Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- General Knowledge Quiz From ChinmayaDocumento1 paginaGeneral Knowledge Quiz From Chinmayaclickamar1Nessuna valutazione finora
- Pistonless Pump For CEVDocumento9 paginePistonless Pump For CEVHimanshu ShuklaNessuna valutazione finora
- Hydrogen IceDocumento30 pagineHydrogen Icealokkumarswain078Nessuna valutazione finora
- 6th Central Pay Commission Salary CalculatorDocumento15 pagine6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 2008 Mech PDFDocumento82 pagine2008 Mech PDFmotuandgoluNessuna valutazione finora
- Basic MechanicalDocumento318 pagineBasic Mechanicalalokkumarswain07863% (8)
- Hydrogen IceDocumento30 pagineHydrogen Icealokkumarswain078Nessuna valutazione finora
- Gendral Studies 2010Documento34 pagineGendral Studies 2010alokkumarswain078Nessuna valutazione finora
- Hho EngineDocumento90 pagineHho EngineShakti Prasad100% (2)
- P B AH E I: Rospects For Uilding Ydrogen Nergy Nfrastructure Joan M. OgdenDocumento17 pagineP B AH E I: Rospects For Uilding Ydrogen Nergy Nfrastructure Joan M. OgdenSushanta PradhanNessuna valutazione finora
- Hydrogen Fueled VehicleDocumento28 pagineHydrogen Fueled VehicleHamid ArizNessuna valutazione finora
- Hybrid VehicleDocumento40 pagineHybrid Vehiclealokkumarswain078Nessuna valutazione finora
- Harnessing Hydrogen For Power: Hydrogen CarsDocumento18 pagineHarnessing Hydrogen For Power: Hydrogen CarsDixi ModiNessuna valutazione finora
- Hydrogen Vehicle: "Changes Will Never Change", If That Change For Our Need Then We Can Accept ThoseDocumento20 pagineHydrogen Vehicle: "Changes Will Never Change", If That Change For Our Need Then We Can Accept ThoseveeruhoneyNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The "5 Minute Personality Test"Documento2 pagineThe "5 Minute Personality Test"Mary Charlin BendañaNessuna valutazione finora
- Ganzon Vs CADocumento3 pagineGanzon Vs CARaymond RoqueNessuna valutazione finora
- Internal Credit Risk Rating Model by Badar-E-MunirDocumento53 pagineInternal Credit Risk Rating Model by Badar-E-Munirsimone333Nessuna valutazione finora
- Class 11 English Snapshots Chapter 1Documento2 pagineClass 11 English Snapshots Chapter 1Harsh彡Eagle彡Nessuna valutazione finora
- ReportDocumento7 pagineReportapi-482961632Nessuna valutazione finora
- Emotion and Decision Making: FurtherDocumento28 pagineEmotion and Decision Making: FurtherUMAMA UZAIR MIRZANessuna valutazione finora
- Automatic Night LampDocumento22 pagineAutomatic Night LampAryan SheoranNessuna valutazione finora
- Expansion Analysis of Offshore PipelineDocumento25 pagineExpansion Analysis of Offshore PipelineSAUGAT DUTTANessuna valutazione finora
- Lesson Plan 3Documento6 pagineLesson Plan 3api-370683519Nessuna valutazione finora
- GUIA REPASO 8° BÁSICO INGLÉS (Unidades 1-2)Documento4 pagineGUIA REPASO 8° BÁSICO INGLÉS (Unidades 1-2)Anonymous lBA5lD100% (1)
- Net Ionic EquationsDocumento8 pagineNet Ionic EquationsCarl Agape DavisNessuna valutazione finora
- Sta. Ignacia High School: Philosophy 101Documento1 paginaSta. Ignacia High School: Philosophy 101Mira VeranoNessuna valutazione finora
- Social Marketing PlanDocumento25 pagineSocial Marketing PlanChristophorus HariyadiNessuna valutazione finora
- Absolute TowersDocumento11 pagineAbsolute TowersSandi Harlan100% (1)
- Great Mobile Application Requirement Document: 7 Steps To Write ADocumento11 pagineGreat Mobile Application Requirement Document: 7 Steps To Write AgpchariNessuna valutazione finora
- Indian Archaeology 1967 - 68 PDFDocumento69 pagineIndian Archaeology 1967 - 68 PDFATHMANATHANNessuna valutazione finora
- All Projects Should Be Typed On A4 SheetsDocumento3 pagineAll Projects Should Be Typed On A4 SheetsNikita AgrawalNessuna valutazione finora
- A Systematic Literature Review of Empirical Research On ChatGPT in EducationDocumento23 pagineA Systematic Literature Review of Empirical Research On ChatGPT in Educationgraciduttra.profNessuna valutazione finora
- Case DurexDocumento3 pagineCase DurexGia ChuongNessuna valutazione finora
- Introduction To Tensors: Contravariant and Covariant VectorsDocumento18 pagineIntroduction To Tensors: Contravariant and Covariant VectorslilaNessuna valutazione finora
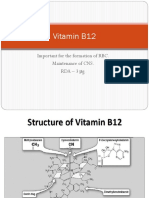
- Vitamin B12: Essential for RBC Formation and CNS MaintenanceDocumento19 pagineVitamin B12: Essential for RBC Formation and CNS MaintenanceHari PrasathNessuna valutazione finora
- Ujpited ?tate of Americal: PresidentsDocumento53 pagineUjpited ?tate of Americal: PresidentsTino Acebal100% (1)
- Para Kay BDocumento1 paginaPara Kay BFeLy DipOn63% (8)
- Level 1:: Advanced Financial Modeler (Afm)Documento23 pagineLevel 1:: Advanced Financial Modeler (Afm)munaftNessuna valutazione finora
- Compiler Design Lab ManualDocumento24 pagineCompiler Design Lab ManualAbhi Kamate29% (7)
- Lesson 6. TNCTDocumento32 pagineLesson 6. TNCTEsther EdaniolNessuna valutazione finora
- Leibniz Integral Rule - WikipediaDocumento70 pagineLeibniz Integral Rule - WikipediaMannu Bhattacharya100% (1)
- Downloaded From Uva-Dare, The Institutional Repository of The University of Amsterdam (Uva)Documento12 pagineDownloaded From Uva-Dare, The Institutional Repository of The University of Amsterdam (Uva)Iqioo RedefiniNessuna valutazione finora
- Debate Pro AbortionDocumento5 pagineDebate Pro AbortionFirman Dwi CahyoNessuna valutazione finora
- Commonlit Bloody KansasDocumento8 pagineCommonlit Bloody Kansasapi-506044294Nessuna valutazione finora