Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
PEMEX Construccion Estruturas
Caricato da
Antonio Tadeu MenesesCopyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
PEMEX Construccion Estruturas
Caricato da
Antonio Tadeu MenesesCopyright:
Formati disponibili
SU BD IR EC C ION D E TEC N OLOGIA Y D ESA R R OLLO PR OFESION A L
U N ID A D D E N OR M A TIV ID A D TEC N IC A
ESPECIFICACIONES PARA CONSTRUCCION DE OBRAS
CONSTRUCCION DE ESTRUCTURAS DE ACERO
(STEEL STRUCTURES CONSTRUCTION)
P. 3.0133.01
PRIMERA EDICION OCTUBRE, 2001
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
P REFACI O Pemex Exploracin y Produccin (PEP) en cumplimiento del decreto por el que se reforman, adicionan y derogan diversas disposiciones de la Ley Federal sobre Metrologa y Normalizacin, publicado en el Diario Oficial de la Federacin de fecha 20 de mayo de 1997 y con la facultad que le confiere, la Ley de Adquisiciones, Arrendamientos y Servicios del Sector Pblico y la Ley de Obras Pblicas y Servicios Relacionados con las mismas, expide la presente especificacin la cual aplica en la construccin de estructuras de acero. Esta especificacin se elabor tomando como base la segunda edicin de la norma No. 3.203.01, emitida en 1976 por Petrleos Mexicanos de la que se llev a cabo su revisin, adecuacin y actualizacin, a fin de adaptarla a los requerimientos de Pemex Exploracin y Produccin. En la elaboracin de esta especificacin participaron: Subdireccin de Regin Norte Subdireccin de Regin Sur Subdireccin de Regin Marina Noreste Subdireccin de Regin Marina Suroeste Direccin Ejecutiva del Proyecto Cantarell Direccin Ejecutiva del Programa Estratgico de Gas Subdireccin de Perforacin y Mantenimiento de Pozos Coordinacin Ejecutiva de Estrategias de Exploracin Auditora de Seguridad Industrial y Proteccin Ambiental Subdireccin de Planeacin Subdireccin de Administracin y Finanzas Subdireccin de Tecnologa y Desarrollo Profesional Unidad de Normatividad Tcnica
1/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
INDICE DE CONTENIDO 0. 1. 2. 3. 4. 5. 6. 7. 8. 8.1. 8.2 8.3 8.4 9. 9.1 9.1.1 9.1.2 9.1.3 9.1.4 9.1.5 9.1.6 9.1.7 9.1.8 9.1.9 9.1.10 9.1.11 9.1.12 9.1.13 9.1.14 9.1.15 9.1.16 9.2 9.2.1 Introduccin. ............................................................................ Objetivo. ................................................................................... Alcance. .............................................. Actualizacin. ........................................................................... Campo de aplicacin. .............................................................. Referencias. ............................................................................. Definiciones. ........................................ Simbolos y abreviaturas. ......................................................... Materiales. ............................................................................... Acero estructural. ..................................................................... Remaches. ............................................................................... Pernos. .................................................................................... Metal de aporte para soldadura. .............................................. Requisitos de ejecucin. .......................................................... Fabricacin. ............................................................................. Aspectos generales. ................................................................. Preparacin del metal base. .................................................... Ensamblado. ............................................................................ Control de los esfuerzos por distorsin y contraccin. ............ Tolerancias dimensionales. ..................................................... Perfiles de las soldaduras. ....................................................... Correcciones. ........................................................................... Martilleo. .................................................................................. Tratamiento trmico para relevar esfuerzos. ........................... Limpieza y capas protectoras. ................................................. Contraflecha. ........................................................................... Construccin de pernos o remaches de alta resistencia. ........ Construccin soldada. ............................................................. Tolerancias. ............................................................................. Conexiones. ............................................................................. Control de calidad. ................................................................... Conexiones soldadas. ............................................................. Requisitos generales. ..............................................................
Pgina 4 4 4 4 4 4 5 6 6 6 7 7 7 8 8 8 8 11 13 14 15 17 18 18 19 19 19 21 21 23 24 25 25
2/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
INDICE DE CONTENIDO 9.2.2 9.2.3 9.2.4 9.2.5 9.3 9.3.1 9.3.2 9.3.3 9.3.4 9.4 9.4.1 9.4.2 9.4.3 9.4.4 9.4.5 9.5 9.5.1 9.5.2 9.5.3 9.5.4 9.6 9.6.1 9.6.2 9.6.3 9.6.4 9.6.5 10. 11. 12. Areas efectivas de las soldaduras. .......................................... Detalle de las juntas soldadas. ................................................ Calificacin de punteadores, soldadores y operadores. .......... Calificacin de los detalle y juntas. .......................................... Conexiones con pernos o remaches. ...................................... Pernos de alta resistencia. ...................................................... Paso mnimo. ........................................................................... Distancia mnima al borde. ...................................................... Distancia mxima al borde. ..................................................... Pintura de taller. ....................................................................... Requisitos generales. .............................................................. Superficies inaccesibles. ......................................................... Superficies en contacto. .......................................................... Superficies terminadas. ........................................................... Superficies adyacentes a soldaduras de campo. .................... Montaje. ................................................................................... Contraventeo. .......................................................................... Conexiones provisionales. ....................................................... Alineacin. ............................................................................... Soldadura de campo. ............................................................... Refuerzo, reparacin o modificacin de estructuras existentes. ................................................................................ Aspectos generales. ................................................................ Materiales. ............................................................................... Diseo. ..................................................................................... Mano de obra. .......................................................................... Consideraciones especiales. ................................................... Criterios de medicin. .............................................................. Conceptos de trabajo. .............................................................. Concordancia con otras normas. .............................................
