Potrebbero piacerti anche
- 01-Procedimiento Soldadura en Tuberia Rev. 0Documento9 pagine01-Procedimiento Soldadura en Tuberia Rev. 0Hector Arguelles QuintanaNessuna valutazione finora
- CWI-Modulo IDocumento29 pagineCWI-Modulo IrodolfoNessuna valutazione finora
- Electrodo E 7010 A1Documento1 paginaElectrodo E 7010 A1Avimiled Manosalva Rincón50% (2)
- Procedimiento de SoldaduraDocumento2 pagineProcedimiento de SoldaduraLuis Yauyo RequejoNessuna valutazione finora
- Procedimiento Inspección Visual de Soldaduras (Autoguardado)Documento7 pagineProcedimiento Inspección Visual de Soldaduras (Autoguardado)Àngel Rodriguez100% (1)
- Inox 29-9Documento1 paginaInox 29-9ayumu007Nessuna valutazione finora
- Evidencia 3 Formato WpsDocumento2 pagineEvidencia 3 Formato WpsJuanitoNessuna valutazione finora
- WPS Iswa Ii Gtaw 1GDocumento2 pagineWPS Iswa Ii Gtaw 1GJuan Eduardo JeRico100% (1)
- Inspección Del AceroDocumento2 pagineInspección Del Acerodante100% (1)
- Formato de Inspeccion de Equipo de SoldaduraDocumento1 paginaFormato de Inspeccion de Equipo de SoldaduraTEC GRUAS100% (4)
- Procedimiento de Inspeccion VisualDocumento6 pagineProcedimiento de Inspeccion VisualDavid Luis Cantando CancionesNessuna valutazione finora
- Calificaciones de Proceso de Soldadura y Soldadores Según La Norma AWS D1Documento5 pagineCalificaciones de Proceso de Soldadura y Soldadores Según La Norma AWS D1Luiz Agreda100% (1)
- Procedimiento de Clasificación de Soldador NavalDocumento28 pagineProcedimiento de Clasificación de Soldador NavalDavid Cueto CollaoNessuna valutazione finora
- Exfa Wps 076 AsmeDocumento2 pagineExfa Wps 076 AsmePeter Rodriguez100% (2)
- Informe Calificacion Soldadores Fcaw SologDocumento6 pagineInforme Calificacion Soldadores Fcaw Sologbetokar0% (1)
- Informe de Evaluación Final de Inspeccion Por Liquidos Penetrantes A Soldadura A Tope Horizontal 02 09Documento3 pagineInforme de Evaluación Final de Inspeccion Por Liquidos Penetrantes A Soldadura A Tope Horizontal 02 09Jose Luis BarriosNessuna valutazione finora
- Examene de Soldadura PucpDocumento14 pagineExamene de Soldadura PucpAnonymous m43RBxOVZ20% (2)
- Foro Tematico Semana 4Documento1 paginaForo Tematico Semana 4Roberto BriseñoNessuna valutazione finora
- Formato de Inspeccion de SoldaduraDocumento1 paginaFormato de Inspeccion de SoldaduraEbondNessuna valutazione finora
- Formato Aws d1.1Documento1 paginaFormato Aws d1.1CLIFFORDPA60% (5)
- Perfil Soldador GtawDocumento20 paginePerfil Soldador GtawEdi FerNessuna valutazione finora
- Juntas Soldadas y Juntas de SoldaduraDocumento3 pagineJuntas Soldadas y Juntas de Soldaduraarlette caizaNessuna valutazione finora
- PQR HojaDocumento2 paginePQR Hojacarlos caiza100% (1)
- Procedimiento de Alineación, Aplicacion de Soldadura y Montaje de Tuberia v1Documento12 pagineProcedimiento de Alineación, Aplicacion de Soldadura y Montaje de Tuberia v1Marlon Humberto Navarro AltamarNessuna valutazione finora
- Registro ArenadoDocumento3 pagineRegistro ArenadoItalo JaureguiNessuna valutazione finora
