Potrebbero piacerti anche
- Manual de Centro FanucDocumento134 pagineManual de Centro Fanucalexandre100% (1)
- Cnc-Programação Comando FanucDocumento38 pagineCnc-Programação Comando FanucRenan Ribeiro73% (15)
- Manual de programação e operação CNC 8055 MDocumento79 pagineManual de programação e operação CNC 8055 Matilapaixao0% (1)
- Manual de Programação CNC ISO - Centro de MaquinagemDocumento22 pagineManual de Programação CNC ISO - Centro de MaquinagemAmérico Costa100% (1)
- Apostila Do Curso de Fresamento Fanuc 21MDocumento19 pagineApostila Do Curso de Fresamento Fanuc 21MM. Aguiar100% (1)
- Manual Fanuc Series Oi TornoDocumento50 pagineManual Fanuc Series Oi Tornodeisonlrf94% (17)
- Curso FanucDocumento7 pagineCurso Fanucduartemr150% (2)
- Torno CNC - Romi Comando MachDocumento37 pagineTorno CNC - Romi Comando Machjosezumino100% (1)
- A Técnica de Parametrização de Programas CNC É Uma Das Técnicas deDocumento2 pagineA Técnica de Parametrização de Programas CNC É Uma Das Técnicas de0001silva100% (2)
- CNC 8055 - Solução de Erros PDFDocumento100 pagineCNC 8055 - Solução de Erros PDFSalomão Souza100% (1)
- Apostila DidatechDocumento44 pagineApostila DidatechJayro Neto100% (3)
- Configurações Do CIAP para Geração Do SPED Fiscal - Linha Microsiga Protheus - TDNDocumento2 pagineConfigurações Do CIAP para Geração Do SPED Fiscal - Linha Microsiga Protheus - TDNmmmatrix100% (2)
- Apostila de Parametrização HEIDEINHAINDocumento30 pagineApostila de Parametrização HEIDEINHAINwanderlei santosNessuna valutazione finora
- Manual de Programação FANUC 0i-TDDocumento82 pagineManual de Programação FANUC 0i-TDVal XPSNessuna valutazione finora
- Dicas ProtheusDocumento7 pagineDicas Protheusanon_305263336Nessuna valutazione finora
- Funções básicas de programação CNCDocumento60 pagineFunções básicas de programação CNCFelipe NascimentoNessuna valutazione finora
- Paramentrização HeidenhainDocumento9 pagineParamentrização HeidenhainAdilson MolletaNessuna valutazione finora
- GUIA DE PROGRAMAÇÃO CNC PARA TORNEAMENTO FANUC OI MATE-TCDocumento87 pagineGUIA DE PROGRAMAÇÃO CNC PARA TORNEAMENTO FANUC OI MATE-TCzanon02Nessuna valutazione finora
- Manual de Programação FANUC 0i-TDDocumento84 pagineManual de Programação FANUC 0i-TDPaulo LacerdaNessuna valutazione finora
- Manual Tesouraria - MVDocumento73 pagineManual Tesouraria - MVpaulocaldera100% (2)
- Treinamento e Programa - o TNG FANUC 0i-Mate TCDocumento17 pagineTreinamento e Programa - o TNG FANUC 0i-Mate TCfedox100% (7)
- Torno CNC Comando FANUC Doosan MeggatechDocumento74 pagineTorno CNC Comando FANUC Doosan Meggatechdiogolw100% (3)
- 410-M Manual - PortuguêsDocumento319 pagine410-M Manual - PortuguêsLuis Lima100% (1)
- Parâmetros Q em maquinação CNC: funções, exemplos e aplicaçõesDocumento29 pagineParâmetros Q em maquinação CNC: funções, exemplos e aplicaçõesCharles Cesar100% (2)
- Apostila OFICINA - Versão 609Documento501 pagineApostila OFICINA - Versão 609Marcos LealNessuna valutazione finora
- Manual de Programação e Operação Siemens 802D SL Serie SKT KitDocumento32 pagineManual de Programação e Operação Siemens 802D SL Serie SKT KitLuiz Vicente Neto100% (1)
- Parâmetros Q - Heidenhain DIN - ISODocumento30 pagineParâmetros Q - Heidenhain DIN - ISOLuís SilvaNessuna valutazione finora
- Manual de Uso Do Programa HP 50GDocumento29 pagineManual de Uso Do Programa HP 50GCarlos Moreno100% (1)
- Manual do StarDust MC15Documento51 pagineManual do StarDust MC15Sara Soria Estrugo100% (2)
- Programa Parametrica PDFDocumento3 paginePrograma Parametrica PDFRonaldo Ouverney de JesusNessuna valutazione finora
