Potrebbero piacerti anche
- Laser Trackers For Large Scale Dimensional Metrology: A ReviewDocumento30 pagineLaser Trackers For Large Scale Dimensional Metrology: A ReviewNguyễn Thanh SơnNessuna valutazione finora
- Proper Dryer AlignmentDocumento33 pagineProper Dryer AlignmentNguyễn Thanh SơnNessuna valutazione finora
- I Started Making This Booklet On - .: My Book of MeDocumento24 pagineI Started Making This Booklet On - .: My Book of MeNguyễn Thanh SơnNessuna valutazione finora
- Tilting-Pad Journal BearingsDocumento2 pagineTilting-Pad Journal BearingsNguyễn Thanh SơnNessuna valutazione finora
- Basic Hydraulic Systems and ComponentsDocumento67 pagineBasic Hydraulic Systems and Componentsnareshkumaran100% (8)
- Tilting Pad Journal Bearing DesignDocumento18 pagineTilting Pad Journal Bearing DesignNguyễn Thanh SơnNessuna valutazione finora
- Guidelines For Welding Cast IronDocumento3 pagineGuidelines For Welding Cast IronNguyễn Thanh SơnNessuna valutazione finora
- Lubrication For Journal BearingDocumento25 pagineLubrication For Journal BearingNguyễn Thanh SơnNessuna valutazione finora
- Tieåu Luaän Moân Hoïc "Heä Thoáng Ño Löôøng Töï Ñoäng": Baøi LaømDocumento12 pagineTieåu Luaän Moân Hoïc "Heä Thoáng Ño Löôøng Töï Ñoäng": Baøi LaømNguyễn Thanh SơnNessuna valutazione finora
- Failure Modes, Effects and Criticality Analysis (FMECA)Documento75 pagineFailure Modes, Effects and Criticality Analysis (FMECA)Nguyễn Thanh SơnNessuna valutazione finora
- Sulzer Vertical Pump TroubleshootingDocumento20 pagineSulzer Vertical Pump TroubleshootingNguyễn Thanh SơnNessuna valutazione finora
- Nasa RCM GuideDocumento472 pagineNasa RCM GuideNguyễn Thanh SơnNessuna valutazione finora
- Introduction To BalancingDocumento16 pagineIntroduction To BalancingNguyễn Thanh SơnNessuna valutazione finora
- Maintenance and Troubleshooting of Electric MotorsDocumento27 pagineMaintenance and Troubleshooting of Electric MotorsNguyễn Thanh Sơn100% (1)
- Sing Ship Maintenance Rev3 - 20090511Documento28 pagineSing Ship Maintenance Rev3 - 20090511Nguyễn Thanh SơnNessuna valutazione finora
- RCM Cua NasaDocumento301 pagineRCM Cua NasaNguyễn Thanh SơnNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Material Safety Data Sheet: Welding Alloys USA IncDocumento4 pagineMaterial Safety Data Sheet: Welding Alloys USA IncShenny AldanaNessuna valutazione finora
- Design Concrete SleepersDocumento16 pagineDesign Concrete SleepersOky Andytya Pratama100% (1)
- Raichu R 2000Documento7 pagineRaichu R 2000Shawn StevensNessuna valutazione finora
- EE Lab Viva QuestionsDocumento3 pagineEE Lab Viva QuestionsRamaswamy Koodalloor Parasuraman67% (3)
- DSE501 Data Sheet PDFDocumento2 pagineDSE501 Data Sheet PDFChristopher100% (3)
- Materials For High Temperature High Pressure Applications andDocumento28 pagineMaterials For High Temperature High Pressure Applications andDrVRKNessuna valutazione finora
- Experiment 1Documento4 pagineExperiment 1Kathrine E. BautistaNessuna valutazione finora
- Boge Up To 300kw - PDFDocumento12 pagineBoge Up To 300kw - PDFparsmessengerNessuna valutazione finora
- ANSWER MPSM Johor Kimia Kertas 3 Set 2 2018 PDFDocumento8 pagineANSWER MPSM Johor Kimia Kertas 3 Set 2 2018 PDFSiti Hajar Abd HamidNessuna valutazione finora
- Comparitive of Waterproofing WorkDocumento12 pagineComparitive of Waterproofing WorkReshik KannanNessuna valutazione finora
- Code 1 WPS Rev 0 PDFDocumento18 pagineCode 1 WPS Rev 0 PDFEarl HarbertNessuna valutazione finora
- Piping ArticlesDocumento187 paginePiping Articlesdhanu1308Nessuna valutazione finora
- Edwards Vacuum Pump EDP Dry Pump Instruction ManualDocumento84 pagineEdwards Vacuum Pump EDP Dry Pump Instruction ManualSuprapto ToNessuna valutazione finora
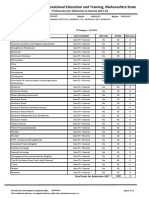
- DVET Amravati Govt ITIDocumento32 pagineDVET Amravati Govt ITIVaibhav KaleNessuna valutazione finora
- Bondek User GuideDocumento0 pagineBondek User GuidemarioxguzmanNessuna valutazione finora
- CBC COVID19 Product List 3 - 20 - 2020 PDFDocumento10 pagineCBC COVID19 Product List 3 - 20 - 2020 PDFCandra SuryaNessuna valutazione finora
- New Company ProfileDocumento14 pagineNew Company Profileanamika tripathiNessuna valutazione finora
- Cryoseal: Liquid Nitrogen Containers (Dewars) : Also Available 340/550 Liters Bulk Storage ContainersDocumento2 pagineCryoseal: Liquid Nitrogen Containers (Dewars) : Also Available 340/550 Liters Bulk Storage ContainersDr. Awanish MishraNessuna valutazione finora
- Sustainablesupplierselection Paper PublishedDocumento9 pagineSustainablesupplierselection Paper PublishedShivasanggari RamasamyNessuna valutazione finora
- Extraction of Metals: - The Chemistry BehindDocumento25 pagineExtraction of Metals: - The Chemistry BehindSujit Singh100% (1)
- Brass - WikipediaDocumento18 pagineBrass - WikipediaTahafanMaggedonNessuna valutazione finora
- Separator Design Basics.Documento58 pagineSeparator Design Basics.Shijumon KpNessuna valutazione finora
- WeldingDocumento27 pagineWeldingankit4565Nessuna valutazione finora
- Pour CardDocumento2 paginePour Cardsuchendra singhNessuna valutazione finora
- Dimethyl Ether SDS E4589Documento7 pagineDimethyl Ether SDS E4589Daniil GhilescuNessuna valutazione finora
- HD465.605-7 Field AssemblyDocumento72 pagineHD465.605-7 Field Assemblysoelist teoNessuna valutazione finora
- Argus General Brochure V8Documento20 pagineArgus General Brochure V8danieldayettddNessuna valutazione finora
- Afternoon Quiz Set 4Documento66 pagineAfternoon Quiz Set 4pchakkrapani100% (1)
- DDC SVC Man 0189Documento180 pagineDDC SVC Man 0189gicuNessuna valutazione finora
- Semi-Detailed Lesson Plan in Tle8 (Productivity, Humility) January 26, 2017Documento3 pagineSemi-Detailed Lesson Plan in Tle8 (Productivity, Humility) January 26, 2017gaea louNessuna valutazione finora