Potrebbero piacerti anche
- !No Grites! Salva tu vida: Don't Scream! Instead, save your lifeDa Everand!No Grites! Salva tu vida: Don't Scream! Instead, save your lifeNessuna valutazione finora
- Resistores MELFDocumento4 pagineResistores MELFPedro CmNessuna valutazione finora
- E2000 - Manual - Jun'17 - ESP - Rev2 - V5.09 AdajusaDocumento99 pagineE2000 - Manual - Jun'17 - ESP - Rev2 - V5.09 AdajusajozeganhaoNessuna valutazione finora
- OM - Multistrada 950 S - ES - MY19Documento409 pagineOM - Multistrada 950 S - ES - MY19Adrian GuillermoNessuna valutazione finora
- MCD 202Documento29 pagineMCD 202javier mansillaNessuna valutazione finora
- Manual de Mantenimiento Plantas CP 302Documento15 pagineManual de Mantenimiento Plantas CP 302Nephtali Faraón Hernández NavisNessuna valutazione finora
- Il-Nt-Gprs Quick Guide 1-2011 - SpanishDocumento3 pagineIl-Nt-Gprs Quick Guide 1-2011 - SpanishVoodooHHNessuna valutazione finora
- Fallo Sensor NoxDocumento9 pagineFallo Sensor NoxDaniel Alex SánchezNessuna valutazione finora
- Catalogo9000-DDD 20060424Documento56 pagineCatalogo9000-DDD 20060424Ramiro Martinez100% (1)
- TEREX - Como Regular El Limitador de CargaDocumento14 pagineTEREX - Como Regular El Limitador de CargaSilvia Diana Rojas ValladaresNessuna valutazione finora
- Manual Dyna PackDocumento78 pagineManual Dyna PackAriel Oscar HuertaNessuna valutazione finora
- PK 440002Documento12 paginePK 440002Gerald Leon FloresNessuna valutazione finora
- Control Units CU240B-2 y CU240E-2 es-ES PDFDocumento364 pagineControl Units CU240B-2 y CU240E-2 es-ES PDFManuel HurtadoNessuna valutazione finora
- m6 HIMOINSADocumento28 paginem6 HIMOINSAenergiayservicioNessuna valutazione finora
- Variador LenzeDocumento36 pagineVariador LenzeMiguel Angel Gomez Cubillos0% (1)
- SOT-250A: Soldadora de Arco EléctricoDocumento24 pagineSOT-250A: Soldadora de Arco Eléctricojeeson damianNessuna valutazione finora
- Codigo de Fallas Paus 4Documento4 pagineCodigo de Fallas Paus 4joseNessuna valutazione finora
- Manual ASTAT S ArrancadorDocumento2 pagineManual ASTAT S Arrancadormiviso100% (1)
- GNB EHF (Cargador) (Castellano 12-2010) PDFDocumento3 pagineGNB EHF (Cargador) (Castellano 12-2010) PDFJuan Carlos Rubio FrescoNessuna valutazione finora
- Manual iP5A EspanolDocumento101 pagineManual iP5A Espanolbyrs100% (1)
- Webasto Air Top 3500 ST y Air Top 5000 STDocumento4 pagineWebasto Air Top 3500 ST y Air Top 5000 STLigron ANaeNessuna valutazione finora
- Manual User Tron SART20.en - EsDocumento30 pagineManual User Tron SART20.en - EsAndres GonzalezNessuna valutazione finora
- Unidad de Operador Del NautoPilotDocumento32 pagineUnidad de Operador Del NautoPilotLeonardo Araujo100% (2)
- 000383Documento136 pagine000383Emiliano Arocha CorsoNessuna valutazione finora
- CGC 400 Manual Del OperadorDocumento16 pagineCGC 400 Manual Del Operadorsergio gonzalezNessuna valutazione finora
- Avr180leroy PDFDocumento20 pagineAvr180leroy PDFGiovanny SilvaNessuna valutazione finora
- Reparacion BROADCROWN Ficha Tecnica de Nuevo Sistema, 13 JUL 2006Documento15 pagineReparacion BROADCROWN Ficha Tecnica de Nuevo Sistema, 13 JUL 2006Nelo QuispeAduviri100% (1)
- Regulador Solar Steca Solarix Prs Manual UsuarioDocumento10 pagineRegulador Solar Steca Solarix Prs Manual Usuariodg_bb100% (1)
- Varia DorDocumento2 pagineVaria DorxamuntxNessuna valutazione finora
- Manual v2 SELLADO ELECTRONICO 2009-2010Documento5 pagineManual v2 SELLADO ELECTRONICO 2009-2010Oscar Salvador Navarro CervantesNessuna valutazione finora
- Guia Rápida Altivar 11Documento14 pagineGuia Rápida Altivar 11TGA100% (1)
- BE23 Esp Manual Do InstaladorDocumento23 pagineBE23 Esp Manual Do InstaladorBruno MarianoNessuna valutazione finora
- Diagrama Electrico Cummins QSK 38Documento1 paginaDiagrama Electrico Cummins QSK 38adelsoNessuna valutazione finora
