Potrebbero piacerti anche
- Ryton Mechanical PropertiesDocumento12 pagineRyton Mechanical PropertiesClaudia MmsNessuna valutazione finora
- Global Standards Policy & Procedure: Revision HistoryDocumento6 pagineGlobal Standards Policy & Procedure: Revision HistoryHendriantoNessuna valutazione finora
- MP 22 PDFDocumento4 pagineMP 22 PDFAshraf TomizehNessuna valutazione finora
- Pumps - Long Couple Vs Short CoupleDocumento4 paginePumps - Long Couple Vs Short CoupleHuzaifa KhanNessuna valutazione finora
- Geometry in The Real WorldDocumento14 pagineGeometry in The Real Worldapi-295631294100% (1)
- Effect of Loads, Sliding Speeds and Times On The Wear Rate For Different Materials - Hani Aziz AmeenDocumento8 pagineEffect of Loads, Sliding Speeds and Times On The Wear Rate For Different Materials - Hani Aziz AmeenHani Aziz AmeenNessuna valutazione finora
- Effect of Spindle Speed of Ring Frame On Yarn QualityDocumento5 pagineEffect of Spindle Speed of Ring Frame On Yarn Qualitysachin sachanNessuna valutazione finora
- ME 498 - 6 - Nanoindentation and NanoscratchDocumento23 pagineME 498 - 6 - Nanoindentation and NanoscratchTt OwnsqqNessuna valutazione finora
- ASTM D2632 15 - Standard Test Method For Rubber Property-Resilience by Vertical ReboundDocumento5 pagineASTM D2632 15 - Standard Test Method For Rubber Property-Resilience by Vertical ReboundAndre Rodriguez SpirimNessuna valutazione finora
- Involute Spline Type of Fits PDFDocumento1 paginaInvolute Spline Type of Fits PDFmanuel0% (1)
- Manually Operated Front Wheel Retention Systems For BicyclesDocumento7 pagineManually Operated Front Wheel Retention Systems For BicyclesAhmad Zubair RasulyNessuna valutazione finora
- Acoples TB Wood SDocumento100 pagineAcoples TB Wood SLuis CastrovillariNessuna valutazione finora
- Materials For Mechanical Parts-Steel & StandardsDocumento31 pagineMaterials For Mechanical Parts-Steel & StandardsKhantoNessuna valutazione finora
- CERAMIC BALL BEARING SeminarDocumento22 pagineCERAMIC BALL BEARING Seminartamam82Nessuna valutazione finora
- Design of Springs PDFDocumento54 pagineDesign of Springs PDFDhruv PancholiNessuna valutazione finora
- Fits Si Tables Ansi b4.2-1978 r1994 0Documento10 pagineFits Si Tables Ansi b4.2-1978 r1994 0SebastiánGarcíaNessuna valutazione finora
- Rubber HardnessDocumento2 pagineRubber Hardnessprabhu_trichy100% (1)
- Mil STD 810h HumidityDocumento22 pagineMil STD 810h Humiditymariela baigorriaNessuna valutazione finora
- A Review On Grease Lubrication in Rolling BearingsDocumento12 pagineA Review On Grease Lubrication in Rolling BearingsRepositorio MantenimientoNessuna valutazione finora
- Fatigue Analysis GuideDocumento12 pagineFatigue Analysis GuideSargunam SankaravadivelNessuna valutazione finora
- Astm G204 - 10Documento5 pagineAstm G204 - 10Sofia Yuli100% (1)
- ISO-4406-1987 Potencia HidrahulicaDocumento8 pagineISO-4406-1987 Potencia HidrahulicahenriquezmaNessuna valutazione finora
- Friction and Wear of Ptfe Comp at Cry TempDocumento10 pagineFriction and Wear of Ptfe Comp at Cry Tempa100acomNessuna valutazione finora
- NB Standard Drop Impact Testing of CompositesDocumento16 pagineNB Standard Drop Impact Testing of CompositesRogers PalamattamNessuna valutazione finora
- TCE Babbitt 18391-2Documento2 pagineTCE Babbitt 18391-2paulo cesar hernandez mijangosNessuna valutazione finora
- Astm D 6079Documento8 pagineAstm D 6079Jesús GarcíaNessuna valutazione finora
- ASTM D 4170 Prevenção de Desgaste Por Atrito (FRETTING WEAR TEST) PDFDocumento6 pagineASTM D 4170 Prevenção de Desgaste Por Atrito (FRETTING WEAR TEST) PDFIsaaq ManoelNessuna valutazione finora
