Potrebbero piacerti anche
- OISD Standards for Oil & Gas OperationsDocumento10 pagineOISD Standards for Oil & Gas OperationsMayuresh GoregaonkarNessuna valutazione finora
- fm5 578Documento4 paginefm5 578kiranNessuna valutazione finora
- Oisd 161Documento37 pagineOisd 161poojaupesNessuna valutazione finora
- OSHA 3162 - Screening and SurveillanceDocumento40 pagineOSHA 3162 - Screening and SurveillanceWahed Mn ElnasNessuna valutazione finora
- Asme Pvho-1Documento14 pagineAsme Pvho-1luisarrien100% (1)
- Oisd STD 127Documento23 pagineOisd STD 127Priyank SutariyaNessuna valutazione finora
- Turbinas A GasDocumento8 pagineTurbinas A GasWebCuentas100% (1)
- Fas 13Documento6 pagineFas 13LPG Equipment Consulting and ServicesNessuna valutazione finora
- Gas Cylinder Rules 2004Documento2 pagineGas Cylinder Rules 2004Sachin DarneNessuna valutazione finora
- OISD Standard for Protecting LPG Tank Truck FittingsDocumento13 pagineOISD Standard for Protecting LPG Tank Truck Fittingsshrawan0908Nessuna valutazione finora
- OISD 225 ROs Oct2010Documento17 pagineOISD 225 ROs Oct2010taranakgecNessuna valutazione finora
- Hsse and Pipe Check ListDocumento6 pagineHsse and Pipe Check ListSandip PalNessuna valutazione finora
- GDN 196Documento18 pagineGDN 196Anwar MominNessuna valutazione finora
- Osha 3169 - RecordkeepingDocumento7 pagineOsha 3169 - RecordkeepingWahed Mn ElnasNessuna valutazione finora
- Osha 2226Documento28 pagineOsha 2226Touil HoussemNessuna valutazione finora
- Field Inspection and Handling Guidelines for Casing and TubingDocumento23 pagineField Inspection and Handling Guidelines for Casing and TubingMitul PatelNessuna valutazione finora
- K90XL UsermanualDocumento11 pagineK90XL UsermanualForum PompieriiNessuna valutazione finora
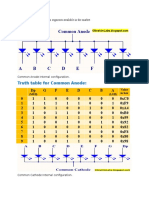
- Truth Table For Common AnodeDocumento3 pagineTruth Table For Common AnodeSisay ADNessuna valutazione finora
- OISD Guidelines for Environmental Audit in Oil & GasDocumento32 pagineOISD Guidelines for Environmental Audit in Oil & Gasmasoud132Nessuna valutazione finora
- Oisd GDN 168Documento40 pagineOisd GDN 168sgh135550% (2)
- OISD-STD-118 - Fire Protection For Terminal - Indian Code PDFDocumento43 pagineOISD-STD-118 - Fire Protection For Terminal - Indian Code PDFnastyn-1Nessuna valutazione finora
- Application Format For Seeking Certified CopiesDocumento1 paginaApplication Format For Seeking Certified CopiessinghcybercafeNessuna valutazione finora
- STD 135Documento26 pagineSTD 135Mathan Selva Kumar ANessuna valutazione finora
- Recommended Practices ON Static Electricity: OISD-110 OISD - 110 (Rev.1)Documento35 pagineRecommended Practices ON Static Electricity: OISD-110 OISD - 110 (Rev.1)manuppm100% (1)
- Pol Tanklorry Design & Safety: OISD - RP-167 For Restricted CirculationDocumento28 paginePol Tanklorry Design & Safety: OISD - RP-167 For Restricted CirculationKiran KumarNessuna valutazione finora
- Gny Pantograph AssyDocumento10 pagineGny Pantograph Assyprem nautiyalNessuna valutazione finora
- Work Permit System Standard RevisionDocumento27 pagineWork Permit System Standard Revisionakv9005100% (1)
- Instructions: Installation, Operation, and Maintenance of Medium Power Substation TransformersDocumento24 pagineInstructions: Installation, Operation, and Maintenance of Medium Power Substation TransformersDixie VictoriaNessuna valutazione finora
