Potrebbero piacerti anche
- Design of Tail LugDocumento34 pagineDesign of Tail LugPrajwal Shetty100% (1)
- Design of Tail LugDocumento34 pagineDesign of Tail LugPrajwal Shetty100% (1)
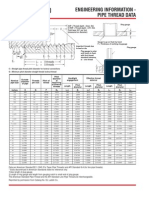
- Pipe Thread DataDocumento1 paginaPipe Thread DataIrudhayarajAnthonySamyNessuna valutazione finora
- Materials Used For PlatesDocumento2 pagineMaterials Used For PlatesnsaravNessuna valutazione finora
- Piping Fundamentals for Beginners: A Guide to Piping Systems, Components, and DesignDocumento29 paginePiping Fundamentals for Beginners: A Guide to Piping Systems, Components, and DesignManoj Pratap SinghNessuna valutazione finora
- Boiler and AuxiliariesDocumento29 pagineBoiler and Auxiliariesnsarav100% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Intermolecular ForcesDocumento4 pagineIntermolecular ForcesAngela Kathlyn SolacitoNessuna valutazione finora
- CAIE Biology A-level Transport in Mammals FlashcardsDocumento77 pagineCAIE Biology A-level Transport in Mammals FlashcardsElisaNessuna valutazione finora
- Interpenetrating Polymer Networks As Innovative Drug Delivery SystemsDocumento13 pagineInterpenetrating Polymer Networks As Innovative Drug Delivery SystemsrubidioplusNessuna valutazione finora
- MontepuezDocumento19 pagineMontepuezJoão José SeveneNessuna valutazione finora
- Causes, Evaluation and Repair of Cracks in Concrete StructuresDocumento22 pagineCauses, Evaluation and Repair of Cracks in Concrete StructuresVikramNessuna valutazione finora
- Audetat Simon 2012Documento20 pagineAudetat Simon 2012Kabir QuinterosNessuna valutazione finora
- 1.1 Engineering MaterialsDocumento64 pagine1.1 Engineering MaterialsBhuwan Sharma ChaliseNessuna valutazione finora
- Laboratory Report Food Sci DoneDocumento10 pagineLaboratory Report Food Sci Doneapi-300102785Nessuna valutazione finora
- Cement Manufacturing ProcessesDocumento56 pagineCement Manufacturing ProcessesKian MoradosNessuna valutazione finora
- Corrosion Control Che 311Documento43 pagineCorrosion Control Che 311Jaison JoseNessuna valutazione finora
- ASTM D2121 Styrene TestDocumento4 pagineASTM D2121 Styrene TestSandip GuhaNessuna valutazione finora
- Surface Preparation and Marking of Metallic Surgical ImplantsDocumento3 pagineSurface Preparation and Marking of Metallic Surgical ImplantsEssam Eldin Metwally AhmedNessuna valutazione finora
- Periodic Table of The ElementsDocumento1 paginaPeriodic Table of The Elementsm_tagliaNessuna valutazione finora
- Synthesis and Charecterization of Alfecrni Four Component High Entropy Alloy by Mechanical AlloyingDocumento5 pagineSynthesis and Charecterization of Alfecrni Four Component High Entropy Alloy by Mechanical Alloyingvsraju2Nessuna valutazione finora
- Production of HClDocumento3 pagineProduction of HClroxetteNessuna valutazione finora
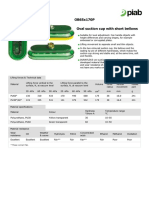
- OB65 X 170 PDocumento2 pagineOB65 X 170 PLeonardo AlexNessuna valutazione finora
- SABIC Ethanolamines RDS Global enDocumento10 pagineSABIC Ethanolamines RDS Global enmohamedmaher4ever2Nessuna valutazione finora
- Compactrol Rev. 02Documento2 pagineCompactrol Rev. 02abdelaziz_ismail685662Nessuna valutazione finora
- Liquid Phase Hydrogenation of Dimethyl Nitrobenzene Over Nickel CatalystsDocumento6 pagineLiquid Phase Hydrogenation of Dimethyl Nitrobenzene Over Nickel CatalystsIJARP PublicationsNessuna valutazione finora
- Alcohol Oxidation NotesDocumento11 pagineAlcohol Oxidation Notesapi-281589298Nessuna valutazione finora
- 2023 CHEM P6 ID TableDocumento2 pagine2023 CHEM P6 ID TableHendry RaoNessuna valutazione finora
- Safety-Foundry 2Documento44 pagineSafety-Foundry 2Muhammad Zun Nooren BangashNessuna valutazione finora
- Chemical EquilibriaDocumento5 pagineChemical Equilibriaroku shinNessuna valutazione finora
- C11 HSC Chemistry Text Book PDFDocumento348 pagineC11 HSC Chemistry Text Book PDFPaathshala Education IT100% (1)
- Solid State Physics CEE PDFDocumento24 pagineSolid State Physics CEE PDFM G Alamgir AonuNessuna valutazione finora
- Antioxidant Function of Phytocannabinoids Molecular Basis of TheirDocumento13 pagineAntioxidant Function of Phytocannabinoids Molecular Basis of TheirLeonardo ArellanoNessuna valutazione finora
- Utilizing Black Liquor as Concrete AdmixtureDocumento8 pagineUtilizing Black Liquor as Concrete AdmixtureMuhammad YunusNessuna valutazione finora
- Scientific Method and Solutions Summative TestDocumento1 paginaScientific Method and Solutions Summative TestMontealegre NhetNessuna valutazione finora
- Arian Velayati - FEB 20221Documento48 pagineArian Velayati - FEB 20221Arian VelayatiNessuna valutazione finora
- 1.1, 1.2, 1.3 Carbohydrates PDFDocumento4 pagine1.1, 1.2, 1.3 Carbohydrates PDFshahbazhu006Nessuna valutazione finora