- Inspección Visual de SoldaduraDocumento5 pagineInspección Visual de SoldaduravitovillaNessuna valutazione finora
- Trabajo ArmandoDocumento14 pagineTrabajo ArmandoVairon QuezadaNessuna valutazione finora
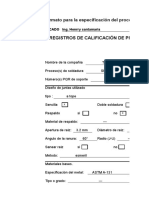
- Formato para La Especificacion Del Procedimiento de Soldadura (WPS)Documento9 pagineFormato para La Especificacion Del Procedimiento de Soldadura (WPS)OrlandoRiosNessuna valutazione finora
- Tigfil 199 PDFDocumento1 paginaTigfil 199 PDFAlvaro Cueva ZuñigaNessuna valutazione finora
- Medidas, Control y Registros en Operaciones de SoldaduraDocumento42 pagineMedidas, Control y Registros en Operaciones de SoldaduraElmar CuellarNessuna valutazione finora
- Tool CordDocumento1 paginaTool Cordayumu007Nessuna valutazione finora
- Criterios de Inspección VisualDocumento8 pagineCriterios de Inspección VisualJuan Eduardo JeRicoNessuna valutazione finora
- Calificacion y Procedimientos API 1104Documento56 pagineCalificacion y Procedimientos API 1104Abel Valderrama Perez100% (1)
- Procedimiento Reparación de SoldaduraDocumento6 pagineProcedimiento Reparación de Soldaduramartinezvjoseg0% (1)
- Ccallo Chacon Milagros WPSDocumento3 pagineCcallo Chacon Milagros WPSpollito_190100% (2)
- Lista Chequeo RecarguesDocumento3 pagineLista Chequeo RecarguesRamonaNoviembreNessuna valutazione finora
- Reporte Inspeccion VisualDocumento1 paginaReporte Inspeccion VisualHebert Vizconde Poemape100% (1)
- E 8010GDocumento1 paginaE 8010GRafael Torres SabalzaNessuna valutazione finora
- WPS Gtaw 02Documento1 paginaWPS Gtaw 02juniuni18Nessuna valutazione finora
- Pruebas No Destructivas y Criterios de Aceptacion - API 1104 PDFDocumento43 paginePruebas No Destructivas y Criterios de Aceptacion - API 1104 PDFlast1973Nessuna valutazione finora
- WPS-PQR Rds 1362014-0Documento8 pagineWPS-PQR Rds 1362014-0brunoNessuna valutazione finora
- Formato WPQRDocumento1 paginaFormato WPQRNicolas RamírezNessuna valutazione finora
- Tabla 6 1 Criterio de Aceptacion de Inspeccion VisualDocumento2 pagineTabla 6 1 Criterio de Aceptacion de Inspeccion VisualcristobalNessuna valutazione finora
- Registro Inspección Visual de Soldaduras EstructuraDocumento1 paginaRegistro Inspección Visual de Soldaduras EstructuraHector Lopez100% (1)
- Wps de SoldaduraDocumento1 paginaWps de SoldaduraDuberlis Ledesmas ArroyoNessuna valutazione finora
- Inspecsolinf 2Documento23 pagineInspecsolinf 2Shary Silva100% (1)
- Wpq-Aws D1.1-3GDocumento1 paginaWpq-Aws D1.1-3GJorge Enrique Montaño Marañon100% (2)
- WPS Preliminar 6 PulgDocumento2 pagineWPS Preliminar 6 PulgRodrigo AlonsoNessuna valutazione finora
- Grupo4 Inf2Documento21 pagineGrupo4 Inf2Brian Cherres CastañedaNessuna valutazione finora
- Formato de Inspeccion Visual SoldaduraDocumento1 paginaFormato de Inspeccion Visual SoldaduraPablo Jiménez MalpicaNessuna valutazione finora
- TT Post-Soldadura (PWHT)Documento19 pagineTT Post-Soldadura (PWHT)Oscar Iván Duque DíazNessuna valutazione finora
- Examen FcawDocumento5 pagineExamen Fcawjuan cesar0% (1)
- BorradorDocumento10 pagineBorradorRodmi Torres PeraltaNessuna valutazione finora