- Risk Assessment and Safety Management Plan 1. Risk AssessmentDocumento6 pagineRisk Assessment and Safety Management Plan 1. Risk AssessmentSaid Massinissa Elhadj AliNessuna valutazione finora
- 13 Very Important Type Tests of A Low Voltage Switchgear Carried Out by The ManufacturerDocumento10 pagine13 Very Important Type Tests of A Low Voltage Switchgear Carried Out by The ManufacturerAhmed BoussoffaraNessuna valutazione finora
- Oisd STD 170Documento26 pagineOisd STD 170Nanu PatelNessuna valutazione finora
- SHE Training For Exploration & Production PersonnelDocumento1 paginaSHE Training For Exploration & Production PersonnelArun Bhati0% (2)
- Safe Storage and Dispensing of Fuels at Petrol StationsDocumento42 pagineSafe Storage and Dispensing of Fuels at Petrol StationsGyan KumarNessuna valutazione finora
- Tank Lorry Filling GantryDocumento21 pagineTank Lorry Filling GantrySiddharth BarmanNessuna valutazione finora
- Risk Assessment and Policy TemplateDocumento2 pagineRisk Assessment and Policy TemplateRunaway ShujiNessuna valutazione finora
- Icaofaacertification14 PDFDocumento54 pagineIcaofaacertification14 PDFVeerendranadhNessuna valutazione finora
- 2016 32hrs B Davis Ammonia Standards and RegulationsDocumento31 pagine2016 32hrs B Davis Ammonia Standards and RegulationsbtoroNessuna valutazione finora
- Flanged Basket Strainers IOMDocumento4 pagineFlanged Basket Strainers IOMSteve NewmanNessuna valutazione finora
- Spill Prevention Control and Countermeasure PlanDocumento56 pagineSpill Prevention Control and Countermeasure PlanPhilip ColeNessuna valutazione finora
- Oisd GDN 165Documento20 pagineOisd GDN 165sgh1355Nessuna valutazione finora
- Codigos ANSI de Funciones de ProtDocumento1 paginaCodigos ANSI de Funciones de ProtDaniel ManganiNessuna valutazione finora
- Architrail Technical Trail FeaturesDocumento12 pagineArchitrail Technical Trail FeaturesOky MahendraNessuna valutazione finora
- Gas Demand Forecasting Methodology 1Documento55 pagineGas Demand Forecasting Methodology 1scribduserkrisNessuna valutazione finora
- NFPA 12 - 2005 Modif. Bulletin PDFDocumento10 pagineNFPA 12 - 2005 Modif. Bulletin PDFJuanHernandezNessuna valutazione finora
- AF System Safety HNDBKDocumento161 pagineAF System Safety HNDBKBaba JohnehNessuna valutazione finora
- Stephan UMSK-24 - Manual (EN)Documento111 pagineStephan UMSK-24 - Manual (EN)cristian villegasNessuna valutazione finora
- The Relative Merits and Limitations of Thermal Fluid, Electric and Steam Heat Tracing Systems - TheRMONDocumento14 pagineThe Relative Merits and Limitations of Thermal Fluid, Electric and Steam Heat Tracing Systems - TheRMONppluis90Nessuna valutazione finora
- Materials Handling Chapter 1 and 2Documento9 pagineMaterials Handling Chapter 1 and 2Edel Quinn Madali100% (1)
- RP 32-6 Inspection and Testing of In-Service InstrumentationDocumento29 pagineRP 32-6 Inspection and Testing of In-Service InstrumentationMohd KhairulNessuna valutazione finora
- Appendix I - NR-13 Requirements (Boiler and Pressure Vessels Technical Manual) PDFDocumento16 pagineAppendix I - NR-13 Requirements (Boiler and Pressure Vessels Technical Manual) PDFpNessuna valutazione finora
- PSV DatasheetDocumento40 paginePSV DatasheetJonson Cao100% (1)
- Rule 33 Certificate for Static Tank InstallationDocumento1 paginaRule 33 Certificate for Static Tank InstallationDeepakNessuna valutazione finora
