar oxignio ou ar perigo de exploso)! O acumulador de diafragma poder, de acordo com a solicitao do cliente, ser fornecido tambm lacrado com a presso de enchimento necessria. Neste caso, o acumulador estar pronto para ser instalado. Todavia, aconselha-se antes da instalao do acumulador, verificar novamente o valor da presso de enchimento. No processo de enchimento, retirar a tampa de proteo colocada sobre o bujo roscado. Limpar o sextavado interno do bujo roscado do acumulador de diafragma, (retirar o esmalte de proteo, etc.), de forma que o engate colocado no sextavado possa acoplar-se no dispositivo de enchimento. Aparafusa-se o dispositivo de enchimento e desaperta-se o bujo roscado no acumulador, de forma que o manmetro possa indicar a presso de enchimento do acumulador. Caso a presso de enchimento (Po) esteja muito elevada, esta poder ser reduzida ao valor desejado abrindo-se a vlvula de escape. Caso a presso de enchimento (Po) esteja muito baixa, deve-se ento, abrir lentamente a vlvula de bloqueio na garrafa de nitrognio permitindo-se assim, a carga do acumulador. Fecha-se, em seguida, a vlvula de bloqueio a fim de permitir nova leitura no manmetro, procedendo-se assim, sucessivamente, at que se obtenha o valor desejado. OBS.: Visto que a presso do gs modifica-se com a temperatura, deve-se, atingido o valor desejado, aguardar de 2 a 3 minutos at que a temperatura se estabilize novamente. Verifica-se novamente a presso e, se necessrio, corrige-se o seu valor.
Atingindo o valor desejado fecha-se o bujo roscado do acumulador, empregando-se um torqumetro (torque: 2,5 kpm). Fecha-se a vlvula da garrafa de nitrognio. Abrir a vlvula de escape do dispositivo de enchimento para permitir a sada do nitrognio. Segurar o torqumetro, desaparafusar o dispositivo de enchimento e reapertar o bujo roscado do acumulador de diafragma (torque: 2,5 kpm). O bujo roscado dever estar vedado perfeitamente. Esta vedao poder ser verificada mediante o emprego de espuma de sabo. O bujo deve ser lacrado com esmalte de proteo. 7.8 Retirada de Funcionamento do Equipamento Durante Pouco Tempo A interrupo de funcionamento do equipamento por um curto perodo (at 2 meses) no merece cuidados especiais. Para facilitar, deixa-se o fluido de presso no reservatrio. A instalao deve ser protegida contra a entrada de pessoas estranhas. 7.9 Retirada de Funcionamento do Equipamento Durante Longo Tempo A retirada de funcionamento de uma mquina por um longo perodo demanda cuidados que dependem de diversos fatores, como: tipo de fluido de presso, material de vedao, condies climticas, etc.. Recomenda-se, por exemplo, pr a instalao em funcionamento a cada determinado intervalo, para umedecer internamente a tubulao e os componentes. Em perodos mais longos, torna-se conveniente escoar todo o fluido de presso e substitu-lo por um agente de conservao especial. Recomenda-se tambm, que as hastes de cilindros estejam recolhidas. Caso no seja possvel, deve-se recobr-las com uma camada de agente protetor. Nos acumuladores aconselha-se reduzir a presso de enchimento (presso do gs) valores entre 10 a 30 bar.
18/25
Edio 09/92
RP 07001/09.92
Manual de Manuteno Equipamentos leo-Hidrulicos
7.10 Recolocao em Funcionamento Aps curto tempo de parada, deve-se desaerar a instalao, verificar possveis vazamentos e controlar o funcionamento de todos os componentes, durante a presso de regime antes da colocao em funcionamento. Aps longo perodo de imobilizao, a instalao deve ser limpa externamente. Caso o fluido de presso tenha permanecido no reservatrio, ser ento necessrio retirar uma amostra para anlise. Fluido de presso sem boas caractersticas de viscosidade, deve ser substitudo. Caso seja necessrio somente uma complementao, observar que seja empregado o mesmo tipo de fluido. Caso a instalao se encontre com um agente conservante durante sua imobilizao, este dever ser circulado com baixa presso, movimentando todos os atuadores repetidas vezes. Em seguida, deve ser retirado todo o agente conservante, limpando-se o reservatrio e preenchendo-o com fluido de presso previamente filtrado.
8.