- Procedimiento de Calificacion Del Soldador 2Documento5 pagineProcedimiento de Calificacion Del Soldador 2Jose Orrillo HerreraNessuna valutazione finora
- Fabricación y Reconstrucción de Productos Metalicos SoldadosDocumento11 pagineFabricación y Reconstrucción de Productos Metalicos SoldadosFrancisco Valiente0% (1)
- Procedimiento de Alineacio N y Soldadura de TuberiaDocumento13 pagineProcedimiento de Alineacio N y Soldadura de TuberiaMarlon Humberto Navarro AltamarNessuna valutazione finora
- Soldadura en Taller Gpr-pst-001Documento9 pagineSoldadura en Taller Gpr-pst-001Joseph Jacob Meza PeraltaNessuna valutazione finora
- PE-CON-SOL-01 - 1 Procedimiento de Calificación de SoldadoresDocumento5 paginePE-CON-SOL-01 - 1 Procedimiento de Calificación de SoldadoresAlejandro Nieto100% (1)
- LGS01-Calificacion de SoldadoresDocumento14 pagineLGS01-Calificacion de SoldadoresGedalías MartínezNessuna valutazione finora
- Hack X Crack CMD Sin SecretosDocumento41 pagineHack X Crack CMD Sin SecretosEdgar Jimenez53% (17)
- Declaración de Independencia de VenezuelaDocumento9 pagineDeclaración de Independencia de VenezuelaNathalie VasquezNessuna valutazione finora
- Manual Elaboración Trabajo de GradoDocumento28 pagineManual Elaboración Trabajo de GradoNathalie VasquezNessuna valutazione finora
- CV FuncionalDocumento2 pagineCV FuncionalNathalie VasquezNessuna valutazione finora
- CV MixtoDocumento1 paginaCV Mixtosoydeoviedo8331Nessuna valutazione finora
- CV Cro No LogicoDocumento1 paginaCV Cro No LogicoNathalie VasquezNessuna valutazione finora
- cv13 3Documento2 paginecv13 3Nathalie VasquezNessuna valutazione finora
- Plan de Calidad 2xDocumento7 paginePlan de Calidad 2xNathalie VasquezNessuna valutazione finora
- Crear Plantillas JoomlaDocumento25 pagineCrear Plantillas JoomlaKaysars BautistaNessuna valutazione finora
- cv3 2Documento2 paginecv3 2Nathalie VasquezNessuna valutazione finora
- Julio Verne - Viaje Al Centro de La TierraDocumento129 pagineJulio Verne - Viaje Al Centro de La TierracienciadiegotorrenteNessuna valutazione finora
- CV 20Documento2 pagineCV 20Nathalie VasquezNessuna valutazione finora
- 2 Calificación y Desempeño de Soldadores Rev04Documento6 pagine2 Calificación y Desempeño de Soldadores Rev04Nathalie VasquezNessuna valutazione finora
- ET Generales Acero.Documento23 pagineET Generales Acero.Nathalie VasquezNessuna valutazione finora
- Recomend Ac I OnesDocumento6 pagineRecomend Ac I OnesNathalie VasquezNessuna valutazione finora
- 104-Texto Del Artículo-153-2-10-20191108Documento27 pagine104-Texto Del Artículo-153-2-10-20191108Rosa Elena Acosta MuñozNessuna valutazione finora
- ISO 9001 - Taller Principios TerDocumento5 pagineISO 9001 - Taller Principios TerAlmacenes La RebajaNessuna valutazione finora
- Ensayo Final Carla Andreina Del CristoDocumento6 pagineEnsayo Final Carla Andreina Del CristoPerla Del cristoNessuna valutazione finora
- IMP 1. Excelencia-Operacional - MACDocumento17 pagineIMP 1. Excelencia-Operacional - MACOrlandoEAlfonzoANessuna valutazione finora
