Potrebbero piacerti anche
- Correct Pump InstallationDocumento6 pagineCorrect Pump InstallationEry GatotNessuna valutazione finora
- Failure Mode and Effects Analysis1Documento6 pagineFailure Mode and Effects Analysis1VLASTARNessuna valutazione finora
- Vibration in Pumps PDFDocumento5 pagineVibration in Pumps PDFonspsnonsNessuna valutazione finora
- Lineshaft and Submersible Turbine PumpsDocumento16 pagineLineshaft and Submersible Turbine PumpsRheoserveNessuna valutazione finora
- API Vertical FlowayDocumento8 pagineAPI Vertical FlowayRaja RamachandranNessuna valutazione finora
- Rotating Face Mechanical SealsDocumento3 pagineRotating Face Mechanical SealsSufi Lord NewNessuna valutazione finora
- SPM Training2Documento33 pagineSPM Training2Sat100% (1)
- Vertical Pump Ranges: Sulzer PumpsDocumento4 pagineVertical Pump Ranges: Sulzer Pumpsjhonny_restrepo001Nessuna valutazione finora
- Agitadores PlentyDocumento16 pagineAgitadores Plentyrolando tapiaNessuna valutazione finora
- API 610 Pump Models of Key Global OEMsDocumento1 paginaAPI 610 Pump Models of Key Global OEMsshafeeqm3086Nessuna valutazione finora
- Ondition Onitoring: P - H N.SDocumento39 pagineOndition Onitoring: P - H N.Sकृष्णकुमार दत्तात्रेय जोशीNessuna valutazione finora
- PumpsDocumento24 paginePumpsDeva RajNessuna valutazione finora
- Turbogenerator Vibration Analysis and Maintenance ReportDocumento16 pagineTurbogenerator Vibration Analysis and Maintenance ReportNestor Lopez100% (1)
- Everflow Turbine Leaflet 1Documento2 pagineEverflow Turbine Leaflet 1Bidyapati BiswalNessuna valutazione finora
- Hyundai vertical mixed/axial flow pumpsDocumento12 pagineHyundai vertical mixed/axial flow pumpsdkspplNessuna valutazione finora
- Pumps OnboardDocumento31 paginePumps OnboardTamal MukherjeeNessuna valutazione finora
- Tubular Casing Pumps by KSBDocumento16 pagineTubular Casing Pumps by KSBGogy0% (1)
- Guidelines For Maintaining Motor Efficiency During RebuildingDocumento4 pagineGuidelines For Maintaining Motor Efficiency During Rebuildingagnostic07Nessuna valutazione finora
- Horizontal & SuHorizontal & Sump Pumpmp PumpsDocumento105 pagineHorizontal & SuHorizontal & Sump Pumpmp PumpsAnonymous dHLFEZuhBa50% (2)
- Fluid Dynamics: Positive Displacement PumpDocumento25 pagineFluid Dynamics: Positive Displacement PumpjantskieNessuna valutazione finora
- Schroedahl ArvDocumento19 pagineSchroedahl ArvfadzilharmanNessuna valutazione finora
- Field Application Note: Reverse Dial Indicator Alignment RdiaDocumento7 pagineField Application Note: Reverse Dial Indicator Alignment RdiaYasir BhattiNessuna valutazione finora
- Illustration and Analysis of Seal Face Damage PatternsDocumento12 pagineIllustration and Analysis of Seal Face Damage PatternsЭдуардс КеистерсNessuna valutazione finora
- Pump Repair and Restoration GuidelinesDocumento3 paginePump Repair and Restoration GuidelinescuprotecNessuna valutazione finora
- 30 - 200 Amarillo Gear Repair Manual PDFDocumento32 pagine30 - 200 Amarillo Gear Repair Manual PDFCesar Fabián Padilla GarzónNessuna valutazione finora
- RotordamageDueToElectromagneticShaftCurrentsDocumento13 pagineRotordamageDueToElectromagneticShaftCurrentsJose PradoNessuna valutazione finora
