Potrebbero piacerti anche
- Molding Your Own Carbon Fiber ComponentsDocumento15 pagineMolding Your Own Carbon Fiber ComponentsandresboliviaNessuna valutazione finora
- Using Silicone Rubber For MoldDocumento2 pagineUsing Silicone Rubber For MoldSUNIL POULNessuna valutazione finora
- Making A Fiberglass Mold The PlugDocumento3 pagineMaking A Fiberglass Mold The PlugrfffffNessuna valutazione finora
- Fabrication of Model: General Rules For Pouring, Trimming and Handling CastsDocumento47 pagineFabrication of Model: General Rules For Pouring, Trimming and Handling CastsRachel BenitezNessuna valutazione finora
- Latex Compounds: Dunlop Latices For Dipping & MouldingDocumento8 pagineLatex Compounds: Dunlop Latices For Dipping & MouldingThushara RavindraNessuna valutazione finora
- SRC CatalogDocumento5 pagineSRC Cataloggotem10Nessuna valutazione finora
- Molding & CastingDocumento8 pagineMolding & CastingxangolekonNessuna valutazione finora
- Complete Dentures NotesDocumento6 pagineComplete Dentures NotesFast JustNessuna valutazione finora
- Use of Linear Collapsible Foam For Molding IchnofossilsDocumento6 pagineUse of Linear Collapsible Foam For Molding IchnofossilsArturo Palma RamírezNessuna valutazione finora
- 05 2007 PS Torso MoldDocumento2 pagine05 2007 PS Torso MoldokksekkNessuna valutazione finora
- Continuous Latex FoamDocumento7 pagineContinuous Latex Foamjsphemil100% (1)
- Fiberglass MoldDocumento7 pagineFiberglass MoldDanial Iskandar MusliNessuna valutazione finora
- Materials NeededDocumento8 pagineMaterials Neededjohn christian de leonNessuna valutazione finora
- 2-Part Plaster Mold-Making: Materials and EquipmentDocumento4 pagine2-Part Plaster Mold-Making: Materials and Equipmentweeble1000Nessuna valutazione finora
- 06 2007 PS AquaResin CastDocumento2 pagine06 2007 PS AquaResin CastokksekkNessuna valutazione finora
- Product Information: MouldingDocumento3 pagineProduct Information: MouldingFlorentin VorniceluNessuna valutazione finora
- How To Remove Popcorn Ceiling TextureDocumento3 pagineHow To Remove Popcorn Ceiling TextureRi SovannaphumiNessuna valutazione finora
- How To Make Resin MoldDocumento9 pagineHow To Make Resin MoldIntoResinNessuna valutazione finora
- A Flock PrintingDocumento34 pagineA Flock Printingaqsa imranNessuna valutazione finora
- Eraser MakingDocumento3 pagineEraser Makingrkkrakenn515Nessuna valutazione finora
- Manufacturing ProcessDocumento7 pagineManufacturing ProcessJay BhavsarNessuna valutazione finora
- Idei Proiecte Casa 1. Masa Sufragerie: 2. Mini-Sera: 3. Bazin: 4. Mini-Sere: 5. CarareDocumento11 pagineIdei Proiecte Casa 1. Masa Sufragerie: 2. Mini-Sera: 3. Bazin: 4. Mini-Sere: 5. CarareshafiuthaNessuna valutazione finora
- Making A Fiberglass MoldDocumento2 pagineMaking A Fiberglass MoldmostlimbNessuna valutazione finora
- Tiles ProcessDocumento7 pagineTiles Processinkera - HRNessuna valutazione finora
- Batik DocumentDocumento28 pagineBatik DocumentAnkita SinhaNessuna valutazione finora
- Ceramic TileDocumento9 pagineCeramic TileNazanin SabetNessuna valutazione finora
- Castaldo Mold Making GuideDocumento8 pagineCastaldo Mold Making Guidebabis KakoulidisNessuna valutazione finora
- How To Make A Fiberglass Subwoofer BoxDocumento24 pagineHow To Make A Fiberglass Subwoofer BoxrbhavishNessuna valutazione finora
- Making A Fiberglass Mold: It's Easy!Documento4 pagineMaking A Fiberglass Mold: It's Easy!Roxana Hincu100% (1)
- Natural RubberDocumento7 pagineNatural RubberFrancis AdrianNessuna valutazione finora
