Potrebbero piacerti anche
- Tubular Sidestream (Cross Flow) MBR Applications For Industrial EffluentsDocumento6 pagineTubular Sidestream (Cross Flow) MBR Applications For Industrial EffluentsDileep C DileepNessuna valutazione finora
- Next Generation of MBBR TechnologyDocumento48 pagineNext Generation of MBBR TechnologyLouay Mansour100% (1)
- MBR - Industrial WW AE 02Documento12 pagineMBR - Industrial WW AE 02transilvanpopNessuna valutazione finora
- 100 CMD DWWT MBBRDocumento13 pagine100 CMD DWWT MBBRAquasoul Co100% (1)
- MBRDocumento9 pagineMBRAuspicious MuthuNessuna valutazione finora
- Systematic Methods of Water Quality Parameters Analysis: Analytical MethodsDa EverandSystematic Methods of Water Quality Parameters Analysis: Analytical MethodsNessuna valutazione finora
- MBR Technologies: East Valley Water DistrictDocumento17 pagineMBR Technologies: East Valley Water Districtkaran198524Nessuna valutazione finora
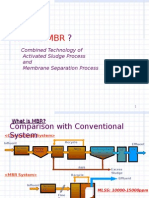
- What Is ?: Combined Technology of Activated Sludge Process and Membrane Separation ProcessDocumento15 pagineWhat Is ?: Combined Technology of Activated Sludge Process and Membrane Separation Processyo5208Nessuna valutazione finora
- Marks Ion Exchange - RO Plant - 1Documento7 pagineMarks Ion Exchange - RO Plant - 1Rabindra SinghNessuna valutazione finora
- MBBR Technical BreifDocumento12 pagineMBBR Technical Breifraghu kiran100% (1)
- HeadworksBio (2) - Latest - Eg - Ro - 047543 PDFDocumento40 pagineHeadworksBio (2) - Latest - Eg - Ro - 047543 PDFrjohnson277100% (1)
- Exp 3Documento15 pagineExp 3mjunaidNessuna valutazione finora
- Presentation - MBBR-Fair Electronics (Samsung) by ShakibDocumento32 paginePresentation - MBBR-Fair Electronics (Samsung) by Shakibshakib nazmus0% (1)
- AKSA EGYPT 150CMD Well SourceDocumento9 pagineAKSA EGYPT 150CMD Well SourceAquasoul CoNessuna valutazione finora
- Ecolutia - Proteus Fact Sheet PDFDocumento2 pagineEcolutia - Proteus Fact Sheet PDFJoselito CortesNessuna valutazione finora
- Case Study: A Modular, Scalable & Highly-Efficient Seawater Desalination SolutionDocumento4 pagineCase Study: A Modular, Scalable & Highly-Efficient Seawater Desalination Solutionwahyu raharjoNessuna valutazione finora
- Day 2 - 10.MBR PDFDocumento16 pagineDay 2 - 10.MBR PDFAgus WitonoNessuna valutazione finora
- Report of Membrane Bioreactor System (MBR) For Wastewater TreatmentDocumento10 pagineReport of Membrane Bioreactor System (MBR) For Wastewater TreatmentJulie MahadiNessuna valutazione finora
- 1 Designing A Reverse Osmosis Plant For Desalination of Agricultural Drainage WaterDocumento14 pagine1 Designing A Reverse Osmosis Plant For Desalination of Agricultural Drainage Waterabdo magdyNessuna valutazione finora
- Prensentation Slides For Industry BriefingDocumento40 paginePrensentation Slides For Industry BriefingkunalkhubaniNessuna valutazione finora
- Lesson 17 - Activated SludgeDocumento8 pagineLesson 17 - Activated SludgeShane RodriguezNessuna valutazione finora
- SWTP Operation ManualDocumento131 pagineSWTP Operation ManualKASHIFNessuna valutazione finora
- Membrane BioreactorsDocumento41 pagineMembrane BioreactorsChokri ChakiirNessuna valutazione finora
- EDR Technical Training-PublicDocumento80 pagineEDR Technical Training-PublicHassan Feki100% (1)
- MBR System Process ControlDocumento3 pagineMBR System Process ControluemaaplNessuna valutazione finora
- Active CellDocumento4 pagineActive Cellab5918590Nessuna valutazione finora
- Flat Plate Membrane Bioreactor (MBR) System TrainingDocumento56 pagineFlat Plate Membrane Bioreactor (MBR) System TrainingmarvilouNessuna valutazione finora
- EE-2 Mini Project ReportDocumento7 pagineEE-2 Mini Project Report63GANESH SINGHCIVILNessuna valutazione finora
- Flint WTP O-M Manual With SOPs 553219 7Documento83 pagineFlint WTP O-M Manual With SOPs 553219 7Omkar BharankarNessuna valutazione finora
- L 18UF 215 Manual R1Documento33 pagineL 18UF 215 Manual R1Martin Bangueses100% (1)
- MB 11 BrochureDocumento7 pagineMB 11 BrochurePhliip StaintonNessuna valutazione finora