- Programacao - Parametrica HeidnhainDocumento4 pagineProgramacao - Parametrica HeidnhainpsilvamarNessuna valutazione finora
- Treinamento CNC Torno ErgomatDocumento51 pagineTreinamento CNC Torno ErgomatWellington JerônimoNessuna valutazione finora
- Manual de Uso Do Programa Topo2 HP 50gDocumento29 pagineManual de Uso Do Programa Topo2 HP 50gkikoliver100% (1)
- APOSTILA HEIDEINHAIN CNC AtualizadaaDocumento30 pagineAPOSTILA HEIDEINHAIN CNC AtualizadaaRafael.juvencio93yahoo.com.br JuvencioNessuna valutazione finora
- O Que É Este GuiaDocumento12 pagineO Que É Este GuiaPedro CostaNessuna valutazione finora
- Projeto Com Linguagem AssemblyDocumento13 pagineProjeto Com Linguagem AssemblyLucas SamofalovNessuna valutazione finora
- Matemática Financeira com HP 12CDocumento29 pagineMatemática Financeira com HP 12Clinda ferreiraNessuna valutazione finora
- For loops and do while commandsDocumento9 pagineFor loops and do while commandsGino CNessuna valutazione finora
- Programa topográfico para HP 50gDocumento31 paginePrograma topográfico para HP 50gGuillermo Perez NaderNessuna valutazione finora
- Apresentacao HP 12CDocumento24 pagineApresentacao HP 12CkkmizutaNessuna valutazione finora
- WinNC Fanuc 21M Apostila de TreinamentoDocumento19 pagineWinNC Fanuc 21M Apostila de TreinamentoBruno JuniorNessuna valutazione finora
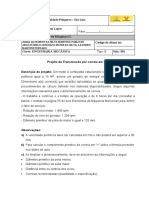
- Projeto de transmissão por correia em VDocumento4 pagineProjeto de transmissão por correia em VFernando Jadão100% (1)
- Aplicao de Derivadas - OTIMIZAO - Questes ResolvidasDocumento36 pagineAplicao de Derivadas - OTIMIZAO - Questes ResolvidasManuela SouzaNessuna valutazione finora
- Manual de programação e operação Torno CNCDocumento87 pagineManual de programação e operação Torno CNCbmalbertNessuna valutazione finora
- Epson FX-2170, LQ-2170 (Em Portugues) Service ManualDocumento18 pagineEpson FX-2170, LQ-2170 (Em Portugues) Service ManualKinder BlackNessuna valutazione finora
- Epson LQ-570+, LQ-1070+ (Em Portugues) Service ManualDocumento22 pagineEpson LQ-570+, LQ-1070+ (Em Portugues) Service ManualKinder Black100% (3)
- Siemens - S7-Bas-07Documento24 pagineSiemens - S7-Bas-07chnandu0% (1)
- 3 - Linguagem CDocumento91 pagine3 - Linguagem CAmanda M. Freitas VidigalNessuna valutazione finora
- Manual CNC FagorDocumento80 pagineManual CNC FagorBernardo BatistaNessuna valutazione finora
- Operações Regra SAP HRDocumento6 pagineOperações Regra SAP HRseexisteeuvendoNessuna valutazione finora
- Comsndo Heidenhain 410,426,430.Documento390 pagineComsndo Heidenhain 410,426,430.Robinho Ribeiro100% (1)
- Guia Rapido Casio FC-100Documento2 pagineGuia Rapido Casio FC-100Carlos BraiaNessuna valutazione finora
- Monitorando Um Barômetro Com O Pic E Visual C#Da EverandMonitorando Um Barômetro Com O Pic E Visual C#Nessuna valutazione finora
- Desenvolvendo Um Datalogger E Armazenando No Arquivo Formato Csv Para Medir Odômetro Com PicDa EverandDesenvolvendo Um Datalogger E Armazenando No Arquivo Formato Csv Para Medir Odômetro Com PicNessuna valutazione finora
- Medindo O Valor De Pico Da Medição De Glp Programado No ArduinoDa EverandMedindo O Valor De Pico Da Medição De Glp Programado No ArduinoNessuna valutazione finora
- 00 - Ficha DiagnósticoDocumento3 pagine00 - Ficha DiagnósticoPaulo Daniel Neves CarlosNessuna valutazione finora
- N MerosDocumento14 pagineN MerosHenrique Manuel Almeida CayollaNessuna valutazione finora
- Torno PDFDocumento29 pagineTorno PDFandrebassaniNessuna valutazione finora
- Api C5Documento24 pagineApi C5Paulo Daniel Neves CarlosNessuna valutazione finora
