Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- United States Patent for Conductive Polymer CompositionsDocumento9 pagineUnited States Patent for Conductive Polymer CompositionsceshesolNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- August 2013Documento62 pagineAugust 2013ceshesolNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- United States Patent (191'Documento8 pagineUnited States Patent (191'ceshesolNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- United States Patent (19) 4,588,855: Kutsuwa Et Al. (45) Date of PatentDocumento9 pagineUnited States Patent (19) 4,588,855: Kutsuwa Et Al. (45) Date of PatentceshesolNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Best Practices Manual-DRYERSDocumento39 pagineBest Practices Manual-DRYERSIram TahiraNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Regulador de AireDocumento12 pagineRegulador de AireceshesolNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- FoamLogix 3.3 RationDocumento3 pagineFoamLogix 3.3 RationceshesolNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Módulo 1: Pequeñas y Medianas Entidades: Fundación IASC: Material de Formación Sobre La NIIF para Las PYMESDocumento35 pagineMódulo 1: Pequeñas y Medianas Entidades: Fundación IASC: Material de Formación Sobre La NIIF para Las PYMESjorge21_53Nessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Proceco Eco-Smart MVRDocumento2 pagineProceco Eco-Smart MVRZlatko Partlič100% (1)
- PQLD1000N Centrifuge Technical ParametersDocumento8 paginePQLD1000N Centrifuge Technical ParametersceshesolNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Tyco Tyfenfp Brochure v7Documento8 pagineTyco Tyfenfp Brochure v7ceshesolNessuna valutazione finora
- Aggregate Drying Burners SpanishDocumento15 pagineAggregate Drying Burners SpanishDidier Angel Lopez RinconNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Beumer System Technology Scrap Tires enDocumento12 pagineBeumer System Technology Scrap Tires enLili DobrilaNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Triple Effect EvaporatorDocumento6 pagineTriple Effect EvaporatorPrashil Prakash Lakhete100% (4)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- August 2013Documento62 pagineAugust 2013ceshesolNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Mech Seal Bulletin ReadDocumento4 pagineMech Seal Bulletin ReadceshesolNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- S BX Cone CrusherDocumento4 pagineS BX Cone CrusherLuis Miguel Añasco CorimayhuaNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- Pump Head CalculationsDocumento5 paginePump Head CalculationsceshesolNessuna valutazione finora
- BG-400 B400aa000aDocumento1 paginaBG-400 B400aa000aceshesolNessuna valutazione finora
- 3858 Jaw BrochureDocumento3 pagine3858 Jaw BrochureceshesolNessuna valutazione finora
- 3TF 3RTDocumento258 pagine3TF 3RTceshesolNessuna valutazione finora
- Tower A chilled water pipe sizing and loss calculationDocumento3 pagineTower A chilled water pipe sizing and loss calculationceshesolNessuna valutazione finora
- Catalogo MartinDocumento208 pagineCatalogo MartinFrancisco Garibaldi MarquezNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Design and Sizing of Screw FeedersDocumento8 pagineDesign and Sizing of Screw FeedersPooja PillaiNessuna valutazione finora
- Solids Flow Bins Hoppers Feeders MarinelliDocumento10 pagineSolids Flow Bins Hoppers Feeders MarinelliceshesolNessuna valutazione finora
- Solids Notes 10 Hopper DesignDocumento26 pagineSolids Notes 10 Hopper Designellantidinesh100% (1)
- Bin and Hopper Design GuideDocumento73 pagineBin and Hopper Design GuideGanesh Aditya100% (4)
- Sample - Belt Bucket Elevator DesignDocumento7 pagineSample - Belt Bucket Elevator Designmfhasnain100% (1)
- Effect of Spray Characteristics On The EvaporationDocumento92 pagineEffect of Spray Characteristics On The EvaporationceshesolNessuna valutazione finora
- Measure Tapered Thread Pitch DiametersDocumento2 pagineMeasure Tapered Thread Pitch Diameterssajithv78Nessuna valutazione finora
- CM WP ME HA AP LG EP CS IN EL AV TO PS BV: Nas509 Drilled Hex Nuts MS35649 & MS35650 HEX Machine NutsDocumento1 paginaCM WP ME HA AP LG EP CS IN EL AV TO PS BV: Nas509 Drilled Hex Nuts MS35649 & MS35650 HEX Machine Nutssezgin bayramNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- 2013 FULLER CatalogueDocumento234 pagine2013 FULLER CataloguePavle KrstevskiNessuna valutazione finora