- Sign Sign 21213 1592915901392 PDFDocumento2 pagineSign Sign 21213 1592915901392 PDFinsafaNessuna valutazione finora
- CSA B354.2-2001 Standard for Self-Propelled Elevating Work PlatformsDocumento3 pagineCSA B354.2-2001 Standard for Self-Propelled Elevating Work PlatformsnodolaemailNessuna valutazione finora
- Std-119 Selection, Operation & Maintance of PumpsDocumento23 pagineStd-119 Selection, Operation & Maintance of PumpsRohit YadavNessuna valutazione finora
- SMPV ProformasNewDocumento20 pagineSMPV ProformasNewSanjeet Kumar SinghNessuna valutazione finora
- Plant LayoutDocumento13 paginePlant LayoutRoyal Projects89% (9)
- Plant LayoutDocumento21 paginePlant LayoutAnoop AwasthiNessuna valutazione finora
- PLANT LAYOUT EFFICIENCYDocumento12 paginePLANT LAYOUT EFFICIENCYmoza salimNessuna valutazione finora
- How To Slipstream All Intel Sata Drivers With XPDocumento12 pagineHow To Slipstream All Intel Sata Drivers With XPvinojdrajNessuna valutazione finora
- TDocumento2 pagineTvinojdrajNessuna valutazione finora
- Land For Sale at GovindamangalamDocumento1 paginaLand For Sale at GovindamangalamvinojdrajNessuna valutazione finora
- Challa ki Labhda phire: Meaning and Translation of the Punjabi SongDocumento2 pagineChalla ki Labhda phire: Meaning and Translation of the Punjabi SongvinojdrajNessuna valutazione finora
- AatumanalDocumento2 pagineAatumanalvinojdrajNessuna valutazione finora
- Marketing strategies of two wheeler dealers in Bangalore analyzedDocumento49 pagineMarketing strategies of two wheeler dealers in Bangalore analyzedvinojdrajNessuna valutazione finora
- ChittyDocumento2 pagineChittyvinojdrajNessuna valutazione finora
- T DDocumento3 pagineT DvinojdrajNessuna valutazione finora
- Strumming Pattern For ChallaDocumento2 pagineStrumming Pattern For ChallavinojdrajNessuna valutazione finora
- Management Process Responsible For IdentifyingDocumento7 pagineManagement Process Responsible For IdentifyingvinojdrajNessuna valutazione finora
- AatumanalDocumento2 pagineAatumanalvinojdrajNessuna valutazione finora
- StrategyDocumento11 pagineStrategyvinojdrajNessuna valutazione finora
- THE TRIVANDRUM SLANG DICTIONARYDocumento4 pagineTHE TRIVANDRUM SLANG DICTIONARYvinojdraj50% (4)
- AatumanalDocumento2 pagineAatumanalvinojdrajNessuna valutazione finora
- 6th Central Pay Commission Salary CalculatorDocumento15 pagine6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Personality TestDocumento24 paginePersonality Testapi-3827604100% (4)
- CC 200 BDocumento8 pagineCC 200 BvinojdrajNessuna valutazione finora
- 10 WordsDocumento11 pagine10 WordsvinojdrajNessuna valutazione finora
- Naked Thoughts: Seeing The Brain in ActionDocumento4 pagineNaked Thoughts: Seeing The Brain in ActionvinojdrajNessuna valutazione finora
- 6th Central Pay Commission Salary CalculatorDocumento15 pagine6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 10 WordsDocumento11 pagine10 WordsvinojdrajNessuna valutazione finora
- Essay Sustainable Development GoalsDocumento6 pagineEssay Sustainable Development GoalsBima Dwi Nur Aziz100% (1)
- Nurses Assigned in Covid-19 Isolation Facilities. in This ConnectionDocumento4 pagineNurses Assigned in Covid-19 Isolation Facilities. in This ConnectionDan HizonNessuna valutazione finora