- Carbon Fibre Skinning Starter KitDocumento8 pagineCarbon Fibre Skinning Starter KitcraigbonnymanNessuna valutazione finora
- Creative Resin: Easy techniques for contemporary resin artDa EverandCreative Resin: Easy techniques for contemporary resin artNessuna valutazione finora
- Mould Making Kit (For Use With Carbon Fibre)Documento7 pagineMould Making Kit (For Use With Carbon Fibre)eyewired2000100% (1)
- Paper Process Making Pulp: DandyDocumento4 paginePaper Process Making Pulp: DandyMariyah Bantayan NaslanganNessuna valutazione finora
- Processing The DentureDocumento8 pagineProcessing The DentureMody ShaheenNessuna valutazione finora
- Setting of Plaster of ParisDocumento3 pagineSetting of Plaster of Parisranjit sahaNessuna valutazione finora
- Discharge PrintingDocumento3 pagineDischarge PrintingMona AliNessuna valutazione finora
- 6000+ Woodworking Projects PagesDocumento1.079 pagine6000+ Woodworking Projects Pagesmnboks100% (6)
- Natural Rubber Is A Coherent Elastic 9 Id Obtained From A Milky Liquid Known As LatexDocumento4 pagineNatural Rubber Is A Coherent Elastic 9 Id Obtained From A Milky Liquid Known As Latexmuhammad jamshed100% (1)
- QN CloudChamberV1 4Documento6 pagineQN CloudChamberV1 4Choochart ThongnarkNessuna valutazione finora
- Anisha PrintingDocumento28 pagineAnisha PrintingAnkita SinhaNessuna valutazione finora
- Plaster and White Glue: Prepared By: Dacir Belen Hate Arroyo David Ofenda SalomonDocumento39 paginePlaster and White Glue: Prepared By: Dacir Belen Hate Arroyo David Ofenda SalomonPaul Oliver Yap Bucu100% (2)
- Fibreglass Hand Lay-Up: Mid Glassfibre Supplies LTDDocumento3 pagineFibreglass Hand Lay-Up: Mid Glassfibre Supplies LTDNoel AlvarezNessuna valutazione finora
- Types of Composite ManufacturingDocumento42 pagineTypes of Composite Manufacturingu2b11517100% (2)
- Glass-Resin Ratio (HLU)Documento3 pagineGlass-Resin Ratio (HLU)Kamlesh DalavadiNessuna valutazione finora
- Chapter-5: 5.1 Fabrication Techniques of Composite MaterialsDocumento6 pagineChapter-5: 5.1 Fabrication Techniques of Composite MaterialsSasiKumar PetchiappanNessuna valutazione finora
- Fabric Basic PaintingsDocumento15 pagineFabric Basic PaintingsAimee Amalia100% (1)
- Stop Motion Puppet Construction 1st Edition: The Mummy (C) Mauricio Paragua All Rights ReservedDocumento8 pagineStop Motion Puppet Construction 1st Edition: The Mummy (C) Mauricio Paragua All Rights ReservedJorge Luiz KimieckNessuna valutazione finora
- Sticky MatDocumento6 pagineSticky MatspicychilliNessuna valutazione finora
- How To Make A DIY Face ShieldDocumento7 pagineHow To Make A DIY Face ShieldCarole HzenNessuna valutazione finora
- Casting Resin InstructionsDocumento3 pagineCasting Resin InstructionsElie Ab100% (1)
- L and L Chapter 6 - Techniques (Finishes) PP 136-141Documento21 pagineL and L Chapter 6 - Techniques (Finishes) PP 136-141danielNessuna valutazione finora
- Chapter 6 Pulp MouldingsDocumento32 pagineChapter 6 Pulp Mouldingsshri kanetkarNessuna valutazione finora
- Glass Fibre Material: Fiberglass Hand Lay-Up OperationDocumento2 pagineGlass Fibre Material: Fiberglass Hand Lay-Up OperationAbhijeet SableNessuna valutazione finora
- FireWire Repair Manual EpoxyDocumento14 pagineFireWire Repair Manual EpoxyJoséMelendezNessuna valutazione finora
- Printing On TextilesDocumento23 paginePrinting On TextilesMukul Kishore PandeNessuna valutazione finora
- Intermaxillary Relations RecordsDocumento17 pagineIntermaxillary Relations RecordsMega ShyamNessuna valutazione finora