Pgina 26 26 37 37 37 37 42 42 42 42 42 42 42 42 42 42 42 42 42 42 43 43 43 43 43 43 44 44 46
3/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
0.
Introduccin.
3.
Actualizacin.
Dentro de las principales actividades que se llevan a cabo en Pemex Exploracin y Produccin (PEP), se encuentran el diseo, construccin, operacin y mantenimiento de las instalaciones para extraccin, recoleccin, procesamiento primario, almacenamiento, medicin y transporte de hidrocarburos, as como la adquisicin de materiales y equipos requeridos para cumplir con eficiencia y eficacia los objetivos de la Empresa. En vista de sto, es necesaria la participacin de las diversas disciplinas de la Ingeniera, lo que involucra diferencia de criterios. Con el objeto de unificar criterios, aprovechar las experiencias dispersas, y conjuntar resultados de las investigaciones nacionales e internacionales, Pemex Exploracin y Produccin emite a travs del Unidad de Normatividad Tcnica, esta especificacin, para aplicarse la construccin de estructuras de acero.
A las personas e instituciones que hagan uso de este documento normativo tcnico, se solicita comuniquen por escrito las observaciones que estimen pertinentes, dirigiendo su correspondencia a: Pemex Exploracin y Produccin. Unidad de Normatividad Tcnica. Direccin: Baha de Ballenas # 5, 9 piso. Col. Vernica Anzures, Mxico, D.F. 11300 Telfono directo: 5 5-45-20-35. Conmutador 5 7-22-25-00, ext. 3-80-80 Fax: 3-26-54 E-mail: mpacheco @pep.pemex.com
1.
Objetivo.
4.
Campo de aplicacin.
Esta especificacin establece los requisitos mnimos de calidad para materiales, fabricacin, inspeccin, calificacin, transporte y montaje de estructuras de acero requeridas en edificaciones y obras de infraestructura.
Este documento aplica en todas las reas de Pemex Exploracin y Produccin que diseen, construyan o inspeccionen estructuras de acero; As mismo es de observancia obligatoria para los contratistas o prestadores de servicio que desarrollen estas actividades para Pemex Exploracin y Produccin.
2.
Alcance. 5. Referencias.
Esta especificacin cubre los requisitos constructivos mnimos para materiales, fabricacin, inspeccin, calificacin, transporte y montaje de estructuras de acero. No estn incluidos recipientes a presin ni tanques atmosfricos, ni aquellas estructuras donde la repeticin de ciclos de carga descarga pueda causar fatiga del material, los cuales requieren de consideraciones especiales tanto de los materiales como de fabricacin. As mismo se complementa con lo sealado por los planos y/o especificaciones particulares del proyecto.
5.1 Specification for the Design, Fabrication and Erection of Structural Steel for Buildings (American Institute of Steel Construction) 5.2 Structural Welding Society). Welding Code (American
5.3 Steel Construction Manual (American Institute of Steel Construction). 5.4 Structural Steel Detailing (American Institute of Steel Construction).
4/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
5.5 Design of Welded Structures ( Lincoln Arc Weding Fundation). 5.6 Especificacin P.2.411.01 Sistemas de proteccin anticorrosiva a base de recubrimientos. 5.7 Advanced Design in Structural Steel (J.E. Lothers). 5.8 Scalz). Design of Steel Structures (Bresler, Lin,
mantener, virtualmente sin cambio, los ngulos originales entre ellas. 6.2. 2 Tipo 2: Marcos simples o sencillos (libremente apoyados, sin restringir). En lo que se refiere a cargas gravitacionales, se supone que los extremos de las vigas y trabes slo estn conectados para tomar cortante, y pueden girar libremente bajo dichas cargas. 6.2.3 Tipo 3: Marcos (restringidos parcialmente). semi rgidos
5.9 Structural Steel Design (Varios autores, Lambert Tall, editor). 5.10 Design of Modern Steel Structures (L. E. Grinter). 5.11 Erecting Openheimer). 5.12 civiles. C.F.E. Structural Steel (S. P.
