Potrebbero piacerti anche
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesDa EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesValutazione: 3.5 su 5 stelle3.5/5 (3)
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldDa EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldValutazione: 3 su 5 stelle3/5 (2)
- HRSG CorrosionDocumento8 pagineHRSG Corrosion5531271450% (2)
- Penthouse Spring 1998Documento2 paginePenthouse Spring 1998John M. CavoteNessuna valutazione finora
- Heat Exchanger FoulingDocumento5 pagineHeat Exchanger Foulingrhusseinpos4765Nessuna valutazione finora
- What Is A Fired Heater in A RefineryDocumento53 pagineWhat Is A Fired Heater in A RefineryCelestine OzokechiNessuna valutazione finora
- Gases in Steam: Material Btu/hr-Ft2 - °f/inDocumento5 pagineGases in Steam: Material Btu/hr-Ft2 - °f/inaliNessuna valutazione finora
- Metallic Materials For Construction of FGD SystemsDocumento21 pagineMetallic Materials For Construction of FGD SystemsClaudia MmsNessuna valutazione finora
- Claus Plant Operating ProblemsDocumento40 pagineClaus Plant Operating ProblemsmaresNessuna valutazione finora
- Failures in Boiler TubesDocumento15 pagineFailures in Boiler Tubesniraj_hwb100% (2)
- Effect of Fouling On Heat Exchanger - ScribdDocumento40 pagineEffect of Fouling On Heat Exchanger - Scribdratninp9368Nessuna valutazione finora
- Kurita Mitigating Coke FormationDocumento3 pagineKurita Mitigating Coke FormationMarcelNessuna valutazione finora
- Economizers Operating and Maintenance PracticesDocumento0 pagineEconomizers Operating and Maintenance PracticespariskosNessuna valutazione finora
- HVAC Design For Corrosive EnvironmentDocumento29 pagineHVAC Design For Corrosive Environmentطاہر رضاNessuna valutazione finora
- Coatings To Prevent Fouling in Heat ExchangersDocumento8 pagineCoatings To Prevent Fouling in Heat ExchangersManoj SarafNessuna valutazione finora
- 3 Strategies For Reducing Cement KilnDocumento14 pagine3 Strategies For Reducing Cement Kilnorientanjali7066100% (1)
- RefrigerantDocumento25 pagineRefrigerantShee JaNessuna valutazione finora
- Guidelines For Inspection of Insulated VesselsDocumento8 pagineGuidelines For Inspection of Insulated VesselsShahid Razzaq0% (1)
- Sulfuric Acid ManufacturingDocumento40 pagineSulfuric Acid Manufacturinggoodluck4454100% (5)
- Hazards of Chlorine: Safety ReviewDocumento4 pagineHazards of Chlorine: Safety ReviewTushar Kanti JhaNessuna valutazione finora
- Annealing of Wire TechDocumento4 pagineAnnealing of Wire TechJayabharath KrishnanNessuna valutazione finora
- IncinerationDocumento40 pagineIncinerationrivrsideNessuna valutazione finora
- What Is Clean Dry AirDocumento7 pagineWhat Is Clean Dry AirDante BarrowsNessuna valutazione finora
- 2165 5870 1 PBDocumento14 pagine2165 5870 1 PBPrateikMenonNessuna valutazione finora
- Refrigeration Tech Student VersionDocumento94 pagineRefrigeration Tech Student VersionAbdalhady JoharjiNessuna valutazione finora
- Flare Tip CorrosionDocumento10 pagineFlare Tip CorrosionbehnamhfNessuna valutazione finora
- High Temperature Corrosion Problems in Waste Heat BoilersDocumento2 pagineHigh Temperature Corrosion Problems in Waste Heat BoilersEdenrafaNessuna valutazione finora