- Basic Mosaics: All the Skills and Tools You Need to Get StartedDa EverandBasic Mosaics: All the Skills and Tools You Need to Get StartedValutazione: 2 su 5 stelle2/5 (1)
- Sablon Za CipeluDocumento1 paginaSablon Za CipeluRomi RemiNessuna valutazione finora
- Desing As A Strategy Developing EconomyDocumento67 pagineDesing As A Strategy Developing EconomywarekarNessuna valutazione finora
- Pulse Width Modulator: For 12 and 24 Volt ApplicationsDocumento5 paginePulse Width Modulator: For 12 and 24 Volt ApplicationsAbhinandan GhoseNessuna valutazione finora
- Abhishekh ChauhanDocumento3 pagineAbhishekh Chauhanshaky4uNessuna valutazione finora
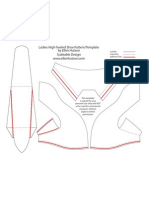
- Designing & Creating Heel Wedge PlatformDocumento2 pagineDesigning & Creating Heel Wedge Platformshaky4uNessuna valutazione finora
- The Handcrafted Shoe Book - SamplerDocumento19 pagineThe Handcrafted Shoe Book - SamplerjoseNessuna valutazione finora
- Rhino Tips N Tricks List: What UpDocumento3 pagineRhino Tips N Tricks List: What Upshaky4uNessuna valutazione finora
- Senior Product Design Position: Who We AreDocumento2 pagineSenior Product Design Position: Who We Areshaky4uNessuna valutazione finora
- Leather BagsDocumento4 pagineLeather Bagsshaky4uNessuna valutazione finora
- Goose StoryDocumento2 pagineGoose Storyshaky4uNessuna valutazione finora
- Rhinoceros Advanced Training SeriesDocumento194 pagineRhinoceros Advanced Training Seriestantra123100% (3)
- Introduction To IPRDocumento30 pagineIntroduction To IPRShachi PandeyNessuna valutazione finora
- Presentation 2Documento8 paginePresentation 2shaky4uNessuna valutazione finora
- Mold Making TechniquesDocumento15 pagineMold Making TechniquesJavier Ignacio Luna Crook100% (6)
- Bombay Suburban Trains MapDocumento1 paginaBombay Suburban Trains Mapanon-585152100% (2)
- JuteaDocumento28 pagineJuteashaky4uNessuna valutazione finora
- cadaily-RawMaterials 2Documento16 paginecadaily-RawMaterials 2shaky4u100% (1)
- Plaster MixingDocumento4 paginePlaster Mixingshaky4uNessuna valutazione finora
- Mold Making: Ceramic TechniquesDocumento17 pagineMold Making: Ceramic Techniquesshaky4uNessuna valutazione finora
- Annual Report 2012Documento116 pagineAnnual Report 2012shaky4uNessuna valutazione finora
- Audi Star Creation - 213-IIDocumento1 paginaAudi Star Creation - 213-IIshaky4uNessuna valutazione finora
- Circular 1 - Tuition Fee CircularDocumento1 paginaCircular 1 - Tuition Fee Circularshaky4uNessuna valutazione finora
- Funny QuotesDocumento1 paginaFunny Quotesshaky4uNessuna valutazione finora
- T Splines CowDocumento18 pagineT Splines Cowshaky4uNessuna valutazione finora
- Bird Friendly Building DesignDocumento58 pagineBird Friendly Building DesignEladio García DelaMorenaNessuna valutazione finora
- Investigation of Ceramic Pot FilterDocumento89 pagineInvestigation of Ceramic Pot Filtershaky4uNessuna valutazione finora
- AaDocumento17 pagineAashaky4uNessuna valutazione finora
- MardDocumento1 paginaMardshaky4uNessuna valutazione finora
- GP Documentation FormatDocumento2 pagineGP Documentation Formatshaky4uNessuna valutazione finora
- Thermal Aspects Material Considerations and Cooling Strategies in Cryogenic Machining-LibreDocumento10 pagineThermal Aspects Material Considerations and Cooling Strategies in Cryogenic Machining-LibreMocerneac BogdanNessuna valutazione finora
- Behaviour of Self Compacting Concrete Using Portland Pozzolana Cement With Different Levels of Fly Ash PDFDocumento8 pagineBehaviour of Self Compacting Concrete Using Portland Pozzolana Cement With Different Levels of Fly Ash PDFDinakar PraneethNessuna valutazione finora