- Anaerobic Processes: Rate Systems. Thus One Can Have A Low-Rate, Suspended-Growth Anaerobic System WhichDocumento6 pagineAnaerobic Processes: Rate Systems. Thus One Can Have A Low-Rate, Suspended-Growth Anaerobic System Whichnickao123Nessuna valutazione finora
- Diligent Etp 1000m3Documento18 pagineDiligent Etp 1000m3Prabhakar DhamaleNessuna valutazione finora
- DesignDocumento3 pagineDesigntata_77Nessuna valutazione finora
- MBBR BOD Removal Nitrification - US UnitsDocumento38 pagineMBBR BOD Removal Nitrification - US UnitsruwaaquaNessuna valutazione finora
- Dissolved Air Floatation (Daf) Unit: ApplicationDocumento2 pagineDissolved Air Floatation (Daf) Unit: ApplicationAVIJIT MITRANessuna valutazione finora
- Ion Exchange or Reverse Osm..Documento3 pagineIon Exchange or Reverse Osm..Andri Sanjaya SembiringNessuna valutazione finora
- Reverse Osmosis Design GuidelinesDocumento2 pagineReverse Osmosis Design Guidelineswacsii ccasullaNessuna valutazione finora
- TMF Lime SofteningDocumento2 pagineTMF Lime SofteningRachel HechanovaNessuna valutazione finora
- Trehan STPDocumento2 pagineTrehan STPsoma_sharadNessuna valutazione finora
- AdvancedWatertek BrochureDocumento5 pagineAdvancedWatertek BrochureAnonymous whI91WzNessuna valutazione finora
- Simple Sewage: Treatment SolutionsDocumento10 pagineSimple Sewage: Treatment SolutionsAnonymous oUoJ4A8xNessuna valutazione finora
- Process Flow Diagram Hospital E.T.P: EP Bio CompositesDocumento2 pagineProcess Flow Diagram Hospital E.T.P: EP Bio CompositesRohan Chaugule100% (1)
- Hydromagx 1Documento19 pagineHydromagx 1Jeya KumarNessuna valutazione finora
- Compact Waste Water Treatment MBR /MBBR TechnologyDocumento6 pagineCompact Waste Water Treatment MBR /MBBR TechnologyVishal NakraniNessuna valutazione finora
- Berghof Filtration ConceptDocumento3 pagineBerghof Filtration Conceptskthen72Nessuna valutazione finora
- Uf Tech ManualDocumento18 pagineUf Tech ManualVemulapalli SaibabuNessuna valutazione finora
- 4-MCran Membrane CleaningDocumento41 pagine4-MCran Membrane CleaningKhalid AbdelRahimNessuna valutazione finora
- Aerobic and Anaerobic Wastewater TreatmentDocumento15 pagineAerobic and Anaerobic Wastewater TreatmentVictor100% (1)
- Poweder Activated Carbon TreatmentDocumento14 paginePoweder Activated Carbon TreatmentHarish GowdaNessuna valutazione finora
- Lec 6 MBRDocumento37 pagineLec 6 MBRMohammad ShafiNessuna valutazione finora
- Aqua Engineers-250 KLD MBR Membrane System Design Summary: Influent FlowsDocumento2 pagineAqua Engineers-250 KLD MBR Membrane System Design Summary: Influent FlowsNithin BharathiNessuna valutazione finora
- Uf Toray PresentationDocumento54 pagineUf Toray PresentationPrateek VermaNessuna valutazione finora
- Application of Electro-Membrane Technologies in Zero Liquid Discharge TechnologyDocumento27 pagineApplication of Electro-Membrane Technologies in Zero Liquid Discharge TechnologyYesid Tapiero MartínezNessuna valutazione finora
- Air Reverse OsmosisDocumento12 pagineAir Reverse Osmosisirdawan100% (2)
- What Is Reverse OsmosisDocumento6 pagineWhat Is Reverse OsmosisApril Reeves100% (1)
- Standard MBR Units PDFDocumento9 pagineStandard MBR Units PDFWilmer Martelo Sarabia100% (1)
- Budgetary Offer: Sms Envocare Limited For Muzafarpur CetpDocumento41 pagineBudgetary Offer: Sms Envocare Limited For Muzafarpur Cetpsreekanth reddyNessuna valutazione finora
- Workbook Contents: Find More Excel Spreadsheets For Engineering atDocumento34 pagineWorkbook Contents: Find More Excel Spreadsheets For Engineering atGabrielito Pachacama100% (1)
- Framework For The Analysis of Executive Information Systems Based On The Perceived Usefulness and The Perceived Ease of UseDocumento17 pagineFramework For The Analysis of Executive Information Systems Based On The Perceived Usefulness and The Perceived Ease of UseAkhmad RidhaniNessuna valutazione finora
- Jurnalku 3Documento24 pagineJurnalku 3Akhmad RidhaniNessuna valutazione finora
- PhenolDocumento7 paginePhenolAkhmad RidhaniNessuna valutazione finora