- Astm A325 PDFDocumento8 pagineAstm A325 PDFRameez Bilwani100% (1)
- BT Cargo C3e150 036-0429-03Documento482 pagineBT Cargo C3e150 036-0429-03joeNessuna valutazione finora
- Service Manual FS 6306Documento54 pagineService Manual FS 6306theflav100% (1)
- UntitledDocumento258 pagineUntitledapi-155035535Nessuna valutazione finora
- Hex NutsDocumento10 pagineHex Nutsjaskaran singhNessuna valutazione finora
- Pipe Hangers and Supports 1756uk 1 10 15 15Documento61 paginePipe Hangers and Supports 1756uk 1 10 15 15nagarajhebbarNessuna valutazione finora
- HoffmanDocumento12 pagineHoffmanAnonymous 7xHNgoKE6eNessuna valutazione finora
- 6D140-3 Shop Manual (SEBM022210)Documento356 pagine6D140-3 Shop Manual (SEBM022210)edhuam89% (37)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Power Screw ReportDocumento15 paginePower Screw ReportTanvesh PatilNessuna valutazione finora
- Metrology Lab ManualDocumento35 pagineMetrology Lab ManualNo NameNessuna valutazione finora
- Multiple Choice Metallurgy and Materials Engineering QuizDocumento56 pagineMultiple Choice Metallurgy and Materials Engineering QuizRaymartNessuna valutazione finora
- Rociador Standard TYCODocumento8 pagineRociador Standard TYCOysaiasdannyNessuna valutazione finora
- Accessories Level GaugesDocumento7 pagineAccessories Level GaugesVICROENessuna valutazione finora
- CH 8 Screws, Fasteners, and The Design of Nonpermanent JointsDocumento142 pagineCH 8 Screws, Fasteners, and The Design of Nonpermanent Jointsmahdi najeh100% (1)
- RIVNUT US Version EN PDFDocumento36 pagineRIVNUT US Version EN PDFAnonymous 1JHrgYNessuna valutazione finora
- Inst Demu-Fix 10-15Documento28 pagineInst Demu-Fix 10-15tangouzeNessuna valutazione finora
- Cortem - Round Junction BoxDocumento16 pagineCortem - Round Junction BoxRagu RajanNessuna valutazione finora
- Assembly Instructions ECblue Basic VersionDocumento44 pagineAssembly Instructions ECblue Basic VersionCity FM E ApaciNessuna valutazione finora
- 4 Fasteners: Hybrid Wood and Steel Details-Builder's GuideDocumento24 pagine4 Fasteners: Hybrid Wood and Steel Details-Builder's GuidetribleprinceNessuna valutazione finora
- Iec 61386 22 2021Documento11 pagineIec 61386 22 2021Abdurrafi SholahuddinNessuna valutazione finora
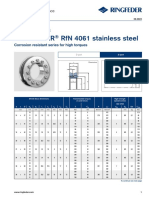
- Tech Paper Ringfeder Shrink Discs RFN 4061 Stainless Steel en 06 2022Documento4 pagineTech Paper Ringfeder Shrink Discs RFN 4061 Stainless Steel en 06 2022pete20r2Nessuna valutazione finora
- Motor specificationsDocumento40 pagineMotor specificationsAnimonga HajimeNessuna valutazione finora
- Tapping Torque Values PDFDocumento1 paginaTapping Torque Values PDFNitin AggarwalNessuna valutazione finora
- Quick Connectors: For Testing, Filling and PluggingDocumento64 pagineQuick Connectors: For Testing, Filling and PluggingJivendra KumarNessuna valutazione finora
- Requirements For Heavy Wall Chrome-Molybdenum Pressure VesselsDocumento48 pagineRequirements For Heavy Wall Chrome-Molybdenum Pressure Vesselsbenedicto soto mestanzaNessuna valutazione finora
- ThreadsDocumento62 pagineThreadsAyush SinghNessuna valutazione finora
- 734 Opp. Man. GBDocumento0 pagine734 Opp. Man. GBChristian Kunze67% (3)
- Learn Arabic: 3000 essential words and phrasesDa EverandLearn Arabic: 3000 essential words and phrasesValutazione: 3.5 su 5 stelle3.5/5 (2)
- Conversational Languages: The Most Innovative Technique to Master Any Foreign LanguageDa EverandConversational Languages: The Most Innovative Technique to Master Any Foreign LanguageValutazione: 3 su 5 stelle3/5 (5)
- Learn English: 3000 essential words and phrasesDa EverandLearn English: 3000 essential words and phrasesNessuna valutazione finora
- Learn Korean: 3000 essential words and phrasesDa EverandLearn Korean: 3000 essential words and phrasesNessuna valutazione finora
- The Words You Should Know to Sound Smart: 1200 Essential Words Every Sophisticated Person Should Be Able to UseDa EverandThe Words You Should Know to Sound Smart: 1200 Essential Words Every Sophisticated Person Should Be Able to UseValutazione: 4.5 su 5 stelle4.5/5 (2)