LEO HIDRULICO ARMAZENAMENTO
O armazenamento do leo em reservatrios deve ser feito em ambiente apropriado. De forma alguma o leo armazenado deve sofrer "cargas trmicas" elevadas. Quando isto sucede, os leos envelhecem muito mais rapidamente que leos com cargas normais. Por cargas trmicas compreende-se temperaturas acima de 60 C. Basicamente, o enchimento de reservatrios com leo hidrulico somente deve ser feito pelas linhas de transferncias ou pontos de abastecimento previstos para este fim. As linhas de abastecimento devem ser construdas de tal forma que no bocal de enchimento haja uma grade que retenha panos de limpeza e outros corpos estranhos de maior porte. A entrada de leo no reservatrio de uma instalao servo-comandada somente pode ser feita atravs de filtros muito finos. Caso no haja uma bomba de alimentao, o enchimento atravs de filtros finos tomar mais tempo. Uma abertura de tubulao ou reservatrios, s pode ser executada em ambiente livre de p e umidade. Limpeza absoluta a primeira lei na transferncia de leo. Recipientes sujos evidentemente devem ser limpos antes de serem cheios. leo limpo no somente prolonga a vida til das vlvulas, como tambm a das bombas. A vida til de um leo, temperatura inferior 70 C bastante longa. Aps limpar, circular e iniciar o funcionamento de uma instalao, o leo deve ser examinado pelo fornecedor a cada 5.000 horas de funcionamento, com vistas a presena de gua, neutralidade (cido ou alcalino, pH), etc..
9.
LIMPEZA DAS TUBULAES DECAPAGEM
O estado de limpeza das tubulaes depende do mtodo de fabricao e da escolha do material. aconselhvel quando o alto custo ou prolongado prazo de entrega impedem a utilizao de aos nobres (inox) usar tubos de ao, de preciso, conforme DIN 2391. Os tubos devem ser recozidos em ambientes limpos. Deve-se limpar ao mximo locais soldados ou outras reas aquecidas com formao de crostas. Todas as soldas devem ser feitas com proteo de gs protetor. As soldas devem ser, aps concludas, limpas com rebolo ou lixa. Todos os tubos, quando no houver particularidades que o impeam, devem ser fixados distncias regulares de 20 vezes o dimetro. Particularidades so curvas, derivaes, etc.. Qualquer mudana de direo ou de presso do leo, produz foras, sobre a tubulao, que devem ser absorvidas por fixaes. Como fixaes para tubos, devem ser previstos: Materiais no higroscpicos, ou seja, materiais que no se deformem em presena de umidade. Em todas as partes mais altas dos tubos deve haver desaeradores. Todas as partes baixas devem ser purgadores. Na montagem das tubulaes, pelo menos das tubulaes de dreno, deve ser mantido um declive favorvel ao escoamento. As tubulaes de leo de dreno no devem ser sobrecarregadas com nenhum outro leo de retorno. Todos os tubos, depois de ajustados, devero ser lavados, decapados, neutralizados e montados novamente. A decapagem dos tubos e conexes feita em banho de cido sulfrico ou muritico, na concentrao de aproximadamente 70% de gua e 30% de cido. A proporo do banho de decapagem 1 parte de cido na concentrao especificada acima, e 3 partes de gua, sendo que as peas a serem decapadas devero ser previamente desengraxadas. O tempo de decapagem, geralmente de 30 minutos 1 hora, depende do estado dos tubos. Lavar abundantemente com gua. Usar sabo lquido quente, 15 a 20 minutos. Aplicar anti-corrosivo.
Edio 09/92
19/25
RP 07001/09.92
Manual de Manuteno Equipamentos leo-Hidrulicos
10. RESERVATRIO
construdo de chapas soldadas. Em instalaes com servo-vlvulas deveria, na medida do possvel, ser de ao inoxidvel. Na construo com "chapa preta", as partes que ficam acima do nvel de leo so atacadas pela umidade. Caso um reservatrio de chapa preta seja pintado internamente, isto s pode ser feito sob condies especficas. Reservatrios pintados internamente, aps a secagem da tinta, no podem mais sofrer nenhum processo que provoque aquecimento. Antes, porm, do acabamento interno, em qualquer caso, o reservatrio deve ser jateado internamente, e limpo de impurezas como resduos, crostas e prolas de solda. A pintura interna deve ser de tinta composta de vrios componentes (epoxi, por exemplo) e em vrias demos. Deve ser resistente ao leo e a impactos. Instrues mais precisas so conseguidas com os fabricantes de tintas. Caso um reservatrio de chapa comum no seja pintado, deve-se proceder a uma proteo provisria (olear, ou outra forma convencional). Os meios utilizados para conservao, devem ser solveis e de fcil eliminao, sem deixar resduos. Antes de se iniciar o trabalho propriamente dito de uma unidade com servo-comandos, deve-se proceder a uma circulao prvia. Desta forma, o leo a ser usado colocado no reservatrio, e bombeado pela instalao. Durante esse processo, deve-se conseguir a maior velocidade possvel, ligando tambm as bombas de reserva, sendo que as servo-unidades so excludas da circulao e substitudas por outras placas. Da mesma forma os cilindros e motores (baixa velocidade do fluxo) so substitudas por mangueiras. Mesmo placas bsicas maiores no deveriam participar do circuito de circulao, conforme o sistema, para evitar a sedimentao de slidos nos orifcios secundrios. Todas as partes que no forem "lavadas" durante a circulao, devem ser limpas em separado e mantidas hermeticamente fechadas at o momento de lig-las ao sistema. O processo de limpeza por circulao s deve ser dado como terminado quando os testes de "miliporosidade" do leo apresentar uma pureza especificada no grupo 3. Durante a circulao, o leo deve passar constantemente pelos filtros finos do sistema. Os filtros do bloqueio, ligados em seqncia, tambm so guarnecidos de elementos filtrantes finos. Por ocasio da ligao da instalao, so colocados nesses filtros os elementos de alta presso previstos. Por intermdio dos indicadores de saturao, o grau de resduos assentados no filtro mostrado. No funcionamento inicial deve-se observar: 1. Retirar o leo que foi usado na circulao inicial (inclusive dos tubos) somente em casos de contaminao qumica. 2. Substituir elementos filtrantes. 3. Retirar as placas de circulao e colocar as vlvulas. 4. Conectar todas as peas do sistema. 5. Desaerar os filtros. 6. Fazer passar o circuito de alimentao pelos filtros. 7. Ajustar a regulagem de temperatura. 8. Ligar bombas de alta presso (primeiro, com presso baixa, passando lentamente para a presso alta). 9. Desaerar tubulao. 10. Acoplar o acumulador de presso. 11. Ligar as servo-vlvulas e solenides. 12. Ajustar vlvulas de presso. 13. Otimizar a regulagem das vlvulas e servo-vlvulas (amplificao).
