Potrebbero piacerti anche
- Understandingamp - Phaseinrotatingmachineryvibinst 07 20pgsDocumento20 pagineUnderstandingamp - Phaseinrotatingmachineryvibinst 07 20pgsHatem Abdelrahman100% (1)
- Field Balancing Large Rotating MachineryDocumento26 pagineField Balancing Large Rotating MachineryShantanu SamajdarNessuna valutazione finora
- Practical Solutions To Machinery and Maintenance Vibration Problems Chapter 7, Misalignment Section 4, Machinery Soft FeetDocumento2 paginePractical Solutions To Machinery and Maintenance Vibration Problems Chapter 7, Misalignment Section 4, Machinery Soft FeetHatem AbdelrahmanNessuna valutazione finora
- Article 6hy JytjuytDocumento7 pagineArticle 6hy JytjuytHatem AbdelrahmanNessuna valutazione finora
- Icmtech435435 345435 43543Documento63 pagineIcmtech435435 345435 43543Hatem Abdelrahman100% (1)
- Dynamic Stresses Hydro Power Plant RKAggarwalDocumento22 pagineDynamic Stresses Hydro Power Plant RKAggarwalDheeraj DhimanNessuna valutazione finora
- The Magnetic Center Finding Using Vibrating Wire TechniqueDocumento6 pagineThe Magnetic Center Finding Using Vibrating Wire TechniqueHatem AbdelrahmanNessuna valutazione finora
- Gei 100351Documento32 pagineGei 100351Hatem Abdelrahman100% (1)
- WEG HGF Low and High Voltage High Performance Electric Motor Range Broa017 Brochure EnglishDocumento40 pagineWEG HGF Low and High Voltage High Performance Electric Motor Range Broa017 Brochure EnglishHatem AbdelrahmanNessuna valutazione finora
- 19 KKKKKKKKKKKKKKKKKKDocumento4 pagine19 KKKKKKKKKKKKKKKKKKHatem Abdelrahman100% (1)
- Huang Xianghui 20050fdggggggggggggggggggggggggggggggggggggggggggggggg5 PHDDocumento130 pagineHuang Xianghui 20050fdggggggggggggggggggggggggggggggggggggggggggggggg5 PHDHatem AbdelrahmanNessuna valutazione finora
- Fault Zone - : Air GapDocumento0 pagineFault Zone - : Air GapHatem AbdelrahmanNessuna valutazione finora
- EM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYDocumento46 pagineEM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYHatem Abdelrahman100% (2)
- V106 Relative Motion Record FormDocumento0 pagineV106 Relative Motion Record FormHatem Abdelrahman100% (1)
- Prec Maint March 2007Documento9 paginePrec Maint March 2007Hatem AbdelrahmanNessuna valutazione finora
- Why Upgrades Are Important - : Some Lessons Learned With Older Monitoring SystemsDocumento2 pagineWhy Upgrades Are Important - : Some Lessons Learned With Older Monitoring SystemsHatem AbdelrahmanNessuna valutazione finora
- EM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYDocumento46 pagineEM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYHatem Abdelrahman100% (2)
- Article 6hy JytjuytDocumento7 pagineArticle 6hy JytjuytHatem AbdelrahmanNessuna valutazione finora
- Best Practices: Asset Condition ManagementDocumento2 pagineBest Practices: Asset Condition ManagementHatem AbdelrahmanNessuna valutazione finora
- Vibrations NotesDocumento43 pagineVibrations NotesNicolas LuchmunNessuna valutazione finora
- Customer Application Centers: Global Accessibility To Our TechnologyDocumento1 paginaCustomer Application Centers: Global Accessibility To Our TechnologyHatem AbdelrahmanNessuna valutazione finora
- Don't Get Soft: Cover Series: Installation Best PracticesDocumento6 pagineDon't Get Soft: Cover Series: Installation Best PracticesHatem Abdelrahman100% (1)
- 1q07 Beat Freq Back To BasicsDocumento3 pagine1q07 Beat Freq Back To BasicsHatem AbdelrahmanNessuna valutazione finora
- IBERDROLA's Center For Monitoring, Diagnostic and Simulation (CMDS) of Combined-Cycle Power PlantsDocumento4 pagineIBERDROLA's Center For Monitoring, Diagnostic and Simulation (CMDS) of Combined-Cycle Power PlantsHatem AbdelrahmanNessuna valutazione finora
- Kingsbury Leg ComponentsDocumento3 pagineKingsbury Leg ComponentsHatem Abdelrahman100% (1)
- Ontario Power Generation's Nanticoke Power PlantDocumento3 pagineOntario Power Generation's Nanticoke Power PlantHatem AbdelrahmanNessuna valutazione finora
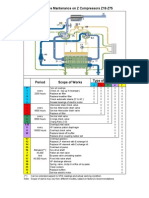
- Preventive Mantenance On Z Compressors Z18-Z75: Take All ReadingsDocumento1 paginaPreventive Mantenance On Z Compressors Z18-Z75: Take All ReadingsHatem AbdelrahmanNessuna valutazione finora