- Treatment and Corrosion Control of Cooling WaterDocumento57 pagineTreatment and Corrosion Control of Cooling Waterlonelystar19Nessuna valutazione finora
- Guentner Material Selection 2011 EnglishDocumento8 pagineGuentner Material Selection 2011 EnglishHoang100% (1)
- EP Corrosion PDFDocumento57 pagineEP Corrosion PDFHatem JafouraNessuna valutazione finora
- Bulletin 13 - Temperature and Corrosion Rate - More Complex Than You ThinkDocumento2 pagineBulletin 13 - Temperature and Corrosion Rate - More Complex Than You ThinkUsman AliNessuna valutazione finora
- Flammable Hazards in Sewerage SystemsDocumento81 pagineFlammable Hazards in Sewerage SystemsKarel OstenNessuna valutazione finora
- Preservation PlantDocumento17 paginePreservation PlantSanjeevi Kumar SpNessuna valutazione finora
- Hydrogen LawsDocumento4 pagineHydrogen Lawsmuneeb34Nessuna valutazione finora
- Fluid DegradationDocumento1 paginaFluid DegradationEng Kim WeiNessuna valutazione finora
- Thermal Oxidation For VOC Control: 13.1 Combustion BasicsDocumento17 pagineThermal Oxidation For VOC Control: 13.1 Combustion Basicsdardocapo100% (1)
- CombustionDocumento21 pagineCombustionDeepak kumarNessuna valutazione finora
- 150 Chemical Engineering Interview QuestionsDocumento40 pagine150 Chemical Engineering Interview QuestionsCheenee SiringanNessuna valutazione finora
- Pubdoc 3 2647 560Documento5 paginePubdoc 3 2647 560Achmad WalidNessuna valutazione finora
- HRSG Water Chemistry Control OverviewDocumento5 pagineHRSG Water Chemistry Control OverviewRahul ChoubeyNessuna valutazione finora
- Chemical Cleaning of Process Equipment & PipingDocumento5 pagineChemical Cleaning of Process Equipment & PipingSyed ImranNessuna valutazione finora
- Soot & ScaleDocumento12 pagineSoot & ScaleLow Shen WeiNessuna valutazione finora
- What Is The Meaning of Marine Boilers ?Documento11 pagineWhat Is The Meaning of Marine Boilers ?RachitNessuna valutazione finora
- Closed Recirculating Cooling SystemsDocumento5 pagineClosed Recirculating Cooling SystemsArsalan QadirNessuna valutazione finora
- Corrosion: ProblemsDocumento3 pagineCorrosion: Problemshnk_soNessuna valutazione finora
- Aquacare - Boiler Water TreatmentDocumento14 pagineAquacare - Boiler Water TreatmentjewettwaterNessuna valutazione finora
- Combustion Catalyst: For Residual FuelDocumento11 pagineCombustion Catalyst: For Residual FuelWaleed EmaraNessuna valutazione finora
- De HumidificationDocumento42 pagineDe HumidificationMoustafa Bayoumi100% (1)
- Global Warming ReportDocumento12 pagineGlobal Warming ReportSaad ShaikhNessuna valutazione finora
- Hvac Systems: Corrosion Protection SolutionsDocumento10 pagineHvac Systems: Corrosion Protection SolutionsDejan LazarevicNessuna valutazione finora
- Sharobem Columbia 0054D 13547Documento161 pagineSharobem Columbia 0054D 13547serleb44Nessuna valutazione finora
- ASSIGNMENTDocumento7 pagineASSIGNMENTkevincleodelavega15Nessuna valutazione finora
- Design of Heat Exchanger Mini ProjectDocumento45 pagineDesign of Heat Exchanger Mini ProjectSuraya Afriyani100% (1)
- An In-Depth Look at Polymer QuenchantsDocumento4 pagineAn In-Depth Look at Polymer QuenchantsJader PitangueiraNessuna valutazione finora