11.
FILTRAGEM
Que a filtragem necessria, todo tcnico hidrulico sabe e, geralmente, tambm todo usurio desse tipo de instalao. As dvidas, porm, aparecem quando se trata da malha, da disposio e da escolha do filtro. Ausncia absoluta de sujeira no filtro implica nenhum desgaste, pelo menos com mquinas e instalaes, que devem trabalhar como um relgio. A elas, quanto filtragem, deve ser dada a devida ateno, mas tambm neste caso, raramente se filtra de um modo econmico-tcnico-prtico. E, com isso, a hora da parada pode ser facilmente calculada. Do mesmo modo, pode-se calcular os custos que surgem quando os elementos hidrulicos menos resistentes devem ser trocados devido a desgaste prematuro. Os elementos acionados com mais freqncia so os mais sujeitos aos desgastes. A ltima operao na fabricao dos elementos hidrulicos em geral a de lapidar. A pasta de lapidar pode ser descrita vulgarmente como uma "aglomerao de partculas de impurezas, se possvel, de tamanho igual e de alta dureza". No caso, existem os mais diversos tipos e tambm receitas com frmulas secretas. Conforme o resultado desejado, emprega-se um ou outro tipo.
20/25
Edio 09/92
RP 07001/09.92
Manual de Manuteno Equipamentos leo-Hidrulicos
Somente quando a usinagem prvia das peas a serem lapidadas no tiver sido suficientemente boa, "o esmerilhamento" dura um pouco mais. Fora isto, trata-se de um processo como os demais, a ser concludo com rapidez. Por enquanto, a impureza no leo no ter feito ainda, uma pasta de esmerilhar, porm, dependendo do tipo, da quantidade, do tamanho e da dureza das partculas de sujeira, assim como do jogo entre as partes mveis e da freqncia do movimento dessas peas, o desgaste determinado. isto se poderia chamar "esmerilhar por tempo". Existem elementos em que o desgaste no to acentuado porque tem apenas uma aresta de comando, ou se regulam a si prprios. Porm, com a maioria dos aparelhos, uma construo assim no possvel. Deve-se sempre reconhecer a ligao entre "sujar" e esmerilhar. Somente ento se pode julgar como a filtragem finssima importante. Perdas internas por fugas significam sempre uma perda de potncia, e esta transformada em calor. Esse , em parte, transmitido s proximidades, mas o aquecimento muitas vezes indesejvel. Permanece, pois, apenas o resfriamento adicional por meio de instalaes apropriadas, que, por seu lado, tambm necessitam de energia. Assim se explica um pequeno jogo de peas movimentadas, mecanicamente, uma contra a outra, e hidraulicamente, uma diminuio das perdas internas. Esse pequeno jogo requer cuidadosa filtragem do fluido de presso. 11.1 Recomendaes para escolha do elemento filtrante em funo da aplicao Resistncia presso diferencial 210 bar Malha do filtro x 3 5 10 3 5 10 3 5 10 Nomenclatura do elemento Rexroth D 003 BH/HC D 005 BH/HC D 010 BH/HC D 003 BN/HC D 005 BN/HC D 010 BN/HC D 003 BN/HC D 005 BN/HC D 010 BN/HC
Elemento Tipo
Faixas de aplicao
BH/HC
Filtro de presso, garantia de funo e durabilidade de vlvula e servo-vlvula Filtro de retorno, com vlvula bypass, presso de abertura 3 bar Filtro secundrio, elemento filtrante para lavagem do equipamento
BN/HC
30 bar
11.2
Resumo das vantagens e desvantagens dos vrios tipos de filtros Tipo de filtro Vantagens Desvantagens Carcaa e elemento caros. Construo complicada do elemento devido resistncia de alta presso requerida. A bomba no est protegida. No caso de filtros simples necessrio parar a unidade para trocar o elemento. No caso de elementos sensveis, como por exemplo servo-vlvulas, deve-se colocar um filtro de presso adicional. Deve-se instalar uma vlvula by-pass no filtro. Em caso de elementos pouco resistentes ao diferencial de presso, pode-se destru-los com a variao de vazo. No caso de elementos sensveis, como por exemplo servo-vlvulas, deve-se colocar um filtro de presso adicional. Ao se instalar uma bomba adicional, necessrio mais energia e, portanto, um maior investimento hidrulico. Em caso de ensujamento cclico, ser necessrio um maior tempo de filtragem. No possvel uma filtragem apurada. Poucas possibilidades de limpeza. Bomba sujeita a cavitao.