- Magnetic Drive Pumps Product GuideDocumento32 pagineMagnetic Drive Pumps Product GuideJean-francois RosierNessuna valutazione finora
- Coupling PDFDocumento68 pagineCoupling PDFmmkattaNessuna valutazione finora
- Fitting InstructionDocumento6 pagineFitting InstructionAan Sarkasi AmdNessuna valutazione finora
- EagleBurgmann ESPU6 Circulation Pump enDocumento2 pagineEagleBurgmann ESPU6 Circulation Pump enserdarNessuna valutazione finora
- AzemerawDocumento19 pagineAzemerawHabtamu NemeraNessuna valutazione finora
- Single-Stage Steam TurbinesDocumento8 pagineSingle-Stage Steam Turbinesfouzi gherNessuna valutazione finora
- Windows-1256 Mechanical Seals For ABS Pumps en PDFDocumento4 pagineWindows-1256 Mechanical Seals For ABS Pumps en PDFaminjolesNessuna valutazione finora
- BBC Last Stage Blades DesignDocumento12 pagineBBC Last Stage Blades Designantoniomambro100% (1)
- Syn Gas Compressor Oil Tank ExplosionDocumento6 pagineSyn Gas Compressor Oil Tank Explosionarunanshu palNessuna valutazione finora
- Bomba CPKDocumento20 pagineBomba CPKPatricio Andres Silva SanzanaNessuna valutazione finora
- Mechanical Gland Packings, Fluid Sealants, Jointing Gasket Sheets & Insulation TextilesDocumento8 pagineMechanical Gland Packings, Fluid Sealants, Jointing Gasket Sheets & Insulation Textileser_sanjaypatelNessuna valutazione finora
- OHH OHHL E00697 (Pump Zulzer)Documento6 pagineOHH OHHL E00697 (Pump Zulzer)Jose Sosa CojNessuna valutazione finora
- Z22 DoubleSuctionAxiallysplitSingleStageCentrifugalPump60HzUS E10118 USDocumento2 pagineZ22 DoubleSuctionAxiallysplitSingleStageCentrifugalPump60HzUS E10118 USediNessuna valutazione finora
- Pumps CentrifugalDocumento44 paginePumps CentrifugalEhab Abowarda100% (1)
- Motor Repair GuideDocumento4 pagineMotor Repair GuideFauzi SaputraNessuna valutazione finora
- Company Profile (ACE VALVE)Documento20 pagineCompany Profile (ACE VALVE)DDFSFNessuna valutazione finora
- Sulzer Vertical Pump TroubleshootingDocumento20 pagineSulzer Vertical Pump TroubleshootingNguyễn Thanh SơnNessuna valutazione finora
- BB1Documento8 pagineBB1Roozbeh PNessuna valutazione finora
- MC PLB High Pressure Stage Casing Pump BrochureDocumento8 pagineMC PLB High Pressure Stage Casing Pump BrochureKheir-eddine BenchouchaNessuna valutazione finora
- Reading A Pump Curve: Pump Name and SpeedDocumento4 pagineReading A Pump Curve: Pump Name and SpeedganeshanNessuna valutazione finora
- Centrifugal Pump TestDocumento2 pagineCentrifugal Pump TestAlejandro RojasNessuna valutazione finora
- Durco Mark 3: ASME (ANSI) Chemical Process PumpsDocumento36 pagineDurco Mark 3: ASME (ANSI) Chemical Process PumpsMohd Danial HNessuna valutazione finora
- PumpsDocumento19 paginePumpsIon_Riswan100% (1)
- Coupling Failure AnalysisDocumento54 pagineCoupling Failure AnalysisVolety_Sarma_1703Nessuna valutazione finora
- Screw Pump HC 232 - 80/2 / N: 1.0 Project DataDocumento1 paginaScrew Pump HC 232 - 80/2 / N: 1.0 Project DataBenicio Joaquín Ferrero BrebesNessuna valutazione finora
- P178Documento9 pagineP178keepmoshingNessuna valutazione finora