- Helping You ... : Fourth Quarter 1999 Vol. 20 No. 4Documento1 paginaHelping You ... : Fourth Quarter 1999 Vol. 20 No. 4Hatem AbdelrahmanNessuna valutazione finora
- 1q03 3500 22mDocumento4 pagine1q03 3500 22mscribdkhatnNessuna valutazione finora
- 2 Q 01 HanifanDocumento2 pagine2 Q 01 HanifanHatem AbdelrahmanNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Gas Turbine Start UpDocumento131 pagineGas Turbine Start UpBaharudin Bin Kamarul Baharin100% (3)
- Automatic Drain Valve Model NewDocumento2 pagineAutomatic Drain Valve Model NewBhavesh PatelNessuna valutazione finora
- 2009 - Energy Requirements For Hydrogen Gas Compression and Liquefaction As Related To Vehicle Storage Needs - Department of EnergyDocumento6 pagine2009 - Energy Requirements For Hydrogen Gas Compression and Liquefaction As Related To Vehicle Storage Needs - Department of EnergyJorge Luis Echeverri RomanNessuna valutazione finora
- ThesisDocumento81 pagineThesisতানভীর আহমেদNessuna valutazione finora
- PERU Piping Washing Cleaning Spec - Rev 4Documento6 paginePERU Piping Washing Cleaning Spec - Rev 4David Garriazo VivarNessuna valutazione finora
- Alfa Laval Aalborg i-OC: Modular Composite BoilerDocumento2 pagineAlfa Laval Aalborg i-OC: Modular Composite BoilerJohn Earl TejamoNessuna valutazione finora
- S120 Product Brochure Dec 2022Documento4 pagineS120 Product Brochure Dec 2022Kiran PalepuNessuna valutazione finora
- Catalog Solar-PV String Inverters Hopewind V4.3.1Documento14 pagineCatalog Solar-PV String Inverters Hopewind V4.3.1Atiq SaberNessuna valutazione finora
- Synthesis LoopDocumento2 pagineSynthesis LoopAnanda BalaNessuna valutazione finora
- Lm2500 LubricationDocumento2 pagineLm2500 LubricationDenis Jimenez100% (2)
- Nuclear Fuel YacoutDocumento2 pagineNuclear Fuel YacoutLada TosicNessuna valutazione finora
- Data Sheet For Turbocharger Retrofit 2013Documento2 pagineData Sheet For Turbocharger Retrofit 2013EDUANG20Nessuna valutazione finora
- DesuperHeating PDFDocumento8 pagineDesuperHeating PDFJason LeeNessuna valutazione finora
- Student Manual NameDocumento80 pagineStudent Manual NameJose Tigaci100% (2)
- Operating Manual: FOR Commpressed Air SystemDocumento11 pagineOperating Manual: FOR Commpressed Air Systemthach pha thienNessuna valutazione finora
- Relavant MIT Questions With SolutionsDocumento27 pagineRelavant MIT Questions With SolutionsRehman UllahNessuna valutazione finora
- Unit No-01: Ashok Institute of Engineering & Technology, PolytechnicDocumento4 pagineUnit No-01: Ashok Institute of Engineering & Technology, PolytechnicPrathmesh BadheNessuna valutazione finora
- ADQ - EN SecadorDocumento6 pagineADQ - EN SecadorDiego Andres TrianaNessuna valutazione finora
- IWCF Well Control Surface Kick SheetDocumento3 pagineIWCF Well Control Surface Kick SheetshaNessuna valutazione finora
- Experiment No. 6: Department of Mechanical Engineering MKSSS's Cummins College of Engineering For WomenDocumento7 pagineExperiment No. 6: Department of Mechanical Engineering MKSSS's Cummins College of Engineering For WomenSafeer MNessuna valutazione finora
- Index Page 002 002 Modelos Engl PDFDocumento19 pagineIndex Page 002 002 Modelos Engl PDFMarinaldo Ribeiro0% (1)
- Design of Pressure VesselDocumento18 pagineDesign of Pressure VesselHenok TesfayeNessuna valutazione finora
- Fuel Cells and MHD GenerationDocumento52 pagineFuel Cells and MHD Generationsubbu2051Nessuna valutazione finora
- Boiler RepairDocumento2 pagineBoiler RepairAmrican HeatingNessuna valutazione finora
- Questions and AnswersDocumento56 pagineQuestions and AnswersahmadNessuna valutazione finora
- Chapter 2 Exercises 1 To 4Documento14 pagineChapter 2 Exercises 1 To 4Rahmasari Nur SetyonoNessuna valutazione finora
- Cdi 6 DotDocumento5 pagineCdi 6 DotChella VhicNessuna valutazione finora
- Fundamentals in Anaerobic DigestionDocumento35 pagineFundamentals in Anaerobic Digestionڪورائي راشدNessuna valutazione finora
- Vacuum PumpsDocumento1 paginaVacuum PumpsMarcelo PerettiNessuna valutazione finora
- Automatika Parnog KotlaDocumento5 pagineAutomatika Parnog KotlaKenan IbrahimiNessuna valutazione finora