Potrebbero piacerti anche
- Modelo PROMINP-09tubosDocumento38 pagineModelo PROMINP-09tubosRomário AlistonNessuna valutazione finora
- Tubulações Industriais - ECID - Módulo IVDocumento84 pagineTubulações Industriais - ECID - Módulo IVRoberto NicolatoNessuna valutazione finora
- Tipos de Aço e Sua ClassificaçãoDocumento12 pagineTipos de Aço e Sua ClassificaçãoAlvin Badoo AlvinOriginal BadooNessuna valutazione finora
- ESAB - 1902600 Rev5 Consumiveisesab PTDocumento68 pagineESAB - 1902600 Rev5 Consumiveisesab PTlarofa79Nessuna valutazione finora
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoDa EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoNessuna valutazione finora
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasDa EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNessuna valutazione finora
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoDa EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoNessuna valutazione finora
- Tratamentos térmicos e superficiais dos açosDa EverandTratamentos térmicos e superficiais dos açosValutazione: 4.5 su 5 stelle4.5/5 (3)
- Guia Prático de SoldagemDocumento3 pagineGuia Prático de Soldagemrrsousa.samNessuna valutazione finora
- Aula 02 - TubulaçõesDocumento69 pagineAula 02 - TubulaçõesJeronymo ZanardoNessuna valutazione finora
- Tubulações Industriais - Faculdades PDFDocumento24 pagineTubulações Industriais - Faculdades PDFroniNessuna valutazione finora
- Tubulações IndustriaisDocumento332 pagineTubulações IndustriaisMelina LageNessuna valutazione finora
- Tecnologia de Soldagem - Canetti EngenhariaDocumento699 pagineTecnologia de Soldagem - Canetti Engenhariahenrique_horschutzNessuna valutazione finora
- NBR 5008 (Nov 1997) - Chapas Grossas e Bobinas Grossas, de Aço de Baixa Liga, Resistentes À Corrosão Atmosférica, para Uso Estrutural - RequisitosDocumento4 pagineNBR 5008 (Nov 1997) - Chapas Grossas e Bobinas Grossas, de Aço de Baixa Liga, Resistentes À Corrosão Atmosférica, para Uso Estrutural - RequisitosYuri Bahia de VasconcelosNessuna valutazione finora
- Fluxogramas, Listas de Linhas, Especificações e Numeração de LinhasDocumento41 pagineFluxogramas, Listas de Linhas, Especificações e Numeração de LinhasStefane MartinsNessuna valutazione finora
- Sae 1020Documento10 pagineSae 1020Ganan Muchshar0% (1)
- Tipos de Aco para A CutelariaDocumento10 pagineTipos de Aco para A CutelariaAndersonDosSantosNessuna valutazione finora
- Tratamento Térmico e Ligas Metálicas - PetrobrasDocumento12 pagineTratamento Térmico e Ligas Metálicas - PetrobrasIgor Jefferson Cabral AraújoNessuna valutazione finora
- Carbono EquivalenteDocumento2 pagineCarbono EquivalentePolly408100% (1)
- Aços e Seus Tratamentos TérmicosDocumento90 pagineAços e Seus Tratamentos TérmicosAngelo LeãoNessuna valutazione finora
- Tipos FlangesDocumento2 pagineTipos FlangesWagner Dierings100% (1)
- Fundição Por Pressão 2017 PDFDocumento63 pagineFundição Por Pressão 2017 PDFAccelNessuna valutazione finora
- Catalogo Ac+ptfe AflonDocumento21 pagineCatalogo Ac+ptfe Aflonjose modelerNessuna valutazione finora
- Catálogo VálvulasDocumento48 pagineCatálogo VálvulasNadielson Velez ParenteNessuna valutazione finora
- Artigo - Aços Inox. MartensíticosDocumento5 pagineArtigo - Aços Inox. MartensíticosLuan Caetano100% (1)
- Aluminio e Suas Ligas PDFDocumento53 pagineAluminio e Suas Ligas PDFRoberto Silva0% (1)
- Catalogo CARBINOXDocumento16 pagineCatalogo CARBINOXalanogura87Nessuna valutazione finora
- Avaliação Diagrama Ferro CarbonoDocumento2 pagineAvaliação Diagrama Ferro CarbonoEnzo MarquesNessuna valutazione finora
- Perscpectiva e TubulaçãoDocumento66 paginePerscpectiva e Tubulaçãotassio100% (1)
