Potrebbero piacerti anche
- Welding Electrode Selection Table - Piping StudyDocumento1 paginaWelding Electrode Selection Table - Piping StudySujay AsukarNessuna valutazione finora
- 6 MM TCDocumento1 pagina6 MM TCpranesh kadamNessuna valutazione finora
- NB-T 47003.1-2009 钢制焊接常压容器Documento92 pagineNB-T 47003.1-2009 钢制焊接常压容器Yu Chen100% (1)
- Lish No Certificate Po 4008 0111 00 Imn 8000 2019 PDFDocumento1 paginaLish No Certificate Po 4008 0111 00 Imn 8000 2019 PDFliving goodNessuna valutazione finora
- Qualified Welder List According To Asme IxDocumento5 pagineQualified Welder List According To Asme IxAhmad Nabil ElsharkawyNessuna valutazione finora
- BOHLER E71T-1C - 1M 1.2mm F71TA08173Documento1 paginaBOHLER E71T-1C - 1M 1.2mm F71TA08173ALexander HuancahuireNessuna valutazione finora
- Header Plug Seal Weld ProcedureDocumento3 pagineHeader Plug Seal Weld ProcedureMohd Shafuaaz Kassim100% (1)
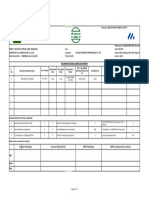
- N0200003 - NEW-F201-0 - Inspection & Test PlanDocumento3 pagineN0200003 - NEW-F201-0 - Inspection & Test PlanAfiq RamliNessuna valutazione finora
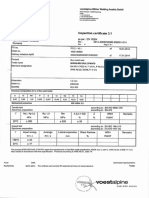
- voestalpine Böhler Welding (China) certificateDocumento1 paginavoestalpine Böhler Welding (China) certificateIvonne Yana EnriquezNessuna valutazione finora
- Kufranja Dam Project Inspection and Test Plan Structural ConcreteDocumento2 pagineKufranja Dam Project Inspection and Test Plan Structural ConcretemohNessuna valutazione finora
- Chemical CompositionDocumento1 paginaChemical CompositionfrusdtNessuna valutazione finora
- NPCIL Tube Fitting SpecificationsDocumento22 pagineNPCIL Tube Fitting Specificationssumant.c.singh1694100% (1)
- BS 2901-1 Specification For Filler RodDocumento11 pagineBS 2901-1 Specification For Filler Rodaidroos1985Nessuna valutazione finora
- Sfa-5.6Documento20 pagineSfa-5.6vannie_yundaNessuna valutazione finora
- Minimum Number of Thermocouples-Local PWHTDocumento5 pagineMinimum Number of Thermocouples-Local PWHTPradip Goswami100% (1)
- Mill Test Reports 19mm 26mmDocumento2 pagineMill Test Reports 19mm 26mmkayshephNessuna valutazione finora
- Brosur Pt. Srirejeki Perdana Steel-1Documento16 pagineBrosur Pt. Srirejeki Perdana Steel-1Agus SofiansyahNessuna valutazione finora
- Hyundai Electrode CATALOG - 7thDocumento134 pagineHyundai Electrode CATALOG - 7tharianaseri100% (1)
- EFR-190719-PQR-01 - Shell Vertical-Horizontal PDFDocumento11 pagineEFR-190719-PQR-01 - Shell Vertical-Horizontal PDFIonut FloricaNessuna valutazione finora
- JTS Series High Speed Bevel Gear Screw Jack, Bevel Gear Driven Screw Jack, Bevel Gearbox Jack, Bevel Screw Jack Travel Speed, Screw Jack Bevel, Jack Screw Bevel Gearbox, Quick Lifting Screw JackDocumento19 pagineJTS Series High Speed Bevel Gear Screw Jack, Bevel Gear Driven Screw Jack, Bevel Gearbox Jack, Bevel Screw Jack Travel Speed, Screw Jack Bevel, Jack Screw Bevel Gearbox, Quick Lifting Screw JackWarren LeeNessuna valutazione finora
- Manufacturing Procedure - Specification RevisiDocumento11 pagineManufacturing Procedure - Specification RevisiRonny Aja100% (1)
- Sandvik 25.22.2.Lmn: (Welding Wire)Documento3 pagineSandvik 25.22.2.Lmn: (Welding Wire)Anonymous w6TIxI0G8lNessuna valutazione finora
- Test Certificate: Zhejiang Huaxia Flow Technology Co.,LtdDocumento1 paginaTest Certificate: Zhejiang Huaxia Flow Technology Co.,LtdjohnjaricocNessuna valutazione finora
- Weld History Sheet-4Documento4 pagineWeld History Sheet-4MITHUNNessuna valutazione finora
- Incoming Material Inspection Report: Date of ReceiptDocumento1 paginaIncoming Material Inspection Report: Date of ReceiptRaj MNessuna valutazione finora
- Sarma Tub Inox Certificat PDFDocumento1 paginaSarma Tub Inox Certificat PDFJacob HarrisNessuna valutazione finora
- Esab Buddy TIG400iDocumento2 pagineEsab Buddy TIG400iJeganeswaranNessuna valutazione finora
- Welding of P91Documento37 pagineWelding of P91Shyam Sundar GayenNessuna valutazione finora