- Pumps definition guideDocumento45 paginePumps definition guideAbdallahNessuna valutazione finora
- Onsite Balancing and Analysis: ShaftsDocumento3 pagineOnsite Balancing and Analysis: ShaftsAmmarNessuna valutazione finora
- Why Centrifugal Pumps Can Overload MotorsDocumento4 pagineWhy Centrifugal Pumps Can Overload MotorsKamal UddinNessuna valutazione finora
- Cavitation and PUmp NPSHRDocumento39 pagineCavitation and PUmp NPSHRRaheel Sultan100% (1)
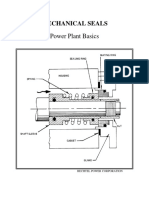
- Mechanical Seals: Power Plant BasicsDocumento26 pagineMechanical Seals: Power Plant BasicsService Port100% (1)
- Protech Bearing Isolator Seal TheoryDocumento8 pagineProtech Bearing Isolator Seal TheorySanjoy Kr. DeyNessuna valutazione finora
- 25 Ways To Break A PumpDocumento6 pagine25 Ways To Break A PumpUdhayakumar VenkataramanNessuna valutazione finora
- Fuel Pumps: Operation, Diagnosis, & RepairDocumento3 pagineFuel Pumps: Operation, Diagnosis, & RepairVinoth KumarNessuna valutazione finora
- Finite Element Analysis Applications in Failure Analysis Case StudiesDocumento18 pagineFinite Element Analysis Applications in Failure Analysis Case Studiesamericana91Nessuna valutazione finora
- Effect of Small Amount of H2S On The Corrosion BehaviorDocumento43 pagineEffect of Small Amount of H2S On The Corrosion BehaviorRagerishcire KanaalaqNessuna valutazione finora
- Dissimilar Metal Welding of 316 Stainless and 718 Nickel AlloysDocumento9 pagineDissimilar Metal Welding of 316 Stainless and 718 Nickel AlloysRagerishcire Kanaalaq100% (1)
- Inconel Alloy 625Documento18 pagineInconel Alloy 625Gustavo Palacios100% (1)
- Flow Accelerated Corrosion FormsDocumento13 pagineFlow Accelerated Corrosion FormsRagerishcire KanaalaqNessuna valutazione finora
- Potensi Ekstrak Andaliman Zanthoxylum DCDocumento22 paginePotensi Ekstrak Andaliman Zanthoxylum DCRagerishcire KanaalaqNessuna valutazione finora
- Investigation of Carbon Dioxide CorrosionDocumento9 pagineInvestigation of Carbon Dioxide CorrosionRagerishcire KanaalaqNessuna valutazione finora
- Corrosion Problems During Oil and Gas Production and Its MitigationDocumento15 pagineCorrosion Problems During Oil and Gas Production and Its MitigationjesiNessuna valutazione finora
- Corrosion Detection in Welds and Heat-Affected Zones Using Ultrasonic Lamb WavesDocumento8 pagineCorrosion Detection in Welds and Heat-Affected Zones Using Ultrasonic Lamb WavesRagerishcire KanaalaqNessuna valutazione finora
- Anise Extract As Green Corrosion Inhibitor Forcarbon Steel in Hydrochloric Acid Solutions PDFDocumento19 pagineAnise Extract As Green Corrosion Inhibitor Forcarbon Steel in Hydrochloric Acid Solutions PDFRagerishcire KanaalaqNessuna valutazione finora
- Investigation of Carbon Dioxide CorrosionDocumento9 pagineInvestigation of Carbon Dioxide CorrosionRagerishcire KanaalaqNessuna valutazione finora
- Making SoftwareDocumento54 pagineMaking SoftwareM Ramdhan FebrianNessuna valutazione finora
- Corrosion Failure Analysis of L485 Natural Gas Pipeline in CO2 EnvironmentDocumento7 pagineCorrosion Failure Analysis of L485 Natural Gas Pipeline in CO2 EnvironmentRagerishcire KanaalaqNessuna valutazione finora