Las conexiones entre vigas y columnas, se supone que tienen una capacidad conocida y confiable para resistir momentos de intesidad intermedia entre las correspondientes a las conexiones de los tipos 1 y 2. El diseo de todas las conexiones debe ser consistente con lo supuesto en el tipo de construccin adoptado e indicado en los dibujos de construccin. La construccin del tipo 1 se permite de manera incondicional, y se aceptan dos mtodos diferentes de diseo. Si se satisfacen los requisitos necesarios para obtener un comportamiento adecuado en el intervalo plstico, se pueden proporcionar miembros de marcos continuos, o porciones continuas de marcos, tomando como base su mxima resistencia predecible, para resistir las cargas de diseo especificadas multiplicadas por los factores de carga prescritos; en caso contrario, las construcciones tipo 1 se disean para resistir los esfuerzos producidos por las cargas especificadas de diseo, suponiendo que los momentos se distribuyen de acuerdo con la teora elstica. Las construcciones tipo 2 se permiten sujetas a las estipulaciones de los siguientes prrafos, cuando sean aplicables. En marcos de edificios que se diseen como construccin tipo 2 (esto es, con las conexiones entre vigas y columnas, que no se utilicen para resistir viento, suponiendolas flexibles bajo carga vertical) los momentos debidos a viento pueden distribuirse entre juntas seleccionadas del marco, siempre que:
Manual de diseo de obras
6. 6.1
Definiciones. Estructura.
Es un conjunto de piezas armadas y conectadas, que se destinan a soportar y transmitir cargas temporales o definitivas, fabricadas con acero de calidad estructural o de alta resistencia. 6.2 Tipos de construccin.
Bajo las condiciones establecidas aqu, se consideran tres tipos bsicos de construccin, a cada uno de los cuales estn asociadas determinadas hiptesis de diseo. Cada tipo de construccin gobierna de una forma especfica el tamao de los miembros y el tipo y resistencia de sus conexiones. 6.2.1 Tipo continuos). 1: Marcos rgidos (marcos
Cuando las conexiones entre vigas y columnas, se supone que tienen suficiente rigidez para
5/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
Las conexiones y los miembros conectados tengan capacidad para resistir los momentos debidos a viento.
7.4 7.5 7.6 7.7 7.8 7.9 7.10 7.11 7.12 7.13 7.14 7.15 7.16 7.17 7.18 7.19
cm PEP C C D F kg ksi m mm
Centimetros. Pemex Exploracin Produccin. Convecidad. Grados centgrados. Altura. Grados Fahrenheit. Kilogramos. Miles de libras sobre pulgada cuadrada. Metros. Milmetros. y
Las trabes sean adecuadas para soportar la carga vertical completa trabajando como vigas libremente apoyadas.
Las conexiones tengan capacidad de rotacin inelstica suficiente para evitar que se sobre esfuercen los tornillos, pernos o soldaduras, bajo la combinacin de cargas vertical y por viento. Slo se permite la construccin tipo 3 (semi rgida) cuando haya evidencia de que las conexiones empleadas son capaces de suministrar (como mnimo) una fraccin predecible de la restriccin total del extremo. El proporcionamiento de los miembros principales unidos por esas conexiones, debe estar basado en un grado de restriccin en los extremos, no mayor que ese mnimo, antes mencionado. Pemex Exploracin y Produccin debe hacer todas las inspecciones especificadas, y supervisar las pruebas de control de calidad y las inspecciones hechas por el contratista; adems, se deben hacer todas las inspecciones que a su juicio sean necesarias para permitirle certificar que la estructura se ha diseado, y construido, de acuerdo con los requisitos indicados en planos y especificaciones.
Mupulg Micropulgadas. pulg psi R t W Pulgada. Libras sobre pulgada cuadrada. Radio. Espesor. Peso.
8. 8.1
Materiales. Acero estructural.
7. 7.1
Simbolos y abreviaturas. ANSI Instituto Americano de Estndares Nacionales. (American National Standards Institute). ASTM Sociedad Americana para Pruebas y Materiales. (American Society for Testing and Materials). AWS (Structural Welding Code).
8.1.1 Se aprueban para uso dentro de esta especificacin los materiales incluidos en la lista siguiente: ASTM A 36 Acero estructural.
7.2
A 53,Grado B Tubera de acero soldada y sin costura. A 242 Acero estructural de alta resistencia y baja aleacin.
7.3
6/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
A 440 A 441 A 500 A 501
Acero estructural de alta resistencia. Acero estructural de alta resistencia y baja aleacin de manganeso y vanadio. Tubera estructural de acero al carbono formada en fro, soldada y sin costura. Tubera estructural de acero al carbono, formada en caliente, soldada y sin costura. Placa de acero de aleacin de alta resistencia a la fluencia, templada por inmersin, y apropiada para soldar. Acero estructural con esfuerzo de fluencia mnimo de 289.1 MPa (2950 2 kg/cm ). Lmina y solera de acero al carbono, laminadas en caliente, calidad estructural. Aceros de calidad estructural, de alta resistencia y baja aleacin de columbio y vanadio. Acero estructural de alta resistencia y baja aleacin, con esfuerzo de fluencia 2 mnimo de 344.47 MPa (3515 kg/cm ) hasta 10.2 cm (4 pulg) de espesor. Tubera estructural soldada y sin costura de alta resistencia y baja aleacin formada en caliente
8.1.2 Puede emplearse acero no identificado, que no tenga imperfecciones superficiales, para piezas o detalles de poca importancia, donde las propiedades fsicas precisas del acero y su soldabilidad no afecten la resistencia de la estructura. 8.2 Remaches.