- 10.LPI. Report FormatDocumento1 pagina10.LPI. Report FormatEr Sumant Kumar SinghNessuna valutazione finora
- Welding AISI 4130 PDFDocumento5 pagineWelding AISI 4130 PDFDarioNessuna valutazione finora
- Wps GT 9b Cvn90 Rev 1 PDFDocumento6 pagineWps GT 9b Cvn90 Rev 1 PDFM. Zaki RahmaniNessuna valutazione finora
- DayeDocumento2 pagineDayeJosip JurčićNessuna valutazione finora
- Zhengbang Super Alloy Ltd.: BS EN 10204.3.1/产品质量证明Documento1 paginaZhengbang Super Alloy Ltd.: BS EN 10204.3.1/产品质量证明Sales HBS SolutionsNessuna valutazione finora
- Chemical and Mechanical PropertiesDocumento5 pagineChemical and Mechanical PropertiesAristotle MedinaNessuna valutazione finora
- Cswip 3.1Documento2 pagineCswip 3.1Anna PariniNessuna valutazione finora
- Certificate of Origin Form F For China-Chile FTADocumento2 pagineCertificate of Origin Form F For China-Chile FTAinspectormetNessuna valutazione finora
- C0M-07 FRP Tank-VesselDocumento2 pagineC0M-07 FRP Tank-VesselHong Trung DuongNessuna valutazione finora
- Product Information: Inspection Certificate No. 161723Documento1 paginaProduct Information: Inspection Certificate No. 161723nwoforNessuna valutazione finora
- GTL WPSDocumento6 pagineGTL WPSYoucef ChorfaNessuna valutazione finora
- Er 100 S 1Documento1 paginaEr 100 S 1Oliver Quezada Inostroza100% (1)
- ISO 9001, ISO 14001 & OHSAS 18001 Certified Product Data SheetDocumento3 pagineISO 9001, ISO 14001 & OHSAS 18001 Certified Product Data SheetHendri Dwi cahyonoNessuna valutazione finora
- Repair Procedure For Super Heater Coil TubesDocumento2 pagineRepair Procedure For Super Heater Coil Tubesbehzad mohammadiNessuna valutazione finora
- Welding Procedure Specification For Storage Tank & Piping SystemDocumento3 pagineWelding Procedure Specification For Storage Tank & Piping SystemAhmad MohammadNessuna valutazione finora
- Wps Sp14 Reva PDFDocumento9 pagineWps Sp14 Reva PDFravi00098Nessuna valutazione finora
- Wps For Aluminium WeldingDocumento8 pagineWps For Aluminium WeldingMohammed MusaNessuna valutazione finora
- 0901b80380959cc7 PDFDocumento2 pagine0901b80380959cc7 PDFBonaventure NzeyimanaNessuna valutazione finora
- JIS G3452 PipeDocumento0 pagineJIS G3452 PipefaridyeniNessuna valutazione finora
- Welding Inspection Report for Pertamina PadalarangDocumento1 paginaWelding Inspection Report for Pertamina PadalarangabdiNessuna valutazione finora
- 240-77196678 - Heat Treatment of Welded Components Standard (Rev 1)Documento15 pagine240-77196678 - Heat Treatment of Welded Components Standard (Rev 1)Amna AmjadNessuna valutazione finora
- WPS for FCAW of steel pipe and fittingsDocumento9 pagineWPS for FCAW of steel pipe and fittingsCesar ArellanoNessuna valutazione finora
- QCF312 WPQRDocumento2 pagineQCF312 WPQRminhnnNessuna valutazione finora
- SPINDO Catalogue New PDFDocumento56 pagineSPINDO Catalogue New PDFTitus Deus PrizfelixNessuna valutazione finora
- Welding Procedure Specification: WPS For Overlay and Repair OF Martenzetic SS (GTAW +SMAW)Documento1 paginaWelding Procedure Specification: WPS For Overlay and Repair OF Martenzetic SS (GTAW +SMAW)Lipika GayenNessuna valutazione finora
- STS EDAC WELD REPAIR PROCEDUREDocumento51 pagineSTS EDAC WELD REPAIR PROCEDUREmohd as shahiddin jafriNessuna valutazione finora
- Astm A335 p91 PipeDocumento1 paginaAstm A335 p91 PipeBhagwati SteelageNessuna valutazione finora
- List of Stainless Steel and Nickel Alloy Welding ElectrodesDocumento3 pagineList of Stainless Steel and Nickel Alloy Welding ElectrodesFernando RomeroNessuna valutazione finora
- 16 - SGU - RT - ASME - 16 - Radiographic - REV - 00Documento53 pagine16 - SGU - RT - ASME - 16 - Radiographic - REV - 00pankrasius herbudiNessuna valutazione finora
- Method Statement For Fabrication and Installation of Pipe SupportsDocumento21 pagineMethod Statement For Fabrication and Installation of Pipe SupportsĐinh Văn KiênNessuna valutazione finora
- Guidelines For Inspection of Hull Welds, 2017Documento114 pagineGuidelines For Inspection of Hull Welds, 2017J.H LeeNessuna valutazione finora
