Potrebbero piacerti anche
- A Model For The Graphite Formation in Ductile Cast Iron Part I Inoculation MechanismsDocumento25 pagineA Model For The Graphite Formation in Ductile Cast Iron Part I Inoculation MechanismsAdams GodoyNessuna valutazione finora
- Macro Examination StandardDocumento4 pagineMacro Examination StandardMohd Akmal ShafieNessuna valutazione finora
- Lecture 04-CCT and TemperingDocumento17 pagineLecture 04-CCT and TemperingRudy Dwi PrasetyoNessuna valutazione finora
- LOG-001-T-01 WORKSHOP 2021-04-14 MANUAL REQUISITION HYD21WR 0232 - 0234Documento381 pagineLOG-001-T-01 WORKSHOP 2021-04-14 MANUAL REQUISITION HYD21WR 0232 - 0234Ernest Ngosa SawasawaNessuna valutazione finora
- 3 PDFDocumento199 pagine3 PDFsanku surya sai charanNessuna valutazione finora
- Corrosion-Resisting Chromium Steel-Clad Plate, Sheet, and StripDocumento8 pagineCorrosion-Resisting Chromium Steel-Clad Plate, Sheet, and StripSofiaJabadanEspulgarNessuna valutazione finora
- Wps Butt AWSDocumento4 pagineWps Butt AWSMohd Ashraf75% (4)
- Steel: by A S M Fahad Hossain Assistant Professor Department of Civil Engineering, AUSTDocumento23 pagineSteel: by A S M Fahad Hossain Assistant Professor Department of Civil Engineering, AUSTMahadi HasanNessuna valutazione finora
- MCM AllDocumento7 pagineMCM AllPalanisamy RajaNessuna valutazione finora
- Scrap Metal Sources:: Using Scrap Aluminum For Sand CastingsDocumento2 pagineScrap Metal Sources:: Using Scrap Aluminum For Sand CastingsAnonymous mKdAfWifNessuna valutazione finora
- Zircon Sand: Milling MatterDocumento2 pagineZircon Sand: Milling MatterLe Hoang LongNessuna valutazione finora
- CNC MCT Job Sheet (Sentrol, Fanuc Basic1) 65pDocumento57 pagineCNC MCT Job Sheet (Sentrol, Fanuc Basic1) 65pmarciano1980100% (1)
- Project Report On ZIRCONIUM SILICATE POWDERDocumento7 pagineProject Report On ZIRCONIUM SILICATE POWDEREIRI Board of Consultants and PublishersNessuna valutazione finora
- 6 Type Induction FurnaceDocumento6 pagine6 Type Induction Furnacehodeegits9526Nessuna valutazione finora
- Fluxes For Electroslag Refining: Dr. Satadal GhoraiDocumento21 pagineFluxes For Electroslag Refining: Dr. Satadal GhoraiGarry's GamingNessuna valutazione finora
- Lab Report TemplateDocumento4 pagineLab Report Templateapi-462603552Nessuna valutazione finora
- Ecomak - 2019 DeSOx PresentationDocumento37 pagineEcomak - 2019 DeSOx PresentationHsein WangNessuna valutazione finora
- Application Manual Flanges ColdDocumento7 pagineApplication Manual Flanges Coldmalcolm_gregory1048Nessuna valutazione finora
- Welding DefectsDocumento13 pagineWelding DefectsVinay Kumar SharmaNessuna valutazione finora
- PRODUCTION OF STEEL-Lecture 2Documento68 paginePRODUCTION OF STEEL-Lecture 2Nyanda MalashiNessuna valutazione finora
- Design, Manufacturing and Testing of Induction Furnace: Submitted byDocumento65 pagineDesign, Manufacturing and Testing of Induction Furnace: Submitted byGuru ChaudhariNessuna valutazione finora
- Cupola FurnaceDocumento23 pagineCupola Furnacesayan halderNessuna valutazione finora
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelDa EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNessuna valutazione finora
- CCM TrainingDocumento14 pagineCCM TrainingAshutosh SinghNessuna valutazione finora
- CupolaDocumento5 pagineCupolaRajan Goyal100% (2)