- Scrap Specification 2013Documento55 pagineScrap Specification 2013juli_radNessuna valutazione finora
- Product Data Sheet: Direct Roving - Multi CompatibleDocumento2 pagineProduct Data Sheet: Direct Roving - Multi CompatibleMohammed Abdul NaseerNessuna valutazione finora
- Cement 1 #Documento20 pagineCement 1 #smmendoza11Nessuna valutazione finora
- Isco Product Catalog 4.0 2011 Complete - SmallDocumento252 pagineIsco Product Catalog 4.0 2011 Complete - SmallAlfred GaleaNessuna valutazione finora
- Hydrualic Lime Mortar Thesis PDFDocumento184 pagineHydrualic Lime Mortar Thesis PDFRameshNayakaNessuna valutazione finora
- Polymer Quenching and DSC HandoutDocumento2 paginePolymer Quenching and DSC HandoutSarbajitMannaNessuna valutazione finora
- Insulation Materials Spec Chart Updated For Winter 2016 TICDocumento2 pagineInsulation Materials Spec Chart Updated For Winter 2016 TICMustafa AmroNessuna valutazione finora
- Zero Thermal Advanced Algae Based Polymer Science PresentationDocumento13 pagineZero Thermal Advanced Algae Based Polymer Science PresentationEnrique Chang FrancoNessuna valutazione finora
- Tubes and SdfspipesDocumento19 pagineTubes and SdfspipesScumfucOutlawNessuna valutazione finora
- Tiles BS 5385Documento10 pagineTiles BS 5385Kalin83% (6)
- Couplings: The Perfect Through Wall ConnectionDocumento7 pagineCouplings: The Perfect Through Wall ConnectionOnur ÖzdemirNessuna valutazione finora
- Weber Dry 110 FX: Flexible High-Performance Cement-Based Waterproof CoatingDocumento2 pagineWeber Dry 110 FX: Flexible High-Performance Cement-Based Waterproof CoatingRamzi MusthafaNessuna valutazione finora
- Fib Symposium2016 CapeTown PROGRAMDocumento8 pagineFib Symposium2016 CapeTown PROGRAMNick BesterNessuna valutazione finora
- FLOWTITE GRP Pipe Systems - For Bridge - and Tunnel Drainage - enDocumento24 pagineFLOWTITE GRP Pipe Systems - For Bridge - and Tunnel Drainage - enraji357Nessuna valutazione finora
- Itemwise Detailed Technical SpecificationDocumento3 pagineItemwise Detailed Technical Specificationanku4frenzNessuna valutazione finora
- CalenderingDocumento42 pagineCalenderingSwapniel Patil80% (5)
- Viega G3 INT K 2013Documento26 pagineViega G3 INT K 2013ricochetoNessuna valutazione finora
- Hot Mix Recycling of Asphalt Pavements It's Long Overdue in India!Documento5 pagineHot Mix Recycling of Asphalt Pavements It's Long Overdue in India!Vizag RoadsNessuna valutazione finora
- Morgan CrucibleDocumento6 pagineMorgan CrucibleSniderNessuna valutazione finora
- Is 01Documento4 pagineIs 01Hany HanfyNessuna valutazione finora
- Technical Advisory Slab PAVEMENTDocumento6 pagineTechnical Advisory Slab PAVEMENTNoli PaladNessuna valutazione finora
- PatinasDocumento13 paginePatinasAnabella Sagan100% (2)
- Antai Solar CatalogDocumento20 pagineAntai Solar CatalogSamrerng KriengprathanaNessuna valutazione finora
- Premium Quality Synthetic Rotary Vacuum Pump Oil: SV-77Documento9 paginePremium Quality Synthetic Rotary Vacuum Pump Oil: SV-77supervacoilsNessuna valutazione finora
- (B) Rusting As A Redox ReactionDocumento20 pagine(B) Rusting As A Redox ReactionCheq ChentaNessuna valutazione finora
- GypsumDocumento12 pagineGypsumHarcharan Singh MarwahNessuna valutazione finora
- STC Rating Chart PDFDocumento1 paginaSTC Rating Chart PDFtroyel99Nessuna valutazione finora
- FRP Tank Specifications PDFDocumento5 pagineFRP Tank Specifications PDFRagh100% (1)