Filtro de presso
A filtragem se realiza diretamente antes do elemento a ser protegido. Garante-se a classe de limpeza desejada do fluido hidrulico.
Filtro de retorno
Filtragem de toda a vazo do fluido que retorna. A sujeira do equipamento no drenada em direo ao reservatrio. Carcaa e elemento filtrante econmicos. possvel um super-dimensionamento do filtro.
Filtro de circuito secundrio
Filtragem paralela independente do procedimento de trabalho. Melhor aproveitamento da capacidade de reteno de sujeira do elemento filtrante. Carcaa e elemento filtrante econmicos. No necessrio desligar a unidade para trocar o elemento. possvel uma montagem posterior.
Filtro de suco
Filtragem do fluido aspirado pela bomba.
Edio 09/92
21/25
RP 07001/09.92
Manual de Manuteno Equipamentos leo-Hidrulicos
Quanto s causas de sujeira numa instalao hidrulica, podem existir muitos agentes (quadro 1). Os possveis agentes impurificadores tambm podem criar dificuldade em modernas instalaes hidrulicas (quadro 2).
QUADRO 1 AGENTES POSSVEIS
Agentes compostos de Partculas metlicas Partculas de xido Internos Resduos de fabricao Por corroso, por exemplo, devido forja, soldagem, tmpera, etc. Erros de montagem Resultantes Desgaste por atrito Por meio de gua por condensao Penetrantes
Partculas de materiais sintticos Partculas de borracha
Desgaste por atrito de vedaes etc. Desgaste por atrito de vedaes e mangueiras
Em fbricas de materiais sintticos
Erros de montagem
Fios Areia
Pr-limpeza imprpria Da fundio e jato de areia (resduos) Limpeza imprpria
Em fbricas txteis Na construo de ruas
Poeira
Na construo de ruas, poeira de fbricas, etc.
Meios de polimento Aditivos de leo
Limpeza imprpria Em soluo no leo (melhoradores de cor, etc.)
Perdido por decomposio qumica (super-aquecimento, envelhecimento, etc.)
QUADRO 2 TIPOS DE AGENTES IMPURIFICADORES
Dificuldades Desgaste por Internos Repentina parada da instalao Resultantes Diminuio do tempo de vida, perda de preciso e energia de perda em elevao Penetrantes Constantes problemas de filtros, falhas de filtros, diminuio do tempo de vida e energia da perda aumentada Constante troca de filtros e desgaste prematuro do aparelho
Despesas em virtude de
Desnecessrios consertos dos instrumentos, mudanas da tubulao e novos processos de limpeza
Troca do aparelho antes do tempo e perda de potncia
ELIMINAO DAS CAUSAS Limpeza na montagem, limpeza antes de por o equipamento em funcionamento, filtragem com 25 mcrons absolutos como mnima condio prvia Por meio de filtragem suficiente. Suficiente: 10 mcrons Bom: 5 mcrons timo: 3 mcrons absoluto Montagem do filtro de ar. filtro de ar em banho de leo e sistemas fechados (pressurizados)
12.
FUNCIONAMENTO DAS INSTALAES LEO-HIDRULICAS
A segurana de funcionamento das instalaes leo-hidrulicas dependem, em primeiro lugar, de uma manuteno cuidadosa. Cada um que participa na montagem e na instalao das tubulaes de um agregado hidrulico rejubila-se com a chegada do momento em que o reservatrio preenchido com leo e a instalao pode ser colocada em funcionamento pelo "aperto do boto". No entanto, antes que isso possa acontecer, alguns pormenores devem ser observados. O reservatrio e os tubos devem ser controlados mais uma vez com relao limpeza momentos antes do preenchimento do fluido. Se necessrio, enxaguar toda a instalao com leo novamente. No reservatrio com pintura interna, verificar cuidadosamente se o fluido a ser empregado compatvel com a tinta. No emprego de fluidos difceis de inflamar, verificar, impreterivelmente, se todos os aparelhos hidrulicos da instalao esto equipados com vedaes especiais. Esse controle no deve restringir-se a vlvulas e bombas mas, eventualmente, estender-se a roscas e flanges.