- F1971-05 Test Method For Tire Electrical ResistanceDocumento4 pagineF1971-05 Test Method For Tire Electrical Resistancerizzo8Nessuna valutazione finora
- Chapter 7 Rolling Contact Bearing-2Documento33 pagineChapter 7 Rolling Contact Bearing-2Abaziz Mousa OutlawZzNessuna valutazione finora
- Tolerances FitsDocumento25 pagineTolerances FitsAnonymous E2oSW7Nessuna valutazione finora
- Evaluating Bond of Individual Steel Wire, Indented or Plain, For Concrete ReinforcementDocumento7 pagineEvaluating Bond of Individual Steel Wire, Indented or Plain, For Concrete Reinforcementmohammed karasnehNessuna valutazione finora
- ISO-8295-1995 Friction CoeficientDocumento9 pagineISO-8295-1995 Friction CoeficientDaniela CamachoNessuna valutazione finora
- E04 Using Kalsi Seals in Washpipe AssembliesDocumento17 pagineE04 Using Kalsi Seals in Washpipe AssembliesSuresh Kumar MittapalliNessuna valutazione finora
- SAEJ101 V 001Documento10 pagineSAEJ101 V 001Marcos Verissimo Juca de PaulaNessuna valutazione finora
- ASTM D2228 Rubber Prop-Abrasion Resistance TestingDocumento9 pagineASTM D2228 Rubber Prop-Abrasion Resistance TestingJesse KrebsNessuna valutazione finora
- Spring DesignDocumento52 pagineSpring Designmustafa1011Nessuna valutazione finora
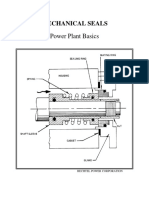
- Mechanical Seals: Power Plant BasicsDocumento26 pagineMechanical Seals: Power Plant BasicsService Port100% (1)
- Astm A217-2001 PDFDocumento3 pagineAstm A217-2001 PDFMohammed TariqNessuna valutazione finora
- A1000 PDFDocumento5 pagineA1000 PDFManeesh BangaleNessuna valutazione finora
- Sliding Wear Behaviour of HVOF and HVAF Sprayed Cr3C2-Based CoatingsDocumento24 pagineSliding Wear Behaviour of HVOF and HVAF Sprayed Cr3C2-Based Coatingsycwb ycwbNessuna valutazione finora
- Rapid Gas Decompression (RGD) PDFDocumento2 pagineRapid Gas Decompression (RGD) PDFSARFRAZ ALINessuna valutazione finora
- Bolting Basics ExplainedDocumento8 pagineBolting Basics ExplainedMarc AnmellaNessuna valutazione finora
- Forming Curve SignificanceDocumento14 pagineForming Curve SignificanceNishant PatilNessuna valutazione finora
- F2489Documento13 pagineF2489msbarretosNessuna valutazione finora
- 5) Bearing Fundamentals PDFDocumento123 pagine5) Bearing Fundamentals PDFRizal Gunawan100% (1)
- Corri DurDocumento2 pagineCorri DurStuartNessuna valutazione finora
- Explosive DecompressionDocumento11 pagineExplosive DecompressionAndrey EkkertNessuna valutazione finora
- Nanovea Mechanical - Testers GuideDocumento40 pagineNanovea Mechanical - Testers GuideDANIEL GUERRERO SANCHEZNessuna valutazione finora
- 1 Selection of Heat Treatment and Aluminizing Sequence For Rene 77 SuperalloyDocumento4 pagine1 Selection of Heat Treatment and Aluminizing Sequence For Rene 77 SuperalloyEnary SalernoNessuna valutazione finora
- How To Analyze Gear FailuresDocumento12 pagineHow To Analyze Gear FailuresOuld EulerNessuna valutazione finora
- The Machine DesignDocumento64 pagineThe Machine DesignAnoj pahathkumburaNessuna valutazione finora
- Evaluation On High-Pressure Hydrogen Decompression Failure of Rubber O-Ring Using Design of ExperimentsDocumento7 pagineEvaluation On High-Pressure Hydrogen Decompression Failure of Rubber O-Ring Using Design of ExperimentsShukri FaezNessuna valutazione finora
- Modelling of Frictional Joints in Dynamically LoadDocumento26 pagineModelling of Frictional Joints in Dynamically LoadAaron GalvezNessuna valutazione finora
- Astmo E1558 ElectropulidoDocumento13 pagineAstmo E1558 Electropulidoanamariamg15Nessuna valutazione finora
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987Da EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNessuna valutazione finora