- Api C5Documento24 pagineApi C5Paulo Daniel Neves CarlosNessuna valutazione finora
- 015 - Frases Com A Escala MaiorDocumento99 pagine015 - Frases Com A Escala MaiorPaulo Daniel Neves CarlosNessuna valutazione finora
- Manual de Instruções Completo TLK48 Rev.0Documento20 pagineManual de Instruções Completo TLK48 Rev.0Lisias GuimarãesNessuna valutazione finora
- Man 8058 8060 8065 ErrDocumento264 pagineMan 8058 8060 8065 ErrJoão Batista Dias Alves JuniorNessuna valutazione finora
- Adequações nos sistemas SIGAFIN/SIGAFAT para atender à Lei 10925Documento70 pagineAdequações nos sistemas SIGAFIN/SIGAFAT para atender à Lei 10925Fernando Fonseca100% (1)
- Alocação Dinâmica de Memória em JavaDocumento7 pagineAlocação Dinâmica de Memória em JavaCarlos Alberto M CostaNessuna valutazione finora
- Projetos Inteligentes Reduzindo Seu Tempo de Projeto Usando o Ilogic + VaultDocumento23 pagineProjetos Inteligentes Reduzindo Seu Tempo de Projeto Usando o Ilogic + VaultAnderson Piaia Dos SantosNessuna valutazione finora
- Datatypes RoutinesDocumento657 pagineDatatypes RoutinesAaron PottsNessuna valutazione finora
- FIS DIME SC Declaracao de ICMS e Do Movimento Economico BRADocumento31 pagineFIS DIME SC Declaracao de ICMS e Do Movimento Economico BRASirlene IaneNessuna valutazione finora
- Manual Controlador PatamarDocumento2 pagineManual Controlador PatamarAndré Felipe Frahm AnjosNessuna valutazione finora
- Material Didático Aprendendo A Editar Folha de Cálculo No Excel Estudando Agricultura Autor Samanta Quevedo Da Silva e Letícia Pegoraro GarcezDocumento45 pagineMaterial Didático Aprendendo A Editar Folha de Cálculo No Excel Estudando Agricultura Autor Samanta Quevedo Da Silva e Letícia Pegoraro GarcezSIDNEYNessuna valutazione finora
- Introdução A Linguagem Java1 PDFDocumento368 pagineIntrodução A Linguagem Java1 PDFBenedito GomesNessuna valutazione finora
- Apostila Criando Planilhas No Libroffice Calc - Nível Básico PDFDocumento33 pagineApostila Criando Planilhas No Libroffice Calc - Nível Básico PDFYuri SantosNessuna valutazione finora
- LibftDocumento26 pagineLibftSoraia NovaesNessuna valutazione finora
- Hair Farm TutorialDocumento25 pagineHair Farm TutorialMarion ChassaneisNessuna valutazione finora
- Manual Inv 20011 PDFDocumento2 pagineManual Inv 20011 PDFricardo50% (4)
- Termo de Capacitação - CTB P11 - Integração ContábilDocumento29 pagineTermo de Capacitação - CTB P11 - Integração ContábilFabio FilhoNessuna valutazione finora
- Poo I Questionario Unidade I 2024Documento7 paginePoo I Questionario Unidade I 2024Ivan SantosNessuna valutazione finora
- ACQUATERM v8Documento2 pagineACQUATERM v8ffppxxzzNessuna valutazione finora
- Configuração de câmeras e parâmetros do VTrainingDocumento22 pagineConfiguração de câmeras e parâmetros do VTrainingJeffersonsgueirosNessuna valutazione finora
- Global SatDocumento18 pagineGlobal SatJonathan GerensatNessuna valutazione finora
- Tabelas de Compensação de Corte para ChanfrosDocumento26 pagineTabelas de Compensação de Corte para ChanfrosRicardo Ferrari TrevisanNessuna valutazione finora
- Bloco K - V2.0Documento94 pagineBloco K - V2.0Alan Souza OliveiraNessuna valutazione finora
- Funções e Procedimentos em PascalDocumento20 pagineFunções e Procedimentos em PascalPseudoNessuna valutazione finora
- Boletim de Evolucao WinThor 26Documento80 pagineBoletim de Evolucao WinThor 26Guilherme DiasNessuna valutazione finora
- FIS Nova GIA SP Guia Informacao Apuracao ICMSDocumento9 pagineFIS Nova GIA SP Guia Informacao Apuracao ICMSgleisson18Nessuna valutazione finora