- The TEMPCORE ProcessDocumento15 pagineThe TEMPCORE ProcessShanna Lee100% (1)
- Melting of Metals: Cupola FurnaceDocumento13 pagineMelting of Metals: Cupola FurnaceRahul RaiNessuna valutazione finora
- Present Indian Steel Making Practice and Its Scenario: Introduction: WHAT IS STEEL?Documento10 paginePresent Indian Steel Making Practice and Its Scenario: Introduction: WHAT IS STEEL?SarbajitManna100% (1)
- Gray Cast Iron Metallurgy and InoculationDocumento21 pagineGray Cast Iron Metallurgy and InoculationArjyajyoti Goswami100% (1)
- Energy and Exergy of Electric Arc Furnace PDFDocumento26 pagineEnergy and Exergy of Electric Arc Furnace PDFChristopher LloydNessuna valutazione finora
- Vacuum Distillation in Petroleum RefiningDocumento3 pagineVacuum Distillation in Petroleum RefiningUsama Malik100% (1)
- Casting ProcessesDocumento42 pagineCasting ProcessesVijay PawarNessuna valutazione finora
- Electric Arc Furnace Injection System For OxygenDocumento7 pagineElectric Arc Furnace Injection System For OxygenIcilma LiraNessuna valutazione finora
- Steel Processing in Energy Optimizing Furnace: 4.1 Preparation of EofDocumento8 pagineSteel Processing in Energy Optimizing Furnace: 4.1 Preparation of EofRitesh KumarNessuna valutazione finora
- The Conventional Lathe Evolution: New Generation SCDocumento18 pagineThe Conventional Lathe Evolution: New Generation SCIbrahim AzhariNessuna valutazione finora
- Mt-Ii MCQ QBDocumento13 pagineMt-Ii MCQ QBNeopoleanNessuna valutazione finora
- Cast Iron InoculationDocumento12 pagineCast Iron InoculationCaio Fazzioli TavaresNessuna valutazione finora
- AEC Bell Type FurnacesDocumento2 pagineAEC Bell Type Furnacesaecsuresh35100% (1)
- Rigaku Operating ProcedureDocumento8 pagineRigaku Operating ProcedureGreen0789Nessuna valutazione finora
- Strollberg LEO WorkshopDocumento54 pagineStrollberg LEO WorkshopBinod Kumar PadhiNessuna valutazione finora
- Development of New Model of Mold Oscillator in Continuous CastingDocumento5 pagineDevelopment of New Model of Mold Oscillator in Continuous CastingM M HossainNessuna valutazione finora
- Binders ComparisionDocumento8 pagineBinders Comparisionavutu_kunduruNessuna valutazione finora
- Chapter 6 Phase DiagramsDocumento73 pagineChapter 6 Phase DiagramsSaiful AzrieNessuna valutazione finora
- Casting PresentationDocumento14 pagineCasting PresentationSudeepNessuna valutazione finora
- Production of IronDocumento15 pagineProduction of IronMassy KappsNessuna valutazione finora
- Electric and Automation - Ladle Management A-323eDocumento4 pagineElectric and Automation - Ladle Management A-323eSantosh UpadhyayNessuna valutazione finora
- Effect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIDocumento6 pagineEffect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIgiokniessNessuna valutazione finora
- Clogging in Continuos Casting NozzleDocumento21 pagineClogging in Continuos Casting Nozzlemiltone87Nessuna valutazione finora
- Rr411802 Steel MakingDocumento4 pagineRr411802 Steel MakingSrinivasa Rao GNessuna valutazione finora
- Unit 4 v3 PDFDocumento12 pagineUnit 4 v3 PDFCh RajuNessuna valutazione finora
- Progress of Special Steel-Making Process in Japan: Yoshio IshiharaDocumento15 pagineProgress of Special Steel-Making Process in Japan: Yoshio IshiharaChandra Shekar EmaniNessuna valutazione finora