Los remaches deben cumplir con la especificacin para remaches estructurales, ASTM A 502, Grado 1 o 2. La certificacin suficiente de especificaciones. 8.3 Pernos. del su fabricante es evidencia conformidad con las
A 514
A 529
A 570, Grados DyE A 572
Los pernos de acero de alta resistencia, deben cumplir una de las siguientes especificaciones: ASTM. A 325 Pernos de alta resistencia para juntas de acero estructural, incluyendo tuercas apropiadas y rondanas aceradas simples endurecidas. Pernos templados por inmersin, de acero de aleacin, para juntas de acero estructural.
A 588
A 490
A 618
Los dems pernos, sujetadores y pasadores deben estar de acuerdo con la especificacin ASTM A307. La certificacin del fabricante constituye suficiente evidencia de que los pernos satisfacen las especificaciones. 8.4 Metal de aportacin para soldadura.
Los informes certificados de pruebas de molino o de las pruebas hechas por el fabricante, o por un laboratorio de pruebas certificado , de acuerdo con la Norma ASTM A6 y con la especificacin particular, si esta existe, constituyen evidencia suficiente de conformidad con alguna de las especificaciones ASTM mencionadas arriba. Adems, si se le solicita, el fabricante debe suministrar una garanta escrita de que el acero estructural proporcionado rene los requisitos del grado especificado.
Los electrodos para soldadura manual de arco protegido deben estar de acuerdo con las ltimas ediciones de las siguientes especificaciones AWS: A5.1. Especificacin para electrodos recubiertos de acero dulce, para soldadura al arco, o A5.5. Especificacin para electrodos recubiertos de acero de baja aleacin, para soldadura al arco.
7/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
Los electrodos desnudos y el fundente granular empleados en el proceso de arco sumergido deben estar de acuerdo con la clasificacin F60 o F70, de las especificaciones AWS, especificacin para electrodos desnudos de acero dulce, y fundentes para soldadura con arco sumergido.
9. 9.1 9.1.1
Requisitos de ejecucin. Fabricacin. Aspectos generales.
estar tambin libres de escamas sueltas, escoria, herrumbre, humedad, grasa u otros materiales extraos que pudieran evitar una soldadura apropiada o produzcan humos indeseables. Pueden dejarse las escamas de laminacin que resistan un cepillado vigoroso con cepillo de alambre, una ligera capa de algn recubrimiento que proteja contra la oxidacin, o un compuesto contra salpicaduras de soldadura, pero en trabes armadas deben quitarse todas las escamas de laminacin en las zonas donde se harn las soldaduras para unir los patines con el alma mediante soldadura con arco sumergido, o mediante arco protegido con electrodos de bajo contenido de hidrgeno. 9.1.2.2 Corte con oxgeno.
1. Se deben observar todos los prrafos aplicables de esta seccin en la produccin e inspeccin de piezas y estructuras soldadas, fabricadas mediante cualquiera de los procesos aceptados en esta especificacin. 2. Todo el equipo que se vaya a emplear para soldar o cortar con oxgeno debe disearse y fabricarse de tal forma, y estar en tal condicin, que permita a soldadores, operadores y punteadores calificados seguir los procedimientos y obtener los resultados prescritos en esta especificacin. 3. No debe soldarse cuando la temperatura ambiente sea menor de 255 K (-18 C), cuando las superficies estn mojadas o expuestas a la lluvia, nieve o viento fuerte, ni cuando los soldadores estn expuestos a condiciones inclementes. 4. Los tamaos y longitudes de las soldaduras no deben ser menores que las especificadas por los requisitos de diseo y en los dibujos de detalle, ni ser apreciablemente mayores, a menos que se aprueben los cambios correspondientes. Tampoco cambiar la posicin de soldaduras sin aprobacin previa del representante de PEP. 9.1.2 Preparacin del metal base.
En todos los cortes con oxgeno, la flama de corte debe ajustarse y manipularse para evitar corte hacia dentro de las lneas prescritas. La rugosidad de las superficies cortadas con oxgeno no debe ser mayor que la definida por el ANSI (American National Standards Institute) como valor de rugosidad* de 1 000 MU pulg para material hasta de 10.2 cm (4 pulg ) y 2 000 MU pulg para material de 10.2 cm (4 pulg ) a 20.4 cm (8 pulg ) de espesor, excepto los extremos de miembros que no estn sujetos a esfuerzos calculados en sus extremos, los que deben cumplir con el valor de 2000 MU pulg. Las rugosidades que excedan los lmites anteriores y las muescas o melladuras ocasionales, con profundidad no mayor de 5 mm (3/16 pulg) en superficies que sean satisfactorias en general, se quitan mediante maquinado o esmerilado. Las superficies y bordes cortados deben estar libres de escoria. Las correcciones de defectos se ajustan a las superficies cortadas con oxgeno mediante pendientes que no excedan 1 en 10. Las reparaciones con soldaduras se hacen, preparando apropiadamente el defecto, soldando con electrodos de bajo contenido de hidrgeno y tamao no mayor de 4 mm (5/32 pulg) y esmerilando la soldadura terminada, para dejarla lisa y al ras con la superficie adyacente, para producir un acabado limpio.