- Trends Interiors Architecture Fashion Lifestyle: 6 Spring 2013 Collector's EditionDocumento116 pagineTrends Interiors Architecture Fashion Lifestyle: 6 Spring 2013 Collector's EditionFernanda RaquelNessuna valutazione finora
- Something About UsDocumento18 pagineSomething About UsFercho CarrascoNessuna valutazione finora
- Mar 2021Documento2 pagineMar 2021TanNessuna valutazione finora
- The Emergence of India's Pharmaceutical IndustryDocumento41 pagineThe Emergence of India's Pharmaceutical Industryvivekgupta2jNessuna valutazione finora
- Design and Implementation of Land and Property Ownership Management System in Urban AreasDocumento82 pagineDesign and Implementation of Land and Property Ownership Management System in Urban AreasugochukwuNessuna valutazione finora
- Oral READING BlankDocumento2 pagineOral READING Blanknilda aleraNessuna valutazione finora
- Final Exam, Business EnglishDocumento5 pagineFinal Exam, Business EnglishsubtleserpentNessuna valutazione finora
- Marketing Strategy of Singapore AirlinesDocumento48 pagineMarketing Strategy of Singapore Airlinesi_sonet96% (49)
- 1 PPT - Pavement of Bricks and TilesDocumento11 pagine1 PPT - Pavement of Bricks and TilesBHANUSAIJAYASRINessuna valutazione finora
- Life Stories and Travel UnitDocumento3 pagineLife Stories and Travel UnitSamuel MatsinheNessuna valutazione finora
- Dance Manual W. Learning Outcomes PDFDocumento8 pagineDance Manual W. Learning Outcomes PDFJoshua Quijano LamzonNessuna valutazione finora
- Intertrigo and Secondary Skin InfectionsDocumento5 pagineIntertrigo and Secondary Skin Infectionskhalizamaulina100% (1)
- StructDocumento2 pagineStructandriessebastianNessuna valutazione finora
- REBECCA SOLNIT, Wanderlust. A History of WalkingDocumento23 pagineREBECCA SOLNIT, Wanderlust. A History of WalkingAndreaAurora BarberoNessuna valutazione finora
- CHP - 3 DatabaseDocumento5 pagineCHP - 3 DatabaseNway Nway Wint AungNessuna valutazione finora
- Periodic - Properties - Part 2 - by - AKansha - Karnwal - 1702453072953Documento68 paginePeriodic - Properties - Part 2 - by - AKansha - Karnwal - 1702453072953Saktipratik MishraNessuna valutazione finora
- The Experience of God Being Consciousness BlissDocumento376 pagineThe Experience of God Being Consciousness BlissVivian Hyppolito100% (6)
- Subject Object Schede PDFDocumento28 pagineSubject Object Schede PDFanushhhkaNessuna valutazione finora
- Jharkhand VAT Rules 2006Documento53 pagineJharkhand VAT Rules 2006Krushna MishraNessuna valutazione finora
- PersonalDevelopment Q1 Module 2Documento7 paginePersonalDevelopment Q1 Module 2Stephanie DilloNessuna valutazione finora
- Credit Card Statement: Payment Information Account SummaryDocumento4 pagineCredit Card Statement: Payment Information Account SummaryShawn McKennanNessuna valutazione finora
- History of LotteryDocumento29 pagineHistory of LotteryBala G100% (2)
- CFA三级百题 答案Documento163 pagineCFA三级百题 答案vxm9pctmrrNessuna valutazione finora
- TarotDocumento21 pagineTarotKrystal Jacquot100% (2)
- 14 XS DLX 15 - 11039691Documento22 pagine14 XS DLX 15 - 11039691Ramdek Ramdek100% (1)
- Thompson Industrial Products Inc Is A DiversifiedDocumento4 pagineThompson Industrial Products Inc Is A DiversifiedKailash KumarNessuna valutazione finora
- Ava Gardner Biography StructureDocumento5 pagineAva Gardner Biography Structuredanishfiverr182Nessuna valutazione finora
- MASM Tutorial PDFDocumento10 pagineMASM Tutorial PDFShashankDwivediNessuna valutazione finora