- Solidification of MetalsDocumento13 pagineSolidification of MetalsDalitso Tembo100% (1)
- Embr 1 PDFDocumento32 pagineEmbr 1 PDFKamod RanjanNessuna valutazione finora
- Elephant Foot Errosion IfDocumento4 pagineElephant Foot Errosion Ifjagatish100% (3)
- Casting Technology 04Documento11 pagineCasting Technology 04Sreekumar RajendrababuNessuna valutazione finora
- Vaibhav Furnaces: Some Snap ShotsDocumento6 pagineVaibhav Furnaces: Some Snap ShotsVaibhav FurnacesNessuna valutazione finora
- Energy Conservation in Cupola FurnaceDocumento32 pagineEnergy Conservation in Cupola Furnacenayan patel100% (1)
- Reverberatory FurnaceDocumento8 pagineReverberatory FurnaceAnonymous iAWZ0Z100% (1)
- BF SlagDocumento9 pagineBF SlagSuresh BabuNessuna valutazione finora
- Steel CoilDocumento20 pagineSteel CoilParimala SubramaniamNessuna valutazione finora
- Oxidation of Iron, Silicon and Manganese: Today's TopicsDocumento11 pagineOxidation of Iron, Silicon and Manganese: Today's TopicsMir RafsanNessuna valutazione finora
- Continuous Casting Solutions: We Can Make ItDocumento2 pagineContinuous Casting Solutions: We Can Make ItAlexi Junior0% (1)
- An Investigation On The Roll Force and Torque Fluctuations During Hot Strip Rolling ProcessDocumento16 pagineAn Investigation On The Roll Force and Torque Fluctuations During Hot Strip Rolling ProcessedpsousaNessuna valutazione finora
- 7B-4 Charging HM in EAF's - Reducing Cost PDFDocumento16 pagine7B-4 Charging HM in EAF's - Reducing Cost PDFChristiani Hera TangkealloNessuna valutazione finora
- RollingDocumento3 pagineRollingAhmad AnwarNessuna valutazione finora
- Slag ItroductionDocumento45 pagineSlag ItroductionkidcatNessuna valutazione finora
- AmiimDocumento9 pagineAmiimRanjan SahooNessuna valutazione finora
- Continuous casting The Ultimate Step-By-Step GuideDa EverandContinuous casting The Ultimate Step-By-Step GuideNessuna valutazione finora
- The Iron Puddler My life in the rolling mills and what came of itDa EverandThe Iron Puddler My life in the rolling mills and what came of itNessuna valutazione finora
- 31 6 3 ScienceDocumento32 pagine31 6 3 ScienceTapas BanerjeeNessuna valutazione finora
- 31 6 2 ScienceDocumento32 pagine31 6 2 ScienceTapas BanerjeeNessuna valutazione finora
- Mole Concept SheetDocumento36 pagineMole Concept SheetTapas BanerjeeNessuna valutazione finora
- Cbjescpu 29Documento12 pagineCbjescpu 29Tapas BanerjeeNessuna valutazione finora
- 31 4 3 ScienceDocumento24 pagine31 4 3 ScienceTapas BanerjeeNessuna valutazione finora
- Cbjescpu 12Documento10 pagineCbjescpu 12Tapas BanerjeeNessuna valutazione finora
- Cbjescpu 17Documento11 pagineCbjescpu 17Tapas BanerjeeNessuna valutazione finora
- Cbjescpu 24Documento10 pagineCbjescpu 24Tapas BanerjeeNessuna valutazione finora
- Cbjescpu 04Documento10 pagineCbjescpu 04Tapas BanerjeeNessuna valutazione finora
- Cbjescpu 25Documento11 pagineCbjescpu 25Tapas BanerjeeNessuna valutazione finora
- Cbjescpu 05Documento11 pagineCbjescpu 05Tapas BanerjeeNessuna valutazione finora
- Cbjescpu 11Documento12 pagineCbjescpu 11Tapas BanerjeeNessuna valutazione finora
- Cbjescpu 26Documento12 pagineCbjescpu 26Tapas BanerjeeNessuna valutazione finora
- Cbjescpu 30Documento10 pagineCbjescpu 30Tapas BanerjeeNessuna valutazione finora