- Coulometric Water Determination According To Karl FischerDocumento6 pagineCoulometric Water Determination According To Karl Fischerlarrylchu100% (9)
- Project On Sustainable Management of Resources - Winter Holiday Homework - Samarth Tyagi 10KDocumento12 pagineProject On Sustainable Management of Resources - Winter Holiday Homework - Samarth Tyagi 10KApoorv TyagiNessuna valutazione finora
- Geography Chapter4Documento21 pagineGeography Chapter4davedtruth2Nessuna valutazione finora
- Final EIS Report of Cabano SRIPDocumento469 pagineFinal EIS Report of Cabano SRIPMark Vincent Jayson BaliñaNessuna valutazione finora
- Planet Water WorkbookDocumento29 paginePlanet Water WorkbookJosé Javier CarretoNessuna valutazione finora
- Taj Kitchen Case StudyDocumento4 pagineTaj Kitchen Case StudySandeep GargNessuna valutazione finora
- FDDP Opt-Out Charge CalculationDocumento2 pagineFDDP Opt-Out Charge CalculationIsabelle PasciollaNessuna valutazione finora
- Flood and DroughtDocumento18 pagineFlood and DroughtWilliam Jaya PrakashNessuna valutazione finora
- Plumbing ThesisDocumento5 paginePlumbing Thesisvetepuwej1z3100% (2)
- Emergency Leak at Mapleton Booster Pumping Station Affecting PumpingDocumento3 pagineEmergency Leak at Mapleton Booster Pumping Station Affecting PumpingMmangaliso KhumaloNessuna valutazione finora
- Revised 200CMD PULSAR HOTEL-Mar25-2019Documento5 pagineRevised 200CMD PULSAR HOTEL-Mar25-2019Jonathan Quilang ObienaNessuna valutazione finora
- Water Reuse in MexicoDocumento10 pagineWater Reuse in MexicoDaniela RuizNessuna valutazione finora
- Assessment Groundwater Quality in KenyaDocumento127 pagineAssessment Groundwater Quality in KenyaaldoNessuna valutazione finora
- Sewer & AppurtenancesDocumento28 pagineSewer & Appurtenancesmcs unitedNessuna valutazione finora
- MNBC-2020-PART5D EnglishDocumento126 pagineMNBC-2020-PART5D EnglishKaung Myat ThuNessuna valutazione finora
- IPFP Todays PresentationDocumento16 pagineIPFP Todays PresentationMaryam IqbalNessuna valutazione finora
- Teri and LeedDocumento29 pagineTeri and LeedkaranNessuna valutazione finora
- SedimentationDocumento20 pagineSedimentationEyuelAdamNessuna valutazione finora
- MajEtE FinalDocumento73 pagineMajEtE FinalAL habeshaNessuna valutazione finora
- Fitting, Shower Spray, Shower Spray, TX403SMCRBDocumento1 paginaFitting, Shower Spray, Shower Spray, TX403SMCRBRima MercyNessuna valutazione finora
- HYDROGEOLOGYDocumento3 pagineHYDROGEOLOGYimrankhanNessuna valutazione finora
- Background of The StudyDocumento4 pagineBackground of The StudyJay Ar GalangNessuna valutazione finora
- Research Article: Investigation of Coagulation Activity of Cactus Powder in Water TreatmentDocumento10 pagineResearch Article: Investigation of Coagulation Activity of Cactus Powder in Water TreatmentGull MarjanNessuna valutazione finora
- Civil and Sanitary Engineering Department: Batangas State University College of Engineering, Architecture & Fine ArtsDocumento2 pagineCivil and Sanitary Engineering Department: Batangas State University College of Engineering, Architecture & Fine ArtslouryNessuna valutazione finora
- The Feasibility Study On Improvement of The Water Supply System in Al-Basrah City and Its Surroundings in The Republic of IraqDocumento124 pagineThe Feasibility Study On Improvement of The Water Supply System in Al-Basrah City and Its Surroundings in The Republic of IraqŃí ĆéNessuna valutazione finora
- Determination of Chemical Oxygen Demand in WaterDocumento9 pagineDetermination of Chemical Oxygen Demand in WaterHafiz Shahril100% (1)
- Aden IWRM Report FinalDocumento19 pagineAden IWRM Report FinalDr. Amer AssabriNessuna valutazione finora
- Data Sheet: Clarifier 13000: Description Lamella SeparatorDocumento2 pagineData Sheet: Clarifier 13000: Description Lamella SeparatorTuesou Machere100% (1)
- Civil ENGINEERDocumento4 pagineCivil ENGINEERLovish AgarwalNessuna valutazione finora
- ClarifierDocumento10 pagineClarifierrasithapradeep0% (1)
- Fundamentals of Water Supply SystemDocumento2 pagineFundamentals of Water Supply SystemcessNessuna valutazione finora