- Instructivo LDPDocumento15 pagineInstructivo LDPoscar_islNessuna valutazione finora
- Códigos de Destello 8-1 A 8-6 de La Bomba Electrónica de La Unidad (Eup)Documento9 pagineCódigos de Destello 8-1 A 8-6 de La Bomba Electrónica de La Unidad (Eup)robertoNessuna valutazione finora
- E08 ProgramacionDocumento2 pagineE08 Programaciontokio2424Nessuna valutazione finora
- Especificaciones V-ECU VolvoDocumento3 pagineEspecificaciones V-ECU VolvoPaul GalwezNessuna valutazione finora
- Sergio Ibaez - Asis Grupos 18.01.2018Documento3 pagineSergio Ibaez - Asis Grupos 18.01.2018Sergio Ricardo IbañezNessuna valutazione finora
- Alternador Leroy Sommer 1326a EsDocumento16 pagineAlternador Leroy Sommer 1326a EsMarco Velarde100% (1)
- Actividad #1 Prueba Del Sensor de TemperaturaDocumento5 pagineActividad #1 Prueba Del Sensor de Temperatura17957508Nessuna valutazione finora
- Km2v80 SpanishDocumento35 pagineKm2v80 SpanishJonh RiberosNessuna valutazione finora
- Manual IC M33Documento43 pagineManual IC M33Arnaldolo100% (1)
- MetrotrakC6-6 Fault Finding EspañolDocumento23 pagineMetrotrakC6-6 Fault Finding EspañolJulio GuillermoNessuna valutazione finora
- 3 Invertec v275 SDocumento31 pagine3 Invertec v275 SErnestoNessuna valutazione finora
- Descripcion EP-tronic T1 Con Clavija de Bayoneta PDFDocumento7 pagineDescripcion EP-tronic T1 Con Clavija de Bayoneta PDFJORELLANABADILLANessuna valutazione finora
- 524 GECOMD Genset Control AMFDocumento40 pagine524 GECOMD Genset Control AMFahmed khodja karimNessuna valutazione finora
- M7x GE v1 2 Esp PDFDocumento77 pagineM7x GE v1 2 Esp PDFJhonattan Hugo Portugal MorunoNessuna valutazione finora
- Correlacion CKP CMP Aveo 2011Documento1 paginaCorrelacion CKP CMP Aveo 2011mijail paezNessuna valutazione finora
- Hmi-Delta en EspañolDocumento14 pagineHmi-Delta en EspañolBYRON ENRIQUE AGUILERA CHIMARRONessuna valutazione finora
- InteliCompact NT Ficha TecnicaDocumento8 pagineInteliCompact NT Ficha TecnicafernandoNessuna valutazione finora
- Averias 269Documento15 pagineAverias 269Alberto Simon FernandezNessuna valutazione finora
- TE804 Rev01 (Es GB)Documento17 pagineTE804 Rev01 (Es GB)Bruno Mariano100% (1)
- Star d124 EsDocumento16 pagineStar d124 EskrownsNessuna valutazione finora
- Cod Registrados Ecm de Motor 345 C CatDocumento1 paginaCod Registrados Ecm de Motor 345 C Catcandido vargas gutierrezNessuna valutazione finora
- Tijeras Rotary ElevadorDocumento39 pagineTijeras Rotary ElevadorFranck RoyerNessuna valutazione finora
- Manual Mma PDFDocumento6 pagineManual Mma PDFPaisaje SilenciosoNessuna valutazione finora
- Serie 2000 - 3000Documento20 pagineSerie 2000 - 3000Matias CortesNessuna valutazione finora
- File - 5362 - Manual Arctig HF 20110302 (JD)Documento16 pagineFile - 5362 - Manual Arctig HF 20110302 (JD)Bady Asencio CoñocarNessuna valutazione finora
- Ss Descriptacion de Analogia XDDocumento8 pagineSs Descriptacion de Analogia XDpancracio vergara hoyosNessuna valutazione finora
- Manual - SM 8250 220mDocumento16 pagineManual - SM 8250 220mSancbNessuna valutazione finora
- 01 Introduccion A La Prevencion de Riesgos y Control de PerdidaDocumento27 pagine01 Introduccion A La Prevencion de Riesgos y Control de PerdidaMarcelo RamírezNessuna valutazione finora
- Resistividad Electrica de Peliculas Delgadas de PDFDocumento72 pagineResistividad Electrica de Peliculas Delgadas de PDFMarcelo RamírezNessuna valutazione finora
- Magelis 1310 HMI Manual UsuarioDocumento140 pagineMagelis 1310 HMI Manual UsuarioMarcelo Ramírez100% (1)
- Memo N1 Cuchillo CartoneroDocumento3 pagineMemo N1 Cuchillo CartoneroMarcelo RamírezNessuna valutazione finora
- Deber TE II UnificadoDocumento4 pagineDeber TE II UnificadoJose CuevaNessuna valutazione finora
- Reporte INDECOPIDocumento198 pagineReporte INDECOPIOscar CrisostomoNessuna valutazione finora
- Procesos DescriptivosDocumento10 pagineProcesos DescriptivosCarlos VargasNessuna valutazione finora