- 2010-2 - Aula 2 - Fundicao - Moldes e ModelosDocumento32 pagine2010-2 - Aula 2 - Fundicao - Moldes e ModelosMatheus MathuchenkoNessuna valutazione finora
- Aula 9 - Lingotamento ContínuoDocumento30 pagineAula 9 - Lingotamento ContínuoGabriel Roberto CampesanNessuna valutazione finora
- Catalogo TalhasDocumento56 pagineCatalogo TalhasHenrique ScotonNessuna valutazione finora
- Banco de Dados de QuestõesDocumento89 pagineBanco de Dados de QuestõesPablo MatosoNessuna valutazione finora
- FlangeDocumento10 pagineFlangehebsonbezerraNessuna valutazione finora
- Apostila Espec Classificação Dos AçosDocumento19 pagineApostila Espec Classificação Dos AçosJeanSamuelVisentinLopesNessuna valutazione finora
- Tabela Correspondencia de Normas Aço PDFDocumento1 paginaTabela Correspondencia de Normas Aço PDFfeltofsnakeNessuna valutazione finora
- Dimensões de Flanges PDFDocumento23 pagineDimensões de Flanges PDFLeandro SantosNessuna valutazione finora
- Função Dos Elementos No AçoDocumento1 paginaFunção Dos Elementos No AçoVenicio AchermanNessuna valutazione finora
- Livro Ar Comprimido PDFDocumento208 pagineLivro Ar Comprimido PDFVss SantosNessuna valutazione finora
- Classificações e Aplicações Dos Aços 8.2Documento36 pagineClassificações e Aplicações Dos Aços 8.2Jéssica Carolina PintoNessuna valutazione finora
- Aciaria - LD - MetaDocumento61 pagineAciaria - LD - MetaJoão Carlos C. AtaydeNessuna valutazione finora
- Livro Juntas Industriais - J (1) .C.veigaDocumento217 pagineLivro Juntas Industriais - J (1) .C.veigaMichael Daniels0% (1)
- Catalogo CSN ZincadoDocumento40 pagineCatalogo CSN ZincadoAngelo BortoliniNessuna valutazione finora
- Soldagemdas Ligas Cobre NíquelDocumento26 pagineSoldagemdas Ligas Cobre NíquelAlessandro sergio de souzaNessuna valutazione finora
- Processos Correlatos Corte TérmicoDocumento27 pagineProcessos Correlatos Corte TérmicoFernando HenriqueNessuna valutazione finora
- Fundição Sob-PressãoDocumento65 pagineFundição Sob-Pressãoluizbek100% (1)
- IF - CT - Módulo BásicoDocumento165 pagineIF - CT - Módulo BásicoEduardo CamposNessuna valutazione finora
- Apostila de Ajustes Mecânicos Fatec SorocabaDocumento19 pagineApostila de Ajustes Mecânicos Fatec SorocabaMarcelo Benedito100% (1)
- ELECTRODOSDocumento8 pagineELECTRODOSElzidio RodriguesNessuna valutazione finora
- Mat Tub Apostila 4Documento165 pagineMat Tub Apostila 4pissiniNessuna valutazione finora
- Materiais para Molas TecemDocumento1 paginaMateriais para Molas TecemBraz Pataro NetoNessuna valutazione finora
- Parafusos Inox em GeralDocumento53 pagineParafusos Inox em GeraladencoNessuna valutazione finora
- Princípios dos processos de fabricação utilizando metais e polímerosDa EverandPrincípios dos processos de fabricação utilizando metais e polímerosNessuna valutazione finora
- Influência do teor de cobre na usinabilidade da liga de alumínio 6351Da EverandInfluência do teor de cobre na usinabilidade da liga de alumínio 6351Nessuna valutazione finora
- A Confiabilidade Prática Na Administração Da EngenhariaDa EverandA Confiabilidade Prática Na Administração Da EngenhariaNessuna valutazione finora
- Fundamentos da análise fractográfica de falhas de materias metálicosDa EverandFundamentos da análise fractográfica de falhas de materias metálicosNessuna valutazione finora
- Introdução aos processos de fabricação de produtos metálicosDa EverandIntrodução aos processos de fabricação de produtos metálicosValutazione: 5 su 5 stelle5/5 (1)
- Linux BásicoDocumento1 paginaLinux BásicoFabio OkamotoNessuna valutazione finora
- Gases ReaisDocumento9 pagineGases ReaisFabio OkamotoNessuna valutazione finora