- Guidelines For Prediction of CO2 Corrosion in Oil and Gas Production SystemsDocumento19 pagineGuidelines For Prediction of CO2 Corrosion in Oil and Gas Production Systems4sentieriNessuna valutazione finora
- Use Extracted Green InhibitorsDocumento7 pagineUse Extracted Green InhibitorsRagerishcire KanaalaqNessuna valutazione finora
- Analysis of A Corrosion Under Insulation Failure in A CarbonDocumento8 pagineAnalysis of A Corrosion Under Insulation Failure in A CarbonRagerishcire KanaalaqNessuna valutazione finora
- FatigueDocumento18 pagineFatigueykhamidi3889Nessuna valutazione finora
- Modelling of Pitting Corrosion in Marine and Offshore SteelDocumento24 pagineModelling of Pitting Corrosion in Marine and Offshore SteelRagerishcire KanaalaqNessuna valutazione finora
- SCG International Internship ProgramDocumento2 pagineSCG International Internship ProgramRagerishcire KanaalaqNessuna valutazione finora
- Thermal Fatigue Due To Statification in PipingDocumento16 pagineThermal Fatigue Due To Statification in PipinghamadaniNessuna valutazione finora
- Work Volume ofDocumento2.706 pagineWork Volume ofRagerishcire KanaalaqNessuna valutazione finora
- Attachment 7 - Acoustic Vs Turbulence Induced Piping FatigueDocumento13 pagineAttachment 7 - Acoustic Vs Turbulence Induced Piping FatigueSharat ChandraNessuna valutazione finora
- Piping Volume of Work PDFDocumento13 paginePiping Volume of Work PDFRagerishcire KanaalaqNessuna valutazione finora
- Hed-Dps-Brief-Web Version PDFDocumento3 pagineHed-Dps-Brief-Web Version PDFRagerishcire KanaalaqNessuna valutazione finora
- University of Akron Corrosion Engineering ProgramDocumento1 paginaUniversity of Akron Corrosion Engineering ProgramRagerishcire KanaalaqNessuna valutazione finora
- How To Format Your Hard DriveDocumento2 pagineHow To Format Your Hard DriveRagerishcire KanaalaqNessuna valutazione finora
- Doing Business in IndonesiaDocumento20 pagineDoing Business in IndonesiaRagerishcire KanaalaqNessuna valutazione finora
- Why The US Wants WarDocumento16 pagineWhy The US Wants WarRagerishcire KanaalaqNessuna valutazione finora
- EOS 2016 - Schedule Flyer 18 April 2016Documento2 pagineEOS 2016 - Schedule Flyer 18 April 2016Ragerishcire KanaalaqNessuna valutazione finora
- Magic by David CopperfieldDocumento12 pagineMagic by David CopperfieldRagerishcire KanaalaqNessuna valutazione finora
- Versys Parts Catalogue (UK)Documento111 pagineVersys Parts Catalogue (UK)BaronBaz001Nessuna valutazione finora
- Simucube 2 Quick Release GuideDocumento7 pagineSimucube 2 Quick Release Guideemyrs12Nessuna valutazione finora
- Developing Recycled PET Fiber for Concrete ReinforcementDocumento8 pagineDeveloping Recycled PET Fiber for Concrete ReinforcementJunaid Ahmad100% (1)
- 2022 Manufacture AnswerDocumento8 pagine2022 Manufacture AnswerChampika V SamarasighaNessuna valutazione finora
- 2 Interference in Spur GearsDocumento2 pagine2 Interference in Spur Gearschris100% (1)
- ZXONE Quick Installation Guide - V1.0Documento56 pagineZXONE Quick Installation Guide - V1.0kmad100% (2)