- Paper 3 Acid Dew Point Corrosion in HRSGsDocumento83 paginePaper 3 Acid Dew Point Corrosion in HRSGsajaysharma_1009Nessuna valutazione finora
- Read The Paper Corrosion Control in Sulphur Recovery Units - Claus ProcessDocumento14 pagineRead The Paper Corrosion Control in Sulphur Recovery Units - Claus Processaecf_13Nessuna valutazione finora
- Mini Project On The Design of Heat ExchangerDocumento48 pagineMini Project On The Design of Heat ExchangerSuraya AfriyaniNessuna valutazione finora
- 200 TOP MOST CHEMICAL ENGINEERING Interview Questions and Answers CHEMICAL Engineering Interview Questions and AnswersDocumento21 pagine200 TOP MOST CHEMICAL ENGINEERING Interview Questions and Answers CHEMICAL Engineering Interview Questions and Answersmahendra shakya100% (1)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesDa EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNessuna valutazione finora
- Storage Tanks Selection, Design, Testing, Inspection, and Maintenance: Emission Management and Environmental Protection: Emission Management and Environmental ProtectionDa EverandStorage Tanks Selection, Design, Testing, Inspection, and Maintenance: Emission Management and Environmental Protection: Emission Management and Environmental ProtectionNessuna valutazione finora
- 17-Suggested Extl. Dmg. Inspection PlanDocumento1 pagina17-Suggested Extl. Dmg. Inspection PlanImam BukhoriNessuna valutazione finora
- 17-Equipment Summary SheetDocumento33 pagine17-Equipment Summary SheetImam BukhoriNessuna valutazione finora
- Sour Water StrippingDocumento5 pagineSour Water StrippingImam Bukhori100% (1)
- II.6 Laporan RBI FOC I Unit 15 Propane Manufacturing Plant: Pt. Pertamina (Persero) Ru-Iv CilacapDocumento30 pagineII.6 Laporan RBI FOC I Unit 15 Propane Manufacturing Plant: Pt. Pertamina (Persero) Ru-Iv CilacapImam BukhoriNessuna valutazione finora
- Tabel EmisivitasDocumento16 pagineTabel EmisivitasImam Bukhori100% (1)
- Astm C 1055Documento8 pagineAstm C 1055Imam BukhoriNessuna valutazione finora
- Astm C 585Documento2 pagineAstm C 585Imam BukhoriNessuna valutazione finora
- Fatty Acid Amine Condensate PDFDocumento3 pagineFatty Acid Amine Condensate PDFImam BukhoriNessuna valutazione finora
- AL062Documento9 pagineAL062Imam BukhoriNessuna valutazione finora
- Jurnal DezincficationDocumento10 pagineJurnal DezincficationImam BukhoriNessuna valutazione finora
- Architectural Design Process and Methods Theory of Architecture 2Documento9 pagineArchitectural Design Process and Methods Theory of Architecture 2Jay Clark BermudezNessuna valutazione finora
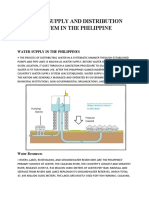
- Water Supply and Distribution System in The PhilippineDocumento5 pagineWater Supply and Distribution System in The PhilippineJea May CallejoNessuna valutazione finora
- Journal of Global Biosciences: Research PaperDocumento12 pagineJournal of Global Biosciences: Research PaperAndrew PubgNessuna valutazione finora
- Food Safety Emergency Response Guide 1705870373Documento79 pagineFood Safety Emergency Response Guide 1705870373Tania FranciscoNessuna valutazione finora
- Water Cycle Atomospheric ConditionsDocumento26 pagineWater Cycle Atomospheric ConditionsEUNICE CORREANessuna valutazione finora
- Climatology Book Part1 PDFDocumento172 pagineClimatology Book Part1 PDFamjad khan100% (1)