9.1.2.1 Las superficies y bordes que se vayan a soldar deben estar lisos y uniformes, y libres de rasgaduras, grietas u otros defectos que pudieran afectar de forma adversa la calidad o resistencia de la soldadura. Las superficies que se vayan a soldar y las adyacentes a una soldadura, deben
8/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
* ANSI B46.1. Textura micropulgadas (MU pulg).
de
las
superficies,
en
* Esto no es aplicable cuando el refuerzo se aplica perpendicularmente al espesor del material.
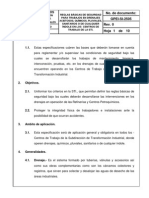
El corte con oxgeno debe hacerse, de preferencia, con mquina. Los bordes cortados con oxgeno que vayan a estar sujetos a esfuerzos importantes, o en los que se vaya a depositar soldadura, deben estar razonablemente libres de muescas. Se permiten muescas ocasionales de no ms de 5 mm (3/16 pulg ) de profundidad, pero las que sean mayores y permanezcan despus del corte, deben quitarse mediante esmerilado.Todas las esquinas entrantes deben redondearse con un radio no menor de 13 mm (1/2 pulg). 9.1.2.3 Inspeccin visual y reparacin de bordes cortados de placas *. 1. En la reparacin y determinacin de los lmites de defectos internos observados visualmente en bordes cortados con oxgeno o con cizalla, y causados por escoria o refractario atrapados, productos desoxidantes, bolsas de gas, o agujeros de soplado, la cantidad de metal que se remueva ser la mnima necesaria para quitar el defecto para determinar que no se ha excedido el lmite permisible. Los bordes de la placa pueden formar cualquier ngulo con la direccin de laminado. Todas las reparaciones de defectos hechas mediante soldadura deben estar de acuerdo con las provisiones aplicables de esta especificacin. 2. Los lmites de aceptacin y la reparacin de los defectos de borde observado visualmente en placas hasta de 10.2 cm (4 pulg ) de espesor deben estar de acuerdo con la tabla 1, en la cual la longitud del defecto es la mayor dimensin visible en el borde cortado de la placa, y la profundidad es la distancia que el defecto se extiende dentro de ella a partir del borde cortado. 3. Se deben seguir los procedimientos que se mencionan a continuacin, que sirven como gua para miembros en tensin o compresin, para evaluar las discontinuidades de ms de 25 mm (1 pulg ) de largo y profundidad mayor de 25 mm (1 pulg ), descubiertas mediante inspeccin visual, de los bordes cortados de la placa, antes de soldar; o durante la inspeccin, mediante radiografas o ultrasonido, de las juntas soldadas.
a) Cuando antes de terminar la junta se descubran visualmente discontinuidades tales como W, X o Y de la figura 1, su tamao y forma se determinan mediante inspecciones ultrasnicas. El rea de la discontinuidad se determina como el rea de prdida total de la reflexin, cuando la prueba se haga siguiendo los procedimientos de ASTM A435. b) Para que se acepte, el rea de la discontinuidad (o la suma de las reas de discontinuidades mltiples) no debe exceder del 4 por ciento del rea de la placa (largo por ancho). Se remueve la discontinuidad en el borde cortado de la placa hasta una profundidad de 25 mm (1 pulg) ms all de su interseccin con la superficie, mediante cincelado, chorro de aire y arco elctrico con electrodo de carbono, o esmerilado, y se rellena mediante soldadura depositada manualmente con el proceso de arco protegido, en capas cuyo espesor no debe exceder de 3 mm (1/8 pulg). c) Si despus de terminar la junta se descubre una discontinuidad, Z, que no excede el rea permitida en 9.1.2.3.3.b y se determina que se encuentra a una distancia igual o mayor que 25 mm (1 pulg) de la cara de la soldadura, medida en la superficie de la placa, no es necesario repararla. Si la discontinuidad Z est a menos de 25 mm (1 pulg) de la cara de la soldadura, debe ser eliminada hasta la distancia de 25 mm (1 pulg) de la zona de fusin de la soldadura mediante cincelado, chorro de aire y arco elctrico con electrodo de carbono, o esmerilado, y reparada posteriormente mediante soldadura depositada manualmente con el proceso de arco protegido poniendo por lo menos cuatro capas, cada una de las cuales no debe exceder 3 mm (1/8 pulg) de espesor; para las capas restantes puede emplearse arco sumergido u otro proceso de soldadura. d) Si el rea de la discontinuidad W, X, Y o Z excede la permisible dada en 9.1.2.3.3.b, la placa
9/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
o subcomponente se rechaza y reemplaza, o se repara a criterio de la supervisin de Pemex Exploracin y Produccin. Tabla 1 Descripcin de la discontinuidad Reparacin requerida
Cualquier discontinuidad con la longitud hasta de 25 Ninguna; no es necesario explorarla. mm (1pulg). Cualquier discontinuidad con longitud mayor de 25 Ninguna; debe explorarse la profundidad*. mm (1pulg) y con profundidad mxima de 3 mm (1/8 pulg). Cualquier discontinuidad con longitud mayor de 25 Remuvase; no es necesario soldar. mm (1pulg) y con profundidad de ms de 3 mm (1/8 pulg) pero no mayor de 6 mm (1 pulg). Cualquier discontinuidad con longitud mayor de 25 Remuvase completamente y suldese. La longitud mm (1pulg) y con profundidad de ms de 6 mm (1/4 total de soldadura no debe exceder del 20 porciento pulg) pero no mayor de 25 mm (1 pulg). de la longitud del borde de la placa que se est reparando. Cualquier discontinuidad con longitud y profundidad mayores de 25 (1 pulg).