22/25
Edio 09/92
RP 07001/09.92
Manual de Manuteno Equipamentos leo-Hidrulicos
Tubulaes ou ligaes eltricas erradas geralmente so notadas quando a instalao colocada em funcionamento, no podendo satisfazer s funes desejadas. Uma modificao a essa altura geralmente muito difcil. Um controle cuidadoso dos tubos e das ligaes eltricas, por intermdio do circuito eltrico com as respectivas tabelas de seqncia, recomendada com insistncia antes do preenchimento do fluido de presso no reservatrio. Verificar se todas as peas esto fixadas e alinhadas, principalmente no que se refere bomba e ao motor eltrico correspondente. Um erro de alinhamento entre ambos pode levar destruio prematura da bomba. Se os acumuladores de presso no tiverem sido entregues prontos para funcionamento, devero ser preenchidos com gs nitrognio antes da montagem na instalao. conveniente marcar a pr-tenso do gs no acumulador (por exemplo, com uma etiqueta) ou no circuito hidrulico, para que, mais tarde, em caso de necessidade, possa ser feito um imediato controle de verificao. O fluido do sistema deve ser preenchido j filtrado. Para tanto, uma malha at 100 mcrons aceitvel. Na regulagem da presso nas vlvulas limitadoras de presso, recomenda-se, no incio, com baixa presso. Formam uma exceo as vlvulas limitadoras de presso, para sistemas hidro-acumuladores, que, pela sua regulagem lacrada, no permitem modificao. desejvel e aconselhvel que, devido s prescries de segurana existentes, numa colocao em funcionamento, as pessoas no necessrias para a operao deixem o local da instalao, permanecendo em distncia que oferea segurana suficiente. Os motores eltricos podem ser ento ligados por curto tempo (cerca de 5 at 10 segundos). Nessa operao, o sentido de rotao deve ser verificado, assim como o acoplamento e a instalao das peas de conexo. No restante, valem aqui as prescries dos diversos fabricantes de bombas. Antes que a regulagem da presso de regime seja lentamente aumentada, verificar se a bomba transporta o leo sem vibraes e com constncia. Vazamentos que surjam eventualmente, devem ser eliminados de imediato. Ao mesmo tempo, o nvel do fluido no reservatrio deve ser observado, e, se necessrio, completado com fluido sempre da mesma qualidade. Quando a presso de regime for alcanada e o exame funcional estiver a contento, pressostatos, indicadores eltricos de nvel, termostatos, etc. devem ser regulados. Todas as regulagens feitas devem ser anotadas num certificado de teste.
13.
TABELA DE EQUIVALNCIA DOS LEOS HIDRULICOS MINERAIS
Na tabela abaixo, indicamos as marcas e tipos de leos usados em equipamentos hidrulicos. A ordem de apresentao das firmas no indica qualquer preferncia ou qualidade dos produtos. Viscosidade recomendada: (3 a 5 Engler 50 C) Conforme Norma DIN 51525 (leo Hidrulico Mineral H- LP) Outras Normas Utilizadas: Norma ISO 3448 (atual) Valores em cSt, medidos 40 C Sistema Frio (ISO VG 32) MARCA AGIP/TUTELA ATLANTIC CASTROL ESSO IPIRANGA MOBIL OIL PETROBRAS RENOLUB (FUCHS) SHELL TEXACO Temperatura Mdia Ambiente: 10 C OSO 32 Ideal AW 32 Hyspin AWS 32 Hyspin HDX 32 (*) Nuto H 32 Ipitur AW 32 Mobil DTE 24 Lubrax Industrial HR-32 EP Renolin B 10 Renolin MR 10 (*) Tellus 32 Tellus T 32 Rando Oil HD 32 Sistema Mdio (ISO VG 46) Temperatura Mdia Ambiente: 20 C OSO 46 Ideal AW 46 Hyspin AWS 46 Hyspin HDX 46 (*) Nuto H 48 Ipitur AW 46 Mobil DTE 25 Lubrax Industrial HR-46 EP Renolin B 15 Renolin MR 15 (*) Tellus 46 Tellus T 46 Rando Oil HD 46 Sistema Quente (ISO VG 68) Faixa de Temperatura Ambiente: 25 a 50 C OSO 68 Ideal AW 68 Hyspin AWS 68 Hyspin HDX 68 (*) Nuto H 68 Ipitur AW 68 Mobil DTE 26 Lubrax Industrial HR-68 EP Renolin B 20 Renolin MR 20 (*) Tellus 68 Tellus T 68 Rando Oil HD 68
OBS.: 1) Todos os leos devem estar de acordo com a norma DIN 51524 parte 2 (*) leos da nova gerao, com detergentes alm de aditivos normais existentes nos demais leos hidrulicos
Edio 09/92
23/25
RP 07001/09.92
Manual de Manuteno Equipamentos leo-Hidrulicos Anotaes