- Welding Inspection ProcedureDocumento7 pagineWelding Inspection ProcedureAlexandros KritsotakisNessuna valutazione finora
- Welding Standards PDFDocumento30 pagineWelding Standards PDFAnant AjithkumarNessuna valutazione finora
- 21 Hofmann Winder Components Brochure A4Documento2 pagine21 Hofmann Winder Components Brochure A4Jorge VillalobosNessuna valutazione finora
- Adding and Altering: Surface FinishingDocumento11 pagineAdding and Altering: Surface FinishingVijay Raj PuniaNessuna valutazione finora
- Cold Rolled Steel Sheet For Drawing and FormingDocumento3 pagineCold Rolled Steel Sheet For Drawing and FormingAnonymous NRlowQUcnNessuna valutazione finora
- BlisterDocumento7 pagineBlisterbharatsharmamechNessuna valutazione finora
- Current Refractory Technology and Practices in The Steel IndustryDocumento25 pagineCurrent Refractory Technology and Practices in The Steel IndustrySebastian SolanoNessuna valutazione finora
- Packaging of CosmeticsDocumento5 paginePackaging of CosmeticsNaresh LalwaniNessuna valutazione finora
- Poster Weldingpositions enDocumento1 paginaPoster Weldingpositions endpit1Nessuna valutazione finora
- Ribbon Anodes Water 00Documento2 pagineRibbon Anodes Water 00Soltani AliNessuna valutazione finora
- Dow Corning Moldmaking SiliconesDocumento8 pagineDow Corning Moldmaking Siliconesdougeatfresh100% (1)
- EpdmBINDER 1K Technical Data SheetDocumento2 pagineEpdmBINDER 1K Technical Data Sheetrecep kablanNessuna valutazione finora
- Preguntas API 570Documento177 paginePreguntas API 570David OrtegaNessuna valutazione finora
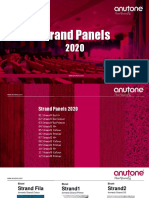
- Strand Panels 2020Documento38 pagineStrand Panels 2020Pragrup DesignNessuna valutazione finora
- MOM Gasket Replacement For DS of Bypass PSV 35-PSV-715-1Documento1 paginaMOM Gasket Replacement For DS of Bypass PSV 35-PSV-715-1Bagus SigitNessuna valutazione finora
- Packing ListDocumento3 paginePacking Listzulu80Nessuna valutazione finora
- 01-M101 Iss 4 (ASME V - Electromagnetic, (Colour Contrast) )Documento3 pagine01-M101 Iss 4 (ASME V - Electromagnetic, (Colour Contrast) )DeepakNessuna valutazione finora
- D.A.V Public School: Hudco BhilaiDocumento12 pagineD.A.V Public School: Hudco BhilaiAbhinandan raiNessuna valutazione finora
- Extractive Metallurgy of CopperDocumento12 pagineExtractive Metallurgy of CopperBORUTO ANIMEZONENessuna valutazione finora
- Is 2062 2011 Hot Rolled Medium and High Tensile Structural SteelDocumento14 pagineIs 2062 2011 Hot Rolled Medium and High Tensile Structural SteelNarendra VermaNessuna valutazione finora
- 14HF, 410HF: Oil-Based Fluorescent Magnetic InksDocumento3 pagine14HF, 410HF: Oil-Based Fluorescent Magnetic InksaravindanNessuna valutazione finora
- ME2022 Manufacturing Engineering IDocumento4 pagineME2022 Manufacturing Engineering IAmal SenevirathneNessuna valutazione finora
- MCQ in Machine Design and Shop Practice Part 16 ME Board ExamDocumento17 pagineMCQ in Machine Design and Shop Practice Part 16 ME Board Examtagne simo rodrigueNessuna valutazione finora
- DOWSIL™ 71 Additive: Features & BenefitsDocumento4 pagineDOWSIL™ 71 Additive: Features & BenefitsZhan FangNessuna valutazione finora
- Railrod: Data SheetDocumento1 paginaRailrod: Data Sheetmohamed AdelNessuna valutazione finora
- Paint Volume SolidsDocumento7 paginePaint Volume SolidsjasminneeNessuna valutazione finora
- Hot Dip Galvanized SheetDocumento5 pagineHot Dip Galvanized SheetBrian KnightNessuna valutazione finora
- An Introduction To MonoprintingDocumento4 pagineAn Introduction To MonoprintingLKMs HUBNessuna valutazione finora
- 001 WPS Cntim 2023Documento10 pagine001 WPS Cntim 2023shangyuan1079163.comNessuna valutazione finora
- JPegd GR 11 Answer Book (2016)Documento169 pagineJPegd GR 11 Answer Book (2016)Gugulethu80% (25)
- Burning Bar Oxylance ManualDocumento12 pagineBurning Bar Oxylance ManualBrayanNessuna valutazione finora