*
Ver 9.1.2.3.3.
El 10 por ciento de las discontinuidades del borde en cuestin, cortado con oxgeno, debe explorarse esmerilndose hasta una profundidad determinada. Si la profundidad de cualquiera de las discontinuidades exploradas excede de 3 mm (1/8 ), deben explorarse todas las restantes, esmerilndose a una profundidad determinada. Si ninguna de las discontinuidades exploradas en el muestreo del 10 por ciento tiene profundidad mayor de 3 mm, no es necesario explorar las restantes.
z y
x w
Figura 1 10/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
e) La suma de longitudes de soldaduras de reparacin no deber exceder de 20 por ciento de la longitud de la placa, salvo que Pemex Exploracin y Produccin lo apruebe. f) Todas las reparaciones deben estar de acuerdo con esta especificacin. La eliminacin de la discontinuidad puede hacerse desde cualquier superficie o borde de la placa. 9.1.2.4 Las esquinas reentrantes, excepto las esquinas de los agujeros de acceso a la soldadura adyacente a un patn, deben redondearse con un radio de no menos de 13 mm (1/2 pulg ). La zona redondeada y los cortes adyacentes deben juntarse sin desplazamientos o cortes despus del punto de tangencia. 9.1.2.5 Para la preparacin de las juntas, limpieza de la raz de soldaduras y remocin de trabajo defectuoso, puede emplearse maquinado, corte con chorro de aire u oxgeno y arco elctrico con electrodo de carbono, cincelado o esmerilado; para aceros templados no debe emplearse corte con oxgeno. 9.1.2.6 Los bordes de las almas de vigas y trabes armadas deben cortarse con la contraflecha prescrita, teniendo en cuenta las contracciones por corte y soldadura que se presentan posteriormente; sin embargo, se pueden corregir desviaciones pequeas de la contraflecha mediante una aplicacin de calor cuidadosamente supervisada. 9.1.2.7 Las correcciones de errores en la contraflecha de aceros templados, deben contar con la aprobacin previa de Pemex Exploracin y Produccin. 9.1.2.8 No se requiere aplanar o acabar los bordes de placas cortados con cizalla o gas, a menos que as se pida en los planos, o que est estipulado en la preparacin del borde para soldadura. 9.1.2.9 En las juntas sometidas a compresin en las que sta se transmita por contacto, las reas de contacto se preparan para que tengan una superficie comn, mediante maquinado, corte u otro medio apropiado.
9.1.3
Ensamblado.
Las piezas que se vayan a unir mediante soldaduras de filete deben colocarse en un contacto tan ntimo como sea posible. La separacin entre las piezas no debe exceder, en general, 5 mm (3/16 pulg), salvo cuando se tengan perfiles o placas con espesor de 76 mm (3 pulg) o mayor, en los que la separacin no pueda reducirse lo suficiente para cumplir con esta tolerancia al ensamblarlos despus de enderezarlos. En estos casos se acepta una separacin mxima de 8 mm (5/16 pulg ), siempre que se emplee soldadura de respaldo o un material apropiado de respaldo* para evitar que se escurra la soldadura fundida. Si la separacin es de 2 mm (1/16 pulg.) o mayor, se debe aumentar la pierna del filete de soldadura en una cantidad igual a la separacin, o demostrar que se ha obtenido el tamao de garganta requerido. La separacin de las superficies de contacto de juntas traslapadas o entre una junta a tope y la placa de respaldo no deber exceder de 2 mm (1/16 pulg). El ajuste de las juntas en las superficies en contacto que no estn completamente selladas por las soldaduras, debe ser tal, que excluya la posibilidad de que entre agua despus de pintarlas. Se prohibe el empleo de rellenos, salvo cuando se especifique en los planos o se cuente con la aprobacin especfica de PEP y se hagan de acuerdo con 9.1.15.4. Las piezas que se vayan a unir mediante soldaduras de penetracin parcial paralelas a la longitud de la pieza, exceptuando juntas en las que la transmisin de esfuerzos sea por contacto directo, deben colocarse en un contacto tan ntimo como sea posible. La separacin entre piezas no debe exceder 5 mm (3/16 pulg ), salvo en perfiles laminados o placas con espesor igual o mayor de 76 mm (3 pulg ) que despus de haber sido
*El respaldo para evitar el escurrimiento de la soldadura puede ser de fndente, cinta de vidrio, polvo de hierro o materiales similares, o puede obtenerse mediante pasos en la raz, depositados con
11/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
electrodos de bajo contenido de hidrgeno u otros procesos de soldadura con arco.