24/25
Edio 09/92
RP 07001/09.92
Anotaes Manual de Manuteno Equipamentos leo-Hidrulicos
Edio 09/92
25/25
Potrebbero piacerti anche
- 4 Oleohidraulica Bombas e MotoresDocumento44 pagine4 Oleohidraulica Bombas e MotoresVithor JaegerNessuna valutazione finora
- Sistema Hidráulico - Instruções de Reparo 90 A 91Documento26 pagineSistema Hidráulico - Instruções de Reparo 90 A 91lucas solon de souza costa100% (1)
- Curvas Generales Bombas Centrifugas PDFDocumento8 pagineCurvas Generales Bombas Centrifugas PDFJosé Gabriel LacléNessuna valutazione finora
- Mini Unidade MUCDocumento16 pagineMini Unidade MUCLuisRenatoFerreiradaSilvaNessuna valutazione finora
- Bombas de EngrenagensDocumento48 pagineBombas de EngrenagensHenrique Fernandes100% (1)
- GBR PDFDocumento288 pagineGBR PDFGabriel Mello50% (2)
- Classe de Resistência de Parafusos (Completo) - Indufix ParafusosDocumento5 pagineClasse de Resistência de Parafusos (Completo) - Indufix ParafusosFredericoFerrazNessuna valutazione finora
- Novas Tecnologias ROLAMENTODocumento54 pagineNovas Tecnologias ROLAMENTOEleandro JoaquimNessuna valutazione finora
- Boletim de Produto PC200 (LC) - 8M0 (CPN00488-02)Documento30 pagineBoletim de Produto PC200 (LC) - 8M0 (CPN00488-02)RicardoNessuna valutazione finora
- BBL-Bomba Centrifuga - JCDocumento3 pagineBBL-Bomba Centrifuga - JCengleoalves0% (1)
- 3 Oleohidraulica CilindrosDocumento75 pagine3 Oleohidraulica CilindrosALEXSANDRONessuna valutazione finora
- Dayco Pesada 2013 Rev A Mar-13Documento111 pagineDayco Pesada 2013 Rev A Mar-13ForteLubNessuna valutazione finora
- RP 1009101 PDFDocumento20 pagineRP 1009101 PDFDalila VaroghNessuna valutazione finora
- 1 - Apresentação Vazamento Zero Junho 2004Documento39 pagine1 - Apresentação Vazamento Zero Junho 2004OBELYXNessuna valutazione finora
- Catalogo Arbolite ScaniaDocumento37 pagineCatalogo Arbolite ScaniaMaryanna FormigoniNessuna valutazione finora
- Val Hid ParkerDocumento28 pagineVal Hid Parkerpgzan100% (1)
- Mangueira PDFDocumento22 pagineMangueira PDFHebert N. de PaulaNessuna valutazione finora
- Martelos H110E H130EDocumento8 pagineMartelos H110E H130Epaimporcate100% (1)
- S20 - ManualDocumento23 pagineS20 - ManualPaulo BianchiniNessuna valutazione finora
- Cartilha de Filtração HydacDocumento24 pagineCartilha de Filtração HydacLorranny Soares Batista100% (1)
- Tabela de Redução de Folga Radial - AutocompensadoresDocumento1 paginaTabela de Redução de Folga Radial - AutocompensadoresGustavo CamposNessuna valutazione finora
- Puma - Furadeira Pneumática (12) At-4041i 4561Documento1 paginaPuma - Furadeira Pneumática (12) At-4041i 4561Wilson Araujo BarrozoNessuna valutazione finora
- Manual Bombas ETA KSBDocumento20 pagineManual Bombas ETA KSBÁtilaNessuna valutazione finora
- Pino ElasticoDocumento8 paginePino ElasticoAntonio Carlos Gaspar JuniorNessuna valutazione finora
- Manual de Manutenção CT300Documento58 pagineManual de Manutenção CT300RicardoNessuna valutazione finora
- Catalago MarrucciDocumento28 pagineCatalago MarrucciJonh Dalton MartinsNessuna valutazione finora
- Catálogo BGL BuchasDocumento15 pagineCatálogo BGL BuchasBraz Pataro NetoNessuna valutazione finora
- 06 - Sistema de FreioDocumento18 pagine06 - Sistema de Freiocarlos.aceaNessuna valutazione finora
- Catalogo ManilhasDocumento4 pagineCatalogo ManilhasAlessandro AndreoliNessuna valutazione finora
- Catalogo HyvaDocumento28 pagineCatalogo HyvaNova prudencromoNessuna valutazione finora
- GATES - Folder ProXT - v2Documento2 pagineGATES - Folder ProXT - v2Diogo SantosNessuna valutazione finora
- 5e66898f5fdb4 PDFDocumento43 pagine5e66898f5fdb4 PDFLUIZNessuna valutazione finora
- REG147 Relatório de Alinhamento A LaserDocumento1 paginaREG147 Relatório de Alinhamento A LaserGabrieli BalãoNessuna valutazione finora
- 2 HidráulicaDocumento41 pagine2 HidráulicaJosy ReisNessuna valutazione finora
- Alinhamento - A1770 8B 2Documento33 pagineAlinhamento - A1770 8B 2Filipe Rocha MartinsNessuna valutazione finora