- High Order Large Eddy Simulation for Shock-Boundary Layer Interaction Control by a Micro-ramp Vortex GeneratorDa EverandHigh Order Large Eddy Simulation for Shock-Boundary Layer Interaction Control by a Micro-ramp Vortex GeneratorNessuna valutazione finora
- Published ReportDocumento15 paginePublished Reportgökhan tanrıseverNessuna valutazione finora
- ISO Position ToleranceDocumento15 pagineISO Position ToleranceНиколай КалугинNessuna valutazione finora
- MSC Patran 301 Course NotesDocumento16 pagineMSC Patran 301 Course Notesfabius86Nessuna valutazione finora
- Lecture Notes On Vector Bundles and Characteristic ClassesDocumento38 pagineLecture Notes On Vector Bundles and Characteristic Classesvacilando2011Nessuna valutazione finora
- Edexcel IAL C34 - SAM PaperDocumento5 pagineEdexcel IAL C34 - SAM PaperSahil KananiNessuna valutazione finora
- Engineering Mathematics - III (MAT-ELE-201) RCSDocumento4 pagineEngineering Mathematics - III (MAT-ELE-201) RCSAbhijan Carter BiswasNessuna valutazione finora
- Module 2 TrigonometryDocumento1 paginaModule 2 TrigonometryBoy HalisNessuna valutazione finora
- 13 Ellipse3 130518104245 Phpapp02Documento9 pagine13 Ellipse3 130518104245 Phpapp02Chand RajNessuna valutazione finora
- Eg MCQDocumento5 pagineEg MCQVasanth KumarNessuna valutazione finora
- 4024 w12 QP 22Documento24 pagine4024 w12 QP 22Beatrice RossNessuna valutazione finora
- Oblique TrianglesDocumento27 pagineOblique TrianglesJerome SagunNessuna valutazione finora
- Bab 1 Pola Bilangan - EnglishDocumento20 pagineBab 1 Pola Bilangan - EnglishBang WanNessuna valutazione finora
- On Surface AreasDocumento20 pagineOn Surface Areasmary graceNessuna valutazione finora
- Area Between Two CurvesDocumento4 pagineArea Between Two CurvesShoaib AhmadNessuna valutazione finora
- Plane GeometryDocumento4 paginePlane GeometryPENDON, JORELLENessuna valutazione finora
- M2L2 LNDocumento8 pagineM2L2 LNnagesha_basappa865Nessuna valutazione finora
- Trig Angles and TrianglesDocumento16 pagineTrig Angles and TrianglesShriyaNessuna valutazione finora
- GruideDocumento190 pagineGruideTrần AnNessuna valutazione finora
- WTW 158 - Calculus 1 Class NotesDocumento27 pagineWTW 158 - Calculus 1 Class NotesCNessuna valutazione finora
- TMPGDocumento37 pagineTMPGSRA100% (1)
- Kinematics + Particle of Dynamics (QB) For - FDocumento16 pagineKinematics + Particle of Dynamics (QB) For - FRaju SinghNessuna valutazione finora
- Lec08-Work and Kinetic EnergyDocumento11 pagineLec08-Work and Kinetic EnergypvriiscNessuna valutazione finora
- Lie Algebra 2Documento5 pagineLie Algebra 2симплектик геометрияNessuna valutazione finora
- J. Gross - CS E6204 Lectures 7,8a: A Celtic Framework For Knots and LinksDocumento51 pagineJ. Gross - CS E6204 Lectures 7,8a: A Celtic Framework For Knots and LinksJemnaseeNessuna valutazione finora
- 09 Gradient, Divergence and CurlDocumento12 pagine09 Gradient, Divergence and CurlAnustup MaityNessuna valutazione finora
- Math6 Week9Documento10 pagineMath6 Week9Donna Lornne CabutajeNessuna valutazione finora
- TD 7 1st PT 22Documento4 pagineTD 7 1st PT 22MarivicVichoMonsayacNessuna valutazione finora
- Lesson 3 Direct Modeling: ObjectivesDocumento40 pagineLesson 3 Direct Modeling: ObjectivesAnonymous rhbWnvNessuna valutazione finora
- Constants of TacheometerDocumento6 pagineConstants of Tacheometervk100Nessuna valutazione finora
- Topic 5 - Reversed CurvesDocumento3 pagineTopic 5 - Reversed CurvesFeliks Albert RitaNessuna valutazione finora
- Polyhedra: Engr. Laurenz Junelle OyardoDocumento48 paginePolyhedra: Engr. Laurenz Junelle OyardoSchyrie Alliah GarciaNessuna valutazione finora