- Diferencias Entre Ishikawa y CrosbyDocumento2 pagineDiferencias Entre Ishikawa y CrosbyEleno HernandezNessuna valutazione finora
- Responsabilitats DirectivesDocumento14 pagineResponsabilitats DirectivesBrizaida Gálvez AndíaNessuna valutazione finora
- Gestion de La Participacion Del ClienteDocumento4 pagineGestion de La Participacion Del ClienteFroybel MendezNessuna valutazione finora
- Entrega Tarea 1 111Documento17 pagineEntrega Tarea 1 111Tata MéndezNessuna valutazione finora
- Crecer - Guía Básica de Negocios-2014Documento72 pagineCrecer - Guía Básica de Negocios-2014EYPeruNessuna valutazione finora
- Ef Gestion de Procesos Grupo 2Documento12 pagineEf Gestion de Procesos Grupo 2ANGEL REY MARTINEZ CASTILLONessuna valutazione finora
- Plan de EcoeficienciaDocumento9 paginePlan de EcoeficienciaSteve AdamsNessuna valutazione finora
- Manual Visión Estratégica Rev 180911Documento113 pagineManual Visión Estratégica Rev 180911Gloria Lopez MorteoNessuna valutazione finora
- Actividad Eje 2Documento23 pagineActividad Eje 2Ilce Ruiz HernandezNessuna valutazione finora
- La Manufactura Esbelta-InformeDocumento7 pagineLa Manufactura Esbelta-InformeKarolay RamosNessuna valutazione finora
- Método KaizenDocumento17 pagineMétodo KaizenLisbeth MelgarejoNessuna valutazione finora
- Produccion Primaria y Agroindustria MaizDocumento27 pagineProduccion Primaria y Agroindustria MaizJoaValenNessuna valutazione finora
- 5 - Fase 2Documento8 pagine5 - Fase 2Diseños Y Espacios HernandezNessuna valutazione finora
- Establecimiento de Una Granja de ConejosDocumento25 pagineEstablecimiento de Una Granja de ConejosNestor Diaz100% (1)
- Auditoria de Calidad Iso 9001Documento221 pagineAuditoria de Calidad Iso 9001Fernando PinzasNessuna valutazione finora
- Concreto HolcimDocumento48 pagineConcreto HolcimJuan Pablo ZarateNessuna valutazione finora
- NCH 3235 Of2011Documento21 pagineNCH 3235 Of2011Denisse San Martín50% (2)
- La Supervisión UniversitariaDocumento37 pagineLa Supervisión UniversitariaJorge Alberto Palomino WayNessuna valutazione finora
- Folleto de Inducción Recursos Humanos, Area de Salud de Jalapa, GuatemalaDocumento9 pagineFolleto de Inducción Recursos Humanos, Area de Salud de Jalapa, GuatemalaLuis Enrique Sandoval M0% (1)
- Herramientas de Diagnostico Empresarial PDFDocumento31 pagineHerramientas de Diagnostico Empresarial PDFGiordano Ayala RomeroNessuna valutazione finora
- M-SGC-05.7 Manual de Calidad 2018 SGIDocumento29 pagineM-SGC-05.7 Manual de Calidad 2018 SGIBryanArriolaNessuna valutazione finora
- 331591070-FORO-SEMANA-liderazgo y PensamientoDocumento57 pagine331591070-FORO-SEMANA-liderazgo y PensamientoD'Alessandro XeneiseNessuna valutazione finora
- dt-06c Rev03 Calibración CuestionarioDocumento15 paginedt-06c Rev03 Calibración CuestionarioBrido ClarosNessuna valutazione finora
- Trabajo FinalDocumento13 pagineTrabajo FinalKatherin MoraNessuna valutazione finora
- Calzados Shelssi S.A.CDocumento29 pagineCalzados Shelssi S.A.CJuan Pedro Santos FernandezNessuna valutazione finora
- Monografía YaritzaDocumento29 pagineMonografía YaritzaJean Carlos Escurra LagosNessuna valutazione finora