- Cbjescpu 18Documento10 pagineCbjescpu 18Tapas BanerjeeNessuna valutazione finora
- Cbjescpu 21Documento10 pagineCbjescpu 21Tapas BanerjeeNessuna valutazione finora
- Cbjescpu 23Documento10 pagineCbjescpu 23Tapas BanerjeeNessuna valutazione finora
- Cbjescpu 16Documento13 pagineCbjescpu 16Tapas BanerjeeNessuna valutazione finora
- Cbjescpu 22Documento9 pagineCbjescpu 22Tapas BanerjeeNessuna valutazione finora
- Cbjescpu 13Documento12 pagineCbjescpu 13Tapas BanerjeeNessuna valutazione finora
- Cbjescpu 19Documento10 pagineCbjescpu 19Tapas BanerjeeNessuna valutazione finora
- Cbjescpu 09Documento9 pagineCbjescpu 09Tapas BanerjeeNessuna valutazione finora
- Cbjescpu 28Documento9 pagineCbjescpu 28Tapas BanerjeeNessuna valutazione finora
- The History of Investment Foundry ProcessDocumento11 pagineThe History of Investment Foundry ProcessVrinda NilotpalNessuna valutazione finora
- Simple DistillationDocumento3 pagineSimple DistillationKuia Allarde100% (1)
- Conservation Vent (Pressure & Vacuum)Documento8 pagineConservation Vent (Pressure & Vacuum)Bureau VeritasNessuna valutazione finora
- AE 214 - Midterm - Laboratory Module No. 01Documento39 pagineAE 214 - Midterm - Laboratory Module No. 01kira arashiNessuna valutazione finora
- Durablanket SDocumento2 pagineDurablanket SMazhar choudharyNessuna valutazione finora
- Surface Chemistry and ElectroplatingDocumento33 pagineSurface Chemistry and ElectroplatingAhmed ImranNessuna valutazione finora
- Btlgtco Questions & Answers - Clyde DmelloDocumento15 pagineBtlgtco Questions & Answers - Clyde DmelloKennen LasradoNessuna valutazione finora
- Manufacturing Processes (2), Ie-352 Ahmed M El-Sherbeeny, PHD Spring 2018Documento37 pagineManufacturing Processes (2), Ie-352 Ahmed M El-Sherbeeny, PHD Spring 2018Sid SharmaNessuna valutazione finora
- PT - 1 UNIT - IV Cutting FluidsDocumento9 paginePT - 1 UNIT - IV Cutting FluidsSHANKAR LAKSHMINessuna valutazione finora
- Manual of CNC Engraving Machine: I. Safety WarningDocumento14 pagineManual of CNC Engraving Machine: I. Safety Warningcaeiro60Nessuna valutazione finora
- 2287DCh1 PDFDocumento126 pagine2287DCh1 PDFdiegomilitojNessuna valutazione finora
- Table Loctite Vs Loxeal 0215Documento4 pagineTable Loctite Vs Loxeal 0215ankesh_ghoghariNessuna valutazione finora
- Applications of Additive Manufacturing in The Marine IndustryDocumento6 pagineApplications of Additive Manufacturing in The Marine IndustryJeeva RathnamNessuna valutazione finora
- Steel Fastener Symbols - Arch463r3p2sfDocumento1 paginaSteel Fastener Symbols - Arch463r3p2sfChito SarileNessuna valutazione finora
- Formation and Characteristics of Zinc Phosphate CoDocumento9 pagineFormation and Characteristics of Zinc Phosphate ComirosekNessuna valutazione finora
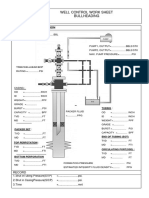
- Worksheet BullheadDocumento3 pagineWorksheet BullheadHary WijayaNessuna valutazione finora
- Alform 500MDocumento5 pagineAlform 500MBui Chi TamNessuna valutazione finora
- Transformer Manufactuing Process Flow-ChartDocumento1 paginaTransformer Manufactuing Process Flow-ChartMohammed ShoaibNessuna valutazione finora
- Corus Clad PipeDocumento7 pagineCorus Clad PipeDBasak_1974Nessuna valutazione finora
- F150bet - Fl150bet - 4 TiemposDocumento88 pagineF150bet - Fl150bet - 4 TiemposrobalinoreneNessuna valutazione finora