- Tudo o Que Voce Precisa Saber Sobre As Normas ABNTDocumento27 pagineTudo o Que Voce Precisa Saber Sobre As Normas ABNTFabio OkamotoNessuna valutazione finora
- 07 - PMI1673 - 2014 - Permeabilidade PDFDocumento40 pagine07 - PMI1673 - 2014 - Permeabilidade PDFfjNessuna valutazione finora
- Aula 5Documento73 pagineAula 5m_ciarelliNessuna valutazione finora
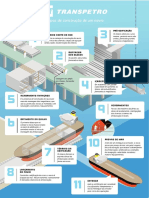
- Etapasdaconstruodeumnavio 140821115631 Phpapp02 PDFDocumento1 paginaEtapasdaconstruodeumnavio 140821115631 Phpapp02 PDFFabio OkamotoNessuna valutazione finora
- Ensaio de FlexãoDocumento9 pagineEnsaio de FlexãoFabio OkamotoNessuna valutazione finora
- Aula de Completao PDFDocumento44 pagineAula de Completao PDFOliveira_21Nessuna valutazione finora
- Cartilha F PDFDocumento8 pagineCartilha F PDFarqpaulopereiraNessuna valutazione finora
- ANP170Documento3 pagineANP170Fabio OkamotoNessuna valutazione finora
- Engenharia de Perfuração e Completação em Poços de PetróleoDocumento48 pagineEngenharia de Perfuração e Completação em Poços de Petróleogennilucc100% (18)
- Perfil Estrutural Tabela de Bitolas PDFDocumento3 paginePerfil Estrutural Tabela de Bitolas PDFFabio OkamotoNessuna valutazione finora
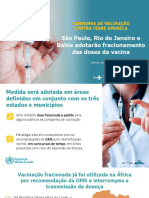
- 09.01.2017.campanha Fracionamento Febre AmarelaDocumento25 pagine09.01.2017.campanha Fracionamento Febre AmarelaFabio OkamotoNessuna valutazione finora
- Mate Ti 75097Documento4 pagineMate Ti 75097Fabio OkamotoNessuna valutazione finora
- Chap05 GrelhasDocumento18 pagineChap05 GrelhasFabio OkamotoNessuna valutazione finora
- Regulacao e Agencias ReguladorasDocumento16 pagineRegulacao e Agencias ReguladorasBrooke ParkerNessuna valutazione finora
- Corrosao Fundamentos PDFDocumento89 pagineCorrosao Fundamentos PDFFabio Okamoto100% (1)
- Corrosao EnsaiosDocumento74 pagineCorrosao EnsaiosGiovanni Cruz100% (1)
- Borda Livre PDFDocumento23 pagineBorda Livre PDFFabio OkamotoNessuna valutazione finora
- Cargas Moveis e Linhas de InfluenciaDocumento5 pagineCargas Moveis e Linhas de InfluenciaAndré LiraNessuna valutazione finora
- MecDocumento20 pagineMecSalatiel SantosNessuna valutazione finora
- Dimensionamento de SoldaDocumento0 pagineDimensionamento de Soldaneto-portoNessuna valutazione finora
- PrópolisDocumento11 paginePrópolisFabio OkamotoNessuna valutazione finora
- LXkEA5FVHGZF1FB - 2015 12 19 2 33 33 PDFDocumento17 pagineLXkEA5FVHGZF1FB - 2015 12 19 2 33 33 PDFFabio OkamotoNessuna valutazione finora
- Análise de Conteúdo (Maria Laura Puglisi Barbosa Franco)Documento39 pagineAnálise de Conteúdo (Maria Laura Puglisi Barbosa Franco)Adriana Onofre SchmitzNessuna valutazione finora
- Pesquisa Qualitativa em Educação Fisica EscolarDocumento19 paginePesquisa Qualitativa em Educação Fisica Escolarjanjao88Nessuna valutazione finora
- Análise de Conteúdo (Maria Laura Puglisi Barbosa Franco)Documento39 pagineAnálise de Conteúdo (Maria Laura Puglisi Barbosa Franco)Adriana Onofre SchmitzNessuna valutazione finora
- Analise de ErrosDocumento45 pagineAnalise de ErrosFabio OkamotoNessuna valutazione finora
- Análise de Conteúdo (Maria Laura Puglisi Barbosa Franco)Documento39 pagineAnálise de Conteúdo (Maria Laura Puglisi Barbosa Franco)Adriana Onofre SchmitzNessuna valutazione finora
- Dominó-14 03 2014Documento2 pagineDominó-14 03 2014Fabio OkamotoNessuna valutazione finora
- Análise Qualitativa Da Utilização Do Co2 Como Método de Recuperação Avançada de Petróleo - Camila PDFDocumento29 pagineAnálise Qualitativa Da Utilização Do Co2 Como Método de Recuperação Avançada de Petróleo - Camila PDFLourival BzzNessuna valutazione finora