- Operator's Manual: TK-56373-1-OPDocumento83 pagineOperator's Manual: TK-56373-1-OPمعمر حميد100% (1)
- MAS Road Storm Water DesignDocumento1 paginaMAS Road Storm Water DesignWaseem SiddiqueNessuna valutazione finora
- Plumbing Key AnswerDocumento7 paginePlumbing Key AnswerStanley Scott ArroyoNessuna valutazione finora
- Plumbing SymbolsDocumento6 paginePlumbing SymbolsFrancisco Jr DelasalaNessuna valutazione finora
- Endozime Aw Triple Plus With ApaDocumento2 pagineEndozime Aw Triple Plus With Apaakusait100% (1)
- 9 Watsan Hygiene N Environmental HealthDocumento23 pagine9 Watsan Hygiene N Environmental HealthRex Lagunzad FloresNessuna valutazione finora
- HOPE 4 Q4 Module 7 8Documento7 pagineHOPE 4 Q4 Module 7 8Cyleeey PlangNessuna valutazione finora
- Ultrasonic InterferometerDocumento22 pagineUltrasonic InterferometerakshatguptaNessuna valutazione finora
- CHEM 181: An Introduction To Environmental ChemistryDocumento21 pagineCHEM 181: An Introduction To Environmental ChemistrymArv131994Nessuna valutazione finora
- Accumulation On and Extraction of Lead From Point-Of-Use Filters For Evaluating Lead Exposure From Drinking WaterDocumento26 pagineAccumulation On and Extraction of Lead From Point-Of-Use Filters For Evaluating Lead Exposure From Drinking WaterNermeen ElmelegaeNessuna valutazione finora
- English: Quarter 4 - Module 7: Writing/Composing An EditorialDocumento16 pagineEnglish: Quarter 4 - Module 7: Writing/Composing An EditorialGene LouiseNessuna valutazione finora
- Effects of Water Quality On Compressive Strength of ConcreteDocumento48 pagineEffects of Water Quality On Compressive Strength of ConcreteTrevorKetso100% (1)
- Modelling of Chloride PenetrationDocumento26 pagineModelling of Chloride PenetrationDamir ZenunovicNessuna valutazione finora
- Armfield Ht31 Tubular Heat Exchanger in The Education KeywordsDocumento3 pagineArmfield Ht31 Tubular Heat Exchanger in The Education KeywordsCHERUYIOT IAN100% (1)
- Diuretic Activity of Siddha Mineral Formulation Ashta Gunma Thiraavagam in RatsDocumento4 pagineDiuretic Activity of Siddha Mineral Formulation Ashta Gunma Thiraavagam in Ratsjmanuel108yahoo.co.ukNessuna valutazione finora
- Introduction 2Documento12 pagineIntroduction 2Jean Denis TavoueNessuna valutazione finora
- Appendix Sizing The Building Water Supply and Distribution Piping SystemsDocumento36 pagineAppendix Sizing The Building Water Supply and Distribution Piping SystemsMahmood BadawiNessuna valutazione finora
- Technical Specification RECDocumento742 pagineTechnical Specification RECHooghly IPDSNessuna valutazione finora
- Goldfish Homeostasis LabDocumento2 pagineGoldfish Homeostasis LabsuonessieNessuna valutazione finora
- My Study Area: - Lokhamitra.B 12-BDocumento10 pagineMy Study Area: - Lokhamitra.B 12-BLoksNessuna valutazione finora
- Venkat EshDocumento54 pagineVenkat Eshvaidehisarathy1857Nessuna valutazione finora
- Option-05 - Ground Floor Plan-Detailed DrawingsDocumento1 paginaOption-05 - Ground Floor Plan-Detailed DrawingsCEG BangladeshNessuna valutazione finora
- Nitocote cm210Documento4 pagineNitocote cm210pravi3434Nessuna valutazione finora
- Polyisobutylene SuccinicamideDocumento9 paginePolyisobutylene Succinicamideperqs BeautyisjoyNessuna valutazione finora