enderezados y ensamblados no puedan acercarse suficientemente para cumplir con la tolerancia. En esos casos se acepta una separacin mxima de 8 mm (5/16 pulg ), siempre que se emplee soldadura de sellado u otro material apropiado de respaldo, para evitar que la soldadura fundida se escurra, y la soldadura final rena los requisitos referentes al tamao de la garganta. 9.1.3.3 Las partes que se vayan a unir mediante soldadura a tope de penetracin, se alinean cuidadosamente. Cuando las piezas estn restringidas de manera efectiva contra flexin debida a excentricidad de la alineacin, puede permitirse un desplazamiento con respecto al alineamiento terico que no exceda de 10 por ciento del espesor de la pieza unida ms delgada, pero en ningn caso mayor de 3 mm (1/8 pulg ). Cuando se corrijan desalineaciones en estos casos, se les de a las piezas una pendiente no mayor de 1 en 24, y la medida del desplazamiento se hace sobre el eje de las piezas, a menos que en los planos se indique de otra forma.
9.1.3.4 Las dimensiones de la seccin transversal de juntas soldadas de penetracin que varen ms de las siguientes tolerancias, respecto a lo que aparece en los planos de detalles, debern someterse a consideracin de Pemex Exploracin y Produccin, para su aprobacin o correccin (Tabla 1.a.). 9.1.3.5 Las ranuras para soldaduras de penetracin producidas mediante vaciado, deben estar de acuerdo con las dimensiones del perfil de ranuras que aparecen en las figuras 3 a 7. Los miembros que se vayan a soldar deben estar correctamente alineados y mantenerlos en posicin mediante pernos, prensas, cuas, contraventeos, puntales, otros dispositivos apropiados, o puntos de soldadura, hasta terminar la colocacin de la soldadura. Se deben considerar mrgenes adecuados para tener en cuenta los retorcimientos y contracciones que se presenten al enfriarse la soldadura.
Tabla 1 a Seccin transversal 1. 2. Cara de la raz de la junta. Abertura de la raz en juntas sin respaldo de acero*. Abertura de la raz en juntas con respaldo de acero*. 3. Angulo de la ranura de la junta. Raz no vaciada y vuelta a depositar mm (pulg) 2 ( /16) 2 ( /16) 2 - 2 ( /4) 1 ( /16)
1 1 1
Raz vaciada y vuelta a depositar mm (pulg) No limitada + 2 - 3 ( /16) 1 ( /8) No aplicable + 10 grados - 5 grados
1
5 grados
* Si tiene aberturas de raz mayores que las permitidas por las tolerancias dadas arriba pero no mayores que el doble del grueso de la parte unida ms delgada, o 19 mm (3/4 pulg), los extremos de las partes pueden prolongarse con soldadura hasta obtener aberturas aceptables, antes de depositar la soldadura de penetracin. Solamente con aprobacin de Pemex Exploracin y Produccin pueden hacerse aberturas de raz mayores que las anteriores.
12/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
9.1.3.6
Puntos de soldadura.
1. Los puntos de soldadura se sujetan a los mismos requisitos de calidad que las soldaduras finales, salvo que: a) No es obligatorio el precalentamiento para un solo paso, que se vuelvan a fundir e incorporen a soldaduras continuas de arco sumergido. b) No es necesario remover defectos tales como socavaciones, crteres sin rellenar y porosidades, antes de colocar la soldadura final de arco sumergido. 2. Los puntos de soldadura que se vayan a incorporar a la soldadura final se hacen con electrodos que cumplan los requisitos de las soldaduras finales, y se limpian cuidadosamente. Los puntos de soldadura de pasos mltiples deben tener sus extremos en cascada. 3. Deben quitarse los puntos de soldadura que no se vayan a incorporar a las soldaduras finales, excepto en edificios, en los que puedan dejarse si Pemex Exploracin y Produccin no solicita su remocin. 9.1.3.7 Agujeros para pernos o remaches.