- ValeDocumento2 pagineValeJeff Espiritu TixeNessuna valutazione finora
- Ultimo Plan de Seguridad RooseveltDocumento52 pagineUltimo Plan de Seguridad RooseveltAlex Franco Leonardo ShahuanoNessuna valutazione finora
- Modelo Epq ManufacturaDocumento14 pagineModelo Epq ManufacturaAngie AbrilNessuna valutazione finora
- Especificaciones Tecnicas de Cargador Frontal Cat 938GDocumento13 pagineEspecificaciones Tecnicas de Cargador Frontal Cat 938GEdwin Henostroza Cipriano100% (4)
- Capitulo IIIDocumento16 pagineCapitulo IIIJesus MartinezNessuna valutazione finora
- 1.2. - Recepción, Identificación y Verificación de Pedidos. - GLC04. - Programación Del Seguimiento y Control de Las Variables Del AprovisionamientoDocumento2 pagine1.2. - Recepción, Identificación y Verificación de Pedidos. - GLC04. - Programación Del Seguimiento y Control de Las Variables Del AprovisionamientoCarlos Díaz RomeroNessuna valutazione finora
- Revista de InterioresDocumento36 pagineRevista de InterioresGerry72Nessuna valutazione finora
- Manual Del Tl20Documento2 pagineManual Del Tl20Marco Rodolfo Torbisco ChumpitazNessuna valutazione finora
- Reporting ServicesDocumento59 pagineReporting ServicesjuliomartinezcamachoNessuna valutazione finora
- Diagrama de IshikawaDocumento1 paginaDiagrama de IshikawaJunior Alvarado EstradaNessuna valutazione finora
- Tarea 4.2 Control de Lectura - Manual de Organización y Funciones (MOF) y Cuadro de Asignación de Personal (CAP)Documento4 pagineTarea 4.2 Control de Lectura - Manual de Organización y Funciones (MOF) y Cuadro de Asignación de Personal (CAP)Diego Cochachin Mota100% (1)
- Trabajo Escrito La RoboticaDocumento25 pagineTrabajo Escrito La RoboticaJose LiendoNessuna valutazione finora
- Taller Diseño de MezclaDocumento22 pagineTaller Diseño de MezclaCarlos MoraNessuna valutazione finora
- Informe.4 de Fisica IIDocumento8 pagineInforme.4 de Fisica IIYulissaHuamaniHilarioNessuna valutazione finora
- Evaluación IPERC ContinuoDocumento2 pagineEvaluación IPERC ContinuoGil PeñaNessuna valutazione finora
- 1er Avance - Proyecto Microecnomica - Grupo 3Documento8 pagine1er Avance - Proyecto Microecnomica - Grupo 3Karl Gutierrez GamonedaNessuna valutazione finora
- Cadena de Comercializacion de GLPDocumento3 pagineCadena de Comercializacion de GLPMayra Mosqueira0% (1)
- Seguridad en Eventos Deportivos: Reportaje: Blindaje AutomotrizDocumento148 pagineSeguridad en Eventos Deportivos: Reportaje: Blindaje AutomotrizEric OrendainNessuna valutazione finora
- Escuela Militar de IngenieriaDocumento6 pagineEscuela Militar de IngenieriaBetty SevillaNessuna valutazione finora
- 5u0403 - 3000 Emergencia Salida 90e 300x45x185 Sobreponer - WDocumento2 pagine5u0403 - 3000 Emergencia Salida 90e 300x45x185 Sobreponer - WFlowers J RiascosNessuna valutazione finora
- Actividad 4.Documento6 pagineActividad 4.Laura MejiaNessuna valutazione finora
- Thor-Split-Body - 3-VÍAS-4-SELLOS-PN-16-40-ANSI-150-EN-ACERO-AL-CARBONO PDFDocumento14 pagineThor-Split-Body - 3-VÍAS-4-SELLOS-PN-16-40-ANSI-150-EN-ACERO-AL-CARBONO PDFLuisAngelCordovadeSanchezNessuna valutazione finora
- Proceso de Fabricación Del CementoDocumento16 pagineProceso de Fabricación Del CementoAnonymous kpcIWGgLeNessuna valutazione finora
- Schadensbilder VP44 ES - PpsDocumento48 pagineSchadensbilder VP44 ES - PpsKenny Arturo Cainicela AlvinoNessuna valutazione finora
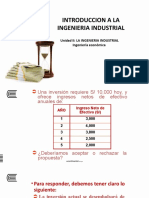
- Unidad Ii: La Ingenieria Industrial Ingeniería EconómicaDocumento17 pagineUnidad Ii: La Ingenieria Industrial Ingeniería EconómicaYUSSTIN ISAIAS GUADALUPE CASTRONessuna valutazione finora
- Trabajo 1 EmpleabilidadDocumento14 pagineTrabajo 1 EmpleabilidadDiego Ignacio Pavez OlaveNessuna valutazione finora
- Brochure NuevoDocumento10 pagineBrochure NuevoKarla FontalvoNessuna valutazione finora