- AS1895/7 E-FLEX Sealing Solutions: Part Number AS1895/7 Reference Duct Size Seal DimensionsDocumento1 paginaAS1895/7 E-FLEX Sealing Solutions: Part Number AS1895/7 Reference Duct Size Seal DimensionsAlex Zambrana RodríguezNessuna valutazione finora
- GRI 20RS-12-B Data SheetDocumento6 pagineGRI 20RS-12-B Data SheetJMAC SupplyNessuna valutazione finora
- Course OutlineDocumento14 pagineCourse OutlineTony SparkNessuna valutazione finora
- A Study of The Spectral Properties of Rhodamine (6G&B) Dyes Mixture Dissolved in ChloroformDocumento14 pagineA Study of The Spectral Properties of Rhodamine (6G&B) Dyes Mixture Dissolved in ChloroformNoureddine BarkaNessuna valutazione finora
- BS 1400 - 1973Documento38 pagineBS 1400 - 1973Metal dept100% (1)
- Online Institute Reporting Slip of The Application Number - 200310422837 PDFDocumento1 paginaOnline Institute Reporting Slip of The Application Number - 200310422837 PDFRohith RohanNessuna valutazione finora
- Government Engineering College Surveying Lab ManualDocumento26 pagineGovernment Engineering College Surveying Lab ManualNittin BhagatNessuna valutazione finora
- For Steel Cage Lapping by Using U-ClipDocumento4 pagineFor Steel Cage Lapping by Using U-Cliptin aungtunNessuna valutazione finora
- Partlist Smsport 110RDocumento74 paginePartlist Smsport 110RThai YunNessuna valutazione finora
- Network What To ReadDocumento2 pagineNetwork What To ReadTauseef AhmadNessuna valutazione finora
- Asme B36.10M-2018Documento36 pagineAsme B36.10M-2018امينNessuna valutazione finora
- Reinforced ConcreteDocumento13 pagineReinforced ConcreteRenukadevi Rpt17% (18)
- 1855OME - Instruction Manual - Kinney Oil Mist EliminatorsDocumento15 pagine1855OME - Instruction Manual - Kinney Oil Mist EliminatorsahmedNessuna valutazione finora
- Parts List 09 636 02 02: AC Brake Motors BMG05-BMG1 Additional List: BrakeDocumento2 pagineParts List 09 636 02 02: AC Brake Motors BMG05-BMG1 Additional List: Brakeali morisyNessuna valutazione finora
- 83 - Detection of Bearing Fault Using Vibration Analysis and Controlling The VibrationsDocumento12 pagine83 - Detection of Bearing Fault Using Vibration Analysis and Controlling The VibrationsmaulikgadaraNessuna valutazione finora
- Lab Sheet - Infiltration TestDocumento8 pagineLab Sheet - Infiltration TestDINAMARIANASAMUJI0% (1)
- Power Transmission, Distribution and Utilization: Lecture# 13 &14: Underground CablesDocumento29 paginePower Transmission, Distribution and Utilization: Lecture# 13 &14: Underground CablesPhD EENessuna valutazione finora
- LUCY SwitchgearDocumento8 pagineLUCY SwitchgearHillary McgowanNessuna valutazione finora
- Bottom Ash HopperDocumento8 pagineBottom Ash HopperBhargav ChaudhariNessuna valutazione finora
- ETN2A ElectromechanicsDocumento64 pagineETN2A ElectromechanicsEinstein's VanderbijlparkNessuna valutazione finora
- ApaveMare Training 2013Documento41 pagineApaveMare Training 2013fbarakaNessuna valutazione finora
- Grounding and JumperingDocumento16 pagineGrounding and Jumperingferreiramarco56Nessuna valutazione finora
- JDA SCE Standard Release NotesDocumento3 pagineJDA SCE Standard Release Notesgolcha_edu532Nessuna valutazione finora
- Master Opp GaveDocumento84 pagineMaster Opp GaveRizki Al AyyubiNessuna valutazione finora