Potrebbero piacerti anche
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Recommended Practice For Corrosion Management of Pipelines in Oil & Gas Production and TransportationDocumento123 pagineRecommended Practice For Corrosion Management of Pipelines in Oil & Gas Production and Transportationsaifoa100% (2)
- AUDCISE Unit 1 WorksheetsDocumento2 pagineAUDCISE Unit 1 WorksheetsMarjet Cis QuintanaNessuna valutazione finora
- This Is No Way To Treat An Aorta.: Edwards EZ Glide Aortic CannulaDocumento5 pagineThis Is No Way To Treat An Aorta.: Edwards EZ Glide Aortic CannulaAhmadNessuna valutazione finora
- Child Case History FDocumento6 pagineChild Case History FSubhas RoyNessuna valutazione finora
- ATR4518R6v07: Antenna SpecificationsDocumento2 pagineATR4518R6v07: Antenna Specificationsanna.bNessuna valutazione finora
- Governance StructureDocumento1 paginaGovernance StructureJoydip MukhopadhyayNessuna valutazione finora
- Upper Limb OrthosesDocumento29 pagineUpper Limb OrthosesMaryam KhalidNessuna valutazione finora
- طبى 145Documento2 pagineطبى 145Yazan AbuFarhaNessuna valutazione finora
- Demolition/Removal Permit Application Form: Planning, Property and Development DepartmentDocumento3 pagineDemolition/Removal Permit Application Form: Planning, Property and Development DepartmentAl7amdlellahNessuna valutazione finora
- Cross Rate and Merchant RateDocumento26 pagineCross Rate and Merchant RateDivya NadarajanNessuna valutazione finora
- Stanford-Binet Test Scoring Explained - Stanford-Binet IQ TestDocumento3 pagineStanford-Binet Test Scoring Explained - Stanford-Binet IQ TestLM R50% (2)
- UBKV Ranking Proforma With Annexures 2018 PDFDocumento53 pagineUBKV Ranking Proforma With Annexures 2018 PDFSubinay Saha RoyNessuna valutazione finora
- Sithpat006ccc019 A - 2021.1Documento34 pagineSithpat006ccc019 A - 2021.1Mark Andrew Clarete100% (2)
- Method of Toxicity Test 1Documento59 pagineMethod of Toxicity Test 1Widya AnggrainiNessuna valutazione finora
- Lesson Plan On Tuberculosis (Health Talk)Documento8 pagineLesson Plan On Tuberculosis (Health Talk)Priyanka Jangra100% (2)
- What Does She/He Look Like?: Height Build AGEDocumento18 pagineWhat Does She/He Look Like?: Height Build AGEHenrich Garcia LimaNessuna valutazione finora
- Precision Medicine Care in ADHD The Case For Neural Excitation and InhibitionDocumento12 paginePrecision Medicine Care in ADHD The Case For Neural Excitation and InhibitionDaria DanielNessuna valutazione finora
- Rrs PresentationDocumento69 pagineRrs PresentationPriyamvada Biju100% (1)
- OphthalmoplegiaDocumento5 pagineOphthalmoplegiaPatricia Feliani SitohangNessuna valutazione finora
- 48V 100ah LiFePO4 Battery Spec With CommunicationDocumento6 pagine48V 100ah LiFePO4 Battery Spec With CommunicationsoulmuhNessuna valutazione finora
- CLSI Laboratory Documents Development and Control Approved Guideline NAT L COMM CLINICAL LAB STANDARDS 2006 PDFDocumento100 pagineCLSI Laboratory Documents Development and Control Approved Guideline NAT L COMM CLINICAL LAB STANDARDS 2006 PDFErvin RodriguezNessuna valutazione finora
- Class 7 Work Book Answers Acid Bases and SaltsDocumento2 pagineClass 7 Work Book Answers Acid Bases and SaltsGaurav SethiNessuna valutazione finora
- Plasma Arc Machining (Pam) : Mechanical Engineering Department I.I.T Guwahati-781039 E-Mail: Manasdas@iitg - Ernet.inDocumento15 paginePlasma Arc Machining (Pam) : Mechanical Engineering Department I.I.T Guwahati-781039 E-Mail: Manasdas@iitg - Ernet.inSrinivasanNessuna valutazione finora
- BlahDocumento8 pagineBlahkwood84100% (1)
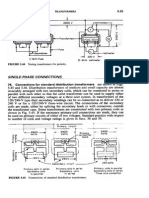
- Transformers ConnectionsDocumento6 pagineTransformers Connectionsgeorgel1980Nessuna valutazione finora
- 1 SMDocumento10 pagine1 SMAnindita GaluhNessuna valutazione finora
- Uni of Glasgow Map PDFDocumento1 paginaUni of Glasgow Map PDFJiaying SimNessuna valutazione finora
- Dermatology Mini-OSCEDocumento322 pagineDermatology Mini-OSCEMarrkNessuna valutazione finora
- Critical Care Nursing Assessment Form: R R R R R R R RDocumento2 pagineCritical Care Nursing Assessment Form: R R R R R R R RPipit Permata100% (1)
- Photosynthesis PastPaper QuestionsDocumento24 paginePhotosynthesis PastPaper QuestionsEva SugarNessuna valutazione finora