piezas de refuerzo, el procedimiento y la secuencia de colocacin de la soldadura deben ser tales que se minimicen las distorsiones y contracciones. 9.1.4.2 Siempre que sea posible, las soldaduras se depositan en una secuencia tal que se balancee el calor suministrado por ellas durante su colocacin. 9.1.4.3 Se deben desarrollar secuencias de soldadura que, en conjunto con los mtodos generales de fabricacin, produzcan miembros y estructuras que cumplan los requisitos de calidad especificados. Estas secuencias, y cualquier revisin necesaria en el curso del trabajo, deben ser supervisadas cuidadosamente. 9.1.4.4 La direccin del avance general de la soldadura de un miembro ser desde los puntos donde las piezas estn relativamente fijas, unas respecto a otras, hacia los puntos donde tienen mayor libertad relativa de movimiento. 9.1.4.5 Las juntas en que se espera una contraccin imponente se sueldan generalmente antes que aquellas que se contraigan menos, y con tan poca restriccin como sea posible. Cuando sea imposible evitar esfuerzos residuales grandes en las soldaduras finales de un conjunto rgido, esas soldaduras se hacen en elementos a compresin. 9.1.4.6 Todas las juntas de taller en cada elemento componente de una viga con cubreplacas o miembro compuesto, se hacen antes de que ese elemento se suelde a otras partes componentes del miembro. Las trabes largas, o secciones de las mismas, pueden fabricarse uniendo en el taller no ms de tres subsecciones, cada una de ellas hecha de acuerdo con este prrafo. 9.1.4.7 Al hacer soldaduras en condiciones en que haya severas restricciones externas a la contraccin, se depositan en forma continua hasta terminarlas, o hasta un punto que asegure que no se presentarn agrietamientos, antes de dejar enfriar la junta por abajo de la temperatura mnima especificada de precalentamiento y de interpaso.
Los agujeros para pernos o remaches deben ser 2 mm (1/16 pulg) mayores que el dimetro nominal del perno o remache. Si el espesor del material no es mayor que el dimetro nominal del perno o remache ms 3 mm (1/8 pulg), los agujeros pueden punzonarse. Si el espesor del material es mayor que el dimetro nominal del perno o remache ms de 3 mm (1/8 pulg), los agujeros deben taladrarse, o subpunzonarse y limarse. El dado para todos los agujeros subpunzonados, y el taladro para todos los subtaladrados, debe ser por lo menos 2 mm (1/16 pulg) menor que el dimetro nominal del remache o perno. Los agujeros en placas de acero A514 con espesor que 13 mm (1/2 pulg), deben taladrarse. 9.1.4 Control de los distorsin y contraccin. esfuerzos por
9.1.4.1 Al ensamblar y unir las partes de una estructura o de miembros compuestos, y al soldar
13/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
9.1.5
Tolerancias dimensionales.
Las dimensiones de los miembros estructurales soldados, deben estar dentro de las tolerancias de las especificaciones generales que gobiernan el trabajo, y tambin dentro de las siguientes tolerancias especiales. 9.1.5.1 Falta de derechura de columnas soldadas y de miembros principales de armaduras, cualquiera que sea su seccin transversal. Longitudes hasta de (longitud total en metros) x 1 14.0 metros: mm, pero no ms de 10 mm. Longitudes mayores 10 mm + (Longitud total en de 14.0 metros: metros 14.0) x 1 mm. 9.1.5.2 Falta de derechura de vigas o trabes soldadas de cualquier seccin transversal, cuando se da una curvatura o contraflecha especificada. (longitud total en metros) x 1 mm. 9.1.5.3 Para montaje: piezas fabricadas antes del
3 mm + (Distancia en metros, al extremo ms cercano) x 1 mm. Cualquiera que sea mayor, excepto en miembros cuyo patn superior est embebido en concreto sin que se disee un acartelamiento de concreto, en los que la desviacin, en milmetros, no debe exceder de 1/2 [Longitud total (en m)]o 6 mm (1/4 pulg), cualquiera que sea mayor. 9.1.5.4 Desviacin lateral entre los ejes del alma y del patn de miembros H o I armadas, en la superficie de contacto: 6 mm (1/4 pulg), mximo 9.1.5.5 La desviacin respecto a un plano, de las almas de trabes, se determina midiendo los desplazamientos del alma mediante una regla cuya longitud no debe ser menor que la dimensin ms pequea de cualquier tablero. La regla se coloca de manera de determinar la desviacin mxima sobre el alma, con sus extremos adyacentes a las fronteras opuestas del tablero. La desviacin respecto a un plano de almas con altura D, y espesor t, en tableros rodeados por atiesadores y/o patines, siendo de la menor dimensin del tablero, no debe exceder los siguientes valores Tabla 1b:
Desviacin con respecto a la flecha especificada de vigas o trabes soldadas de cualquier seccin transversal: (Longitud total en metros) x 0.25 mm, sin exceder 20 mm (3/4 pulg), o
Tabla 1b Desviacin mxima dependiendo del tipo de carga Esttica Atiesadores intermedios en ambas caras del alma D / t < 150 D / t = 150 Atiesadores intermedios solo en una cara del alma D / t < 100 D / t = 100 Sin atiesadores intermedios D / 150 d / 100 d / 80 d / 115 d / 92 d / 115 d / 92 Dinmica
14/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
2. Se consideran como satisfactorias distorsiones del alma del doble de las permitidas arriba, cuando stas ocurran en el extremo de una trabe armada que haya sido taladