Potrebbero piacerti anche
- Dow Chemicals. Review of AminesDocumento48 pagineDow Chemicals. Review of AminesEloy SanzNessuna valutazione finora
- Cyanogenic Glycosides in Bitter Apricot KernelsDocumento8 pagineCyanogenic Glycosides in Bitter Apricot KernelsMacarthur B. MonsantoNessuna valutazione finora
- Black UreaDocumento20 pagineBlack UreaMacarthur B. Monsanto0% (1)
- DynamicSimulation CIP - CIL ProcessDocumento13 pagineDynamicSimulation CIP - CIL ProcessMacarthur B. MonsantoNessuna valutazione finora
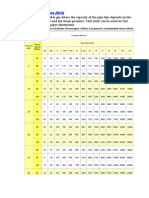
- Sizing Steam Pipes & Steam VelocitiesDocumento3 pagineSizing Steam Pipes & Steam VelocitiesMacarthur B. MonsantoNessuna valutazione finora
- SO2 ControlDocumento5 pagineSO2 ControlMacarthur B. MonsantoNessuna valutazione finora
- Method of Re Refining Used Lubricating Oil & Salt Bath RefiningDocumento35 pagineMethod of Re Refining Used Lubricating Oil & Salt Bath RefiningMacarthur B. MonsantoNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- BR Series H PDFDocumento123 pagineBR Series H PDFAvhishek Rajan GuptaNessuna valutazione finora
- Gearbox Ix55Documento73 pagineGearbox Ix55Amirhosein TvkNessuna valutazione finora
- Eaton PTO Information Guide TRIG2600 EN-USDocumento76 pagineEaton PTO Information Guide TRIG2600 EN-USjairojorquera02Nessuna valutazione finora
- GEAR BOX Service ManualDocumento66 pagineGEAR BOX Service ManualJon Mo86% (7)
- ASD 14 Service & Installation ManualDocumento210 pagineASD 14 Service & Installation ManualMarianoBonetFeo78% (9)
- Dozer PPT (2) .PPT New - PPT 2011Documento79 pagineDozer PPT (2) .PPT New - PPT 2011Fayisaa Lamessa100% (1)
- Mitsubishi Colt Front AxleDocumento4 pagineMitsubishi Colt Front AxleAlexTocuNessuna valutazione finora
- MercedesBenz CLK55 AMG W208 M113-EngineSpecificationsDocumento159 pagineMercedesBenz CLK55 AMG W208 M113-EngineSpecificationsrodolfodiaz100% (1)
- 3-Speed Shift Sequence: Simpson GeartrainDocumento28 pagine3-Speed Shift Sequence: Simpson GeartrainsamsunglebNessuna valutazione finora
- Design Project 11Documento38 pagineDesign Project 11Hemanth VeeraNessuna valutazione finora
- Service Manual: ZL15 Series Power-Shift TransmissionDocumento38 pagineService Manual: ZL15 Series Power-Shift TransmissionFAOUZI100% (2)
- ClutchDocumento52 pagineClutchRavi ChandraNessuna valutazione finora
- Spare Parts Bulletin - 2023-1-17Documento32 pagineSpare Parts Bulletin - 2023-1-17RS BANessuna valutazione finora
- Chapter 1 (Introduction To Servicing Heavy-Duty Trucks) 1Documento16 pagineChapter 1 (Introduction To Servicing Heavy-Duty Trucks) 1ZIBA KHADIBINessuna valutazione finora
- Instalar Bomba 430DDocumento5 pagineInstalar Bomba 430Drjan7peNessuna valutazione finora
- Validation of Electrified Powertrains by Florian KlueckDocumento27 pagineValidation of Electrified Powertrains by Florian KlueckAk47Nessuna valutazione finora
- E61 Technical Manual 2005Documento72 pagineE61 Technical Manual 2005mmitev80% (5)
- Piaggio Mp3 400 I.E Service Station Manual-7Documento20 paginePiaggio Mp3 400 I.E Service Station Manual-7H. KeithNessuna valutazione finora
- L-Series Installation MaintenanceDocumento61 pagineL-Series Installation MaintenanceCraig PretoriusNessuna valutazione finora
- Service Parts List: R33425-5 4266886 Tamrock TransmissionDocumento46 pagineService Parts List: R33425-5 4266886 Tamrock TransmissionXG W100% (1)
- 2.0 Gear Box ConvertorDocumento80 pagine2.0 Gear Box ConvertorSergeyNessuna valutazione finora
- CL-7000 (#144126) Parts List PDFDocumento3 pagineCL-7000 (#144126) Parts List PDFRavi ShankarNessuna valutazione finora
- EAT206 Design - Methods.applications Week 14Documento48 pagineEAT206 Design - Methods.applications Week 14Ahmed SaleemNessuna valutazione finora
- Echo PPT260 Parts ManualDocumento44 pagineEcho PPT260 Parts ManualTim MckennaNessuna valutazione finora
- 700cc (LT-700XK5 AP41A 2005) Suzuki ATV Parts ListDocumento69 pagine700cc (LT-700XK5 AP41A 2005) Suzuki ATV Parts ListMarkNessuna valutazione finora
- Pre 2016 FortunerDocumento1 paginaPre 2016 FortunerTagulKanotsNessuna valutazione finora
- Piese CizmaDocumento56 paginePiese CizmaVictor AdamitaNessuna valutazione finora
- Tests AdjustmentsDocumento13 pagineTests AdjustmentstrialnaqueraNessuna valutazione finora
- Kia Sportage: Cylinder Block: Components and Components LocationDocumento4 pagineKia Sportage: Cylinder Block: Components and Components LocationJorge PérezNessuna valutazione finora
- Chainless BycycleDocumento14 pagineChainless BycycleABHISHEK CHOUDHARINessuna valutazione finora