Potrebbero piacerti anche
- RCA Mini Guide PDFDocumento15 pagineRCA Mini Guide PDFIldzamar Haifa WardhaniNessuna valutazione finora
- MC Daniel IIDocumento6 pagineMC Daniel IItugordoNessuna valutazione finora
- 6a Gate Valves PDFDocumento24 pagine6a Gate Valves PDFchonubobbyNessuna valutazione finora
- Acme ThreadsDocumento3 pagineAcme ThreadsUNIISCRIBDNessuna valutazione finora
- MC Daniel IIIDocumento2 pagineMC Daniel IIItugordoNessuna valutazione finora
- International Organization For StandardizationDocumento24 pagineInternational Organization For StandardizationtugordoNessuna valutazione finora
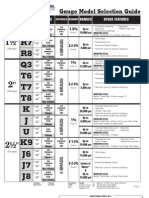
- S R7 R8 Q3 T6 T7 T8 K: Gauge Model Selection GuideDocumento4 pagineS R7 R8 Q3 T6 T7 T8 K: Gauge Model Selection GuidetugordoNessuna valutazione finora
- S R7 R8 Q3 T6 T7 T8 K: Gauge Model Selection GuideDocumento4 pagineS R7 R8 Q3 T6 T7 T8 K: Gauge Model Selection GuidetugordoNessuna valutazione finora
- MC DanielDocumento6 pagineMC DanieltugordoNessuna valutazione finora
- MC Daniel IIDocumento6 pagineMC Daniel IItugordoNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- As 4118.1.7-1996 Fire Sprinkler Systems Components - Alarm Valves (Dry)Documento7 pagineAs 4118.1.7-1996 Fire Sprinkler Systems Components - Alarm Valves (Dry)SAI Global - APACNessuna valutazione finora
- Parts Manual for OTPC 300/400/600 Amp Transfer SwitchDocumento44 pagineParts Manual for OTPC 300/400/600 Amp Transfer SwitchWilly Alexander RamirezNessuna valutazione finora
- 7390141Documento6 pagine7390141Anonymous rzYSnirA3Nessuna valutazione finora
- W169 Rear Door ModuleDocumento3 pagineW169 Rear Door ModuleAlex100% (1)
- 1.ZTE ZNV Cameras GuideDocumento131 pagine1.ZTE ZNV Cameras GuideAndrew E. KhalilNessuna valutazione finora
- Anodes in Cooling Water Exchangers PDFDocumento12 pagineAnodes in Cooling Water Exchangers PDFcbrittaivNessuna valutazione finora
- 33 Owners ManualDocumento42 pagine33 Owners ManualWm Smith0% (1)
- Efk 1Documento4 pagineEfk 1Jennifer YuanNessuna valutazione finora
- Bolt and Weld Capacity - Red Book 1999Documento2 pagineBolt and Weld Capacity - Red Book 1999White_rabbit2885764Nessuna valutazione finora
- EarthingDocumento19 pagineEarthingraoNessuna valutazione finora
- Igo 11 MemoDocumento169 pagineIgo 11 Memowildcatamir11100% (1)
- Picklist VCMM Xc60 b85604Documento3.183 paginePicklist VCMM Xc60 b85604shukur86Nessuna valutazione finora
- Ductmate PDFDocumento6 pagineDuctmate PDFgoodti0% (1)
- Qty. Description CR 4-30 A-A-A-BUBE: Company Name: Created By: Phone: DateDocumento12 pagineQty. Description CR 4-30 A-A-A-BUBE: Company Name: Created By: Phone: Dateabhe prasetyaNessuna valutazione finora
- CMM 25-70-04Documento49 pagineCMM 25-70-04MinhToànNessuna valutazione finora
- GRAPADORADocumento36 pagineGRAPADORARafaelChochoaNessuna valutazione finora
- BoltCalcs R5Documento4 pagineBoltCalcs R5Homer SilvaNessuna valutazione finora
- Shear Connections AISC 360Documento64 pagineShear Connections AISC 360jatinNessuna valutazione finora
- Warning: InletDocumento4 pagineWarning: Inletmiguel castellanosNessuna valutazione finora
- Wedge Anchor Technical Data SheetDocumento10 pagineWedge Anchor Technical Data SheetSajid ShahNessuna valutazione finora
- Log Building News - Issue No. 78Documento20 pagineLog Building News - Issue No. 78ursindNessuna valutazione finora
- Installation Manual for SD Reefing SystemDocumento10 pagineInstallation Manual for SD Reefing SystemrobertoNessuna valutazione finora
- Materials and AccessoriesDocumento8 pagineMaterials and AccessoriesJohn SamataNessuna valutazione finora
- Bolt-Nut BrochureDocumento13 pagineBolt-Nut BrochureLong Beautéophile100% (1)
- Steel BookDocumento477 pagineSteel BookAKSHEYMEHTANessuna valutazione finora
- Comparative of BOQ - Finishing ItemDocumento202 pagineComparative of BOQ - Finishing Itemanjanepal100% (1)
- Kansai WX-8800 Series Instruction ManualDocumento31 pagineKansai WX-8800 Series Instruction ManualVictor Hugo Tabares HerreraNessuna valutazione finora
- Ditch Witch JT1720 - Parts ManualDocumento231 pagineDitch Witch JT1720 - Parts Manualkingtux4561100% (1)
- r4 Navigation System Installation ManualDocumento85 paginer4 Navigation System Installation ManualSerhiiNessuna valutazione finora
- Volvo D13H Shop Armed Vol2Documento34 pagineVolvo D13H Shop Armed Vol2Juan José AldanaNessuna valutazione finora