- Catálogo Fixadores Fey PDFDocumento84 pagineCatálogo Fixadores Fey PDFGabriel100% (1)
- 05 - Catalogo Peças Reposição SMC 4-6-8 180 e TSMC 8 180 PDFDocumento16 pagine05 - Catalogo Peças Reposição SMC 4-6-8 180 e TSMC 8 180 PDFFernando BarbosaNessuna valutazione finora
- KSB MegachemDocumento23 pagineKSB MegachemAlexandre Campos100% (1)
- EngrenagensDocumento46 pagineEngrenagensLuciano da SilvaNessuna valutazione finora
- VedaçõesDocumento39 pagineVedaçõesAndrés VásquezNessuna valutazione finora
- Catálogo Bomba IMBIL Modelo BMIDocumento32 pagineCatálogo Bomba IMBIL Modelo BMIJulio Cesar Santos100% (1)
- Technical Data Sheet Aerator Type ABS Venturi Jet 60 HZ Metric BrazilDocumento4 pagineTechnical Data Sheet Aerator Type ABS Venturi Jet 60 HZ Metric BrazilRodrigoAminHelouVieceliNessuna valutazione finora
- Acumulador Hidráulico 092 100 r01 HbacgeralDocumento17 pagineAcumulador Hidráulico 092 100 r01 HbacgeralJACK_LIVENessuna valutazione finora
- Catálogo TRAVA ARANHA PORCA CUBO CARCAÇA PDFDocumento3 pagineCatálogo TRAVA ARANHA PORCA CUBO CARCAÇA PDFJonathanKempferdaSilvaNessuna valutazione finora
- Checklist Carreta PW 5000 - 360Documento6 pagineChecklist Carreta PW 5000 - 360Juci RufatoNessuna valutazione finora
- Sistemas HidráulicosDocumento6 pagineSistemas HidráulicosRichard De Medeiros CastroNessuna valutazione finora
- Bomba HL Case 420Documento1 paginaBomba HL Case 420Rafael AlonsoNessuna valutazione finora
- Válvula de Controle (Levantamento) (VersaLink)Documento10 pagineVálvula de Controle (Levantamento) (VersaLink)tomsouzaNessuna valutazione finora
- Literatura CHEMLUB 488Documento3 pagineLiteratura CHEMLUB 488ReginaldoVieiradaSilvaNessuna valutazione finora
- Manual de Instruções: Bomba NEMODocumento66 pagineManual de Instruções: Bomba NEMOKaylon SilvaNessuna valutazione finora
- CATALOGO IndebrasDocumento36 pagineCATALOGO IndebrasLuis Henrique Laranjeira Silva50% (2)
- AEA - 30 anos: a Associação Brasileira de Engenharia Automotiva e sua históriaDa EverandAEA - 30 anos: a Associação Brasileira de Engenharia Automotiva e sua históriaNessuna valutazione finora
- Controle De Motor De Passo Unipolar E Bipolar Com Base No Pic18f1220 E MikrocDa EverandControle De Motor De Passo Unipolar E Bipolar Com Base No Pic18f1220 E MikrocNessuna valutazione finora
- Projetos Com Esp32 Programado Em Arduino - Parte ViiiDa EverandProjetos Com Esp32 Programado Em Arduino - Parte ViiiNessuna valutazione finora
- Programação Em Assembly Para O Microcontrolador Pic12f Volume IDa EverandProgramação Em Assembly Para O Microcontrolador Pic12f Volume IValutazione: 5 su 5 stelle5/5 (1)
- Válvula Proporcional Limitadora de PressãoDocumento10 pagineVálvula Proporcional Limitadora de PressãoEduardo AugustoNessuna valutazione finora
- Válvula Redutora de Pressão PilotadaDocumento5 pagineVálvula Redutora de Pressão PilotadaEduardo Augusto100% (1)
- Válvula Limitadora de Pressão ProporcionalDocumento12 pagineVálvula Limitadora de Pressão ProporcionalEduardo AugustoNessuna valutazione finora
- Válvula Limitadora de Pressão Proporcional DBEDocumento10 pagineVálvula Limitadora de Pressão Proporcional DBEEduardo Augusto100% (2)
- Válvula Estranguladora de VazãoDocumento2 pagineVálvula Estranguladora de VazãoEduardo Augusto100% (1)
- Válvula EstranguladoraDocumento4 pagineVálvula EstranguladoraEduardo AugustoNessuna valutazione finora
- Válvula Direcional Tipo WE6..Documento8 pagineVálvula Direcional Tipo WE6..Eduardo AugustoNessuna valutazione finora
- RP 50030Documento2 pagineRP 50030Eduardo AugustoNessuna valutazione finora
- RP25818 DDocumento4 pagineRP25818 DEduardo AugustoNessuna valutazione finora
- Válvula Direcional ProporcionalDocumento20 pagineVálvula Direcional ProporcionalEduardo AugustoNessuna valutazione finora
- Valvula de FrenagemDocumento10 pagineValvula de FrenagemEduardo AugustoNessuna valutazione finora