- Cura Do ConcretoDocumento2 pagineCura Do Concretoeduardo_montanhaNessuna valutazione finora
- Manual Vatech EPX-200Documento76 pagineManual Vatech EPX-200tadeu escNessuna valutazione finora
- 1 0Documento6 pagine1 0Fernando Olmedo Carvalho JúniorNessuna valutazione finora
- Relatorio Quimica Experimental Determinacao Da Acidez Do Vinagre PDFDocumento7 pagineRelatorio Quimica Experimental Determinacao Da Acidez Do Vinagre PDFholfmandNessuna valutazione finora
- Relatório Diazoaminobenzeno 3 PDFDocumento11 pagineRelatório Diazoaminobenzeno 3 PDFDaniela PduaNessuna valutazione finora
- Desenvolvimento de Filme Comestível Bioativo A Partir de Resíduo de Extração de Solvente de Corante de Cúrcuma - ScienceDirectDocumento13 pagineDesenvolvimento de Filme Comestível Bioativo A Partir de Resíduo de Extração de Solvente de Corante de Cúrcuma - ScienceDirectNatalia Correa VazquezNessuna valutazione finora
- Guia de Instalacao Mult K 120Documento4 pagineGuia de Instalacao Mult K 120Fabio IdeNessuna valutazione finora
- Quimica - HidrocarbonetosDocumento28 pagineQuimica - HidrocarbonetosJacinto Faustino100% (1)
- Aula 3 - EmbalagensDocumento39 pagineAula 3 - Embalagenswanderlei_menezes_1Nessuna valutazione finora
- ETAR - Revista de Ciência ElementarDocumento3 pagineETAR - Revista de Ciência ElementarMário PrNessuna valutazione finora
- Questão AulaDocumento4 pagineQuestão AulaVera PereiraNessuna valutazione finora
- Plano de Ensino - Zootecnia - Química Geral e Analítica. 2023.2 JURANDYDocumento1 paginaPlano de Ensino - Zootecnia - Química Geral e Analítica. 2023.2 JURANDYFranklin ElidaNessuna valutazione finora
- Material FBX4000 Analise de Circuitos Eletricos 1bDocumento270 pagineMaterial FBX4000 Analise de Circuitos Eletricos 1bTiago Cofferri EbertsNessuna valutazione finora
- Princípios de Engenharia de Máquinas AgrícolasDocumento559 paginePrincípios de Engenharia de Máquinas AgrícolasJosé RanonNessuna valutazione finora
- Compactação e CBRDocumento3 pagineCompactação e CBRSamuel JhamisonNessuna valutazione finora
- Metalização A VácuoDocumento21 pagineMetalização A VácuoMarcela Santos100% (1)
- Relatório - Corante AzoDocumento10 pagineRelatório - Corante Azotonnyquimica0% (1)
- As Provas Do Enade CompletoDocumento113 pagineAs Provas Do Enade CompletoDorieli Carvalho Pinto100% (1)
- Fispq Task Prof PDFDocumento10 pagineFispq Task Prof PDFPauloOliveira0% (1)
- Segurança Sobre Vasos e CaldeirasDocumento60 pagineSegurança Sobre Vasos e CaldeirasDeuslene Oliveira PaixãoNessuna valutazione finora
- Propriedades Coligativas PPT CompletoDocumento41 paginePropriedades Coligativas PPT CompletoMatheus MachadoNessuna valutazione finora
- Lista de Exercícios Termoquímica (Curso Talles)Documento7 pagineLista de Exercícios Termoquímica (Curso Talles)joaoNessuna valutazione finora
- Conteúdos Objetos de Conhecimento Habilidades BNCCDocumento3 pagineConteúdos Objetos de Conhecimento Habilidades BNCCLeandro MartinsNessuna valutazione finora
- Exercícios QUímicaDocumento19 pagineExercícios QUímicaLuciano JuniorNessuna valutazione finora
- Fisíca AplicadaDocumento3 pagineFisíca AplicadaYuri X KennyNessuna valutazione finora
- Momento Linear e AngularDocumento47 pagineMomento Linear e AngularDaviPatríciaDeAlmeidaNessuna valutazione finora
- Relatório Solução TampãoDocumento11 pagineRelatório Solução TampãoVanessa NovaisNessuna valutazione finora
- Abraão Bragança - A.P. Elementos de MáquinasDocumento4 pagineAbraão Bragança - A.P. Elementos de MáquinasMeira da SilvaNessuna valutazione finora
- IFBA MecFlu - Exercicios Resolvidos TTReynolds EnergiaDocumento5 pagineIFBA MecFlu - Exercicios Resolvidos TTReynolds EnergiaClara OliveiraNessuna valutazione finora