- Válvula Direcional Proporcional Com RegulagemDocumento20 pagineVálvula Direcional Proporcional Com RegulagemEduardo AugustoNessuna valutazione finora
- RP 26572Documento5 pagineRP 26572Eduardo AugustoNessuna valutazione finora
- RP 29055Documento20 pagineRP 29055Eduardo AugustoNessuna valutazione finora
- RP 26076Documento4 pagineRP 26076Eduardo AugustoNessuna valutazione finora
- RP 25802Documento10 pagineRP 25802Eduardo AugustoNessuna valutazione finora
- RP 24751Documento21 pagineRP 24751Eduardo AugustoNessuna valutazione finora
- Simulação Multisim MCEII Exp01Documento7 pagineSimulação Multisim MCEII Exp01Canal LevinNessuna valutazione finora
- WEG Cfw11 Plc11 01 Modulo PLC 0899.5828 Guia Instalacion EspanolDocumento28 pagineWEG Cfw11 Plc11 01 Modulo PLC 0899.5828 Guia Instalacion EspanolKamikase VilãoNessuna valutazione finora
- NP 12.307.02 Redes RuraisDocumento128 pagineNP 12.307.02 Redes RuraisAndre RicardoNessuna valutazione finora
- Wattimetro IK3OIL Rascunho FinalDocumento13 pagineWattimetro IK3OIL Rascunho FinalCospefogoNessuna valutazione finora
- Fisica Ensino MédioDocumento12 pagineFisica Ensino Médiolucas leal100% (1)
- Cooktop Volcano Pct55Vc: Aquecimento EletrônicoDocumento2 pagineCooktop Volcano Pct55Vc: Aquecimento EletrônicoCarlos CoelhoNessuna valutazione finora
- Pec 11Documento46 paginePec 11deborahtopoNessuna valutazione finora
- 14N214KDocumento1 pagina14N214KEmmanuel HerreraNessuna valutazione finora
- Dicas Reparo Fonte LC4245 - 46Documento10 pagineDicas Reparo Fonte LC4245 - 46Nilson Lima100% (3)
- Wellington de Paiva Bertoleti 2023 2Documento53 pagineWellington de Paiva Bertoleti 2023 2wellington bertoletiNessuna valutazione finora
- Chek-Ute FloresDocumento5 pagineChek-Ute FloresRasb BeckmaNessuna valutazione finora
- Catalogo Linha DpsDocumento3 pagineCatalogo Linha DpsPedro Lucas Sossai Reganini de CarvalhoNessuna valutazione finora
- 2 - Resistividade e ResistoresDocumento7 pagine2 - Resistividade e ResistoresEvanildo JrNessuna valutazione finora
- Guia Do Estudante RF - 7800V-HHDocumento110 pagineGuia Do Estudante RF - 7800V-HHJean CarlosNessuna valutazione finora
- 8.2 - Questionário Eletricidade 1Documento11 pagine8.2 - Questionário Eletricidade 1SoulFalcon0% (1)
- MFC sb2Documento12 pagineMFC sb2EduardoNessuna valutazione finora
- PAG 194 A 230Documento37 paginePAG 194 A 230Matheus NunesNessuna valutazione finora
- AB IYO ED 09 179 01.protecc. Catódica Interior RecipDocumento35 pagineAB IYO ED 09 179 01.protecc. Catódica Interior RecipLeonardoNessuna valutazione finora
- Relatorio SEADocumento2 pagineRelatorio SEAWellington PereiraNessuna valutazione finora
- Midea Liva Inverter Fit 20160129 - ViewDocumento40 pagineMidea Liva Inverter Fit 20160129 - ViewLuis Gustavo BarrosoNessuna valutazione finora
- Módulo 2 - Minutos de RevisãoDocumento10 pagineMódulo 2 - Minutos de RevisãoPaulo Bispo0% (1)
- Atividade 02Documento3 pagineAtividade 02Rafael Muniz Do AmaralNessuna valutazione finora
- Analise Plano de Ensino Instalacoes Eletricas PrediaisDocumento5 pagineAnalise Plano de Ensino Instalacoes Eletricas PrediaisCleiton ResendeNessuna valutazione finora
- Pinagem Módulo Da KombiDocumento2 paginePinagem Módulo Da KombiLuiz Carlos BocalonNessuna valutazione finora
- Materialdeapoioextensivo Fisica Exercicios EletrostáticaDocumento2 pagineMaterialdeapoioextensivo Fisica Exercicios EletrostáticaXablauNessuna valutazione finora
- Bus-Way Siemens UsadoDocumento48 pagineBus-Way Siemens UsadoFernanda GioiaNessuna valutazione finora
- TelergiaDocumento3 pagineTelergiafadeldj100% (1)
- Lobsang Rampa-Curso de Metafísica - Você e A EternidadeDocumento102 pagineLobsang Rampa-Curso de Metafísica - Você e A Eternidadepcmtpcmt100% (1)
- Dokumen - Tips - 3 Band Bass Preamp GueroDocumento3 pagineDokumen - Tips - 3 Band Bass Preamp GueroTiarles MadeiraNessuna valutazione finora
- Comando Elétricos Módulo 1 para ArDocumento22 pagineComando Elétricos Módulo 1 para ArNilton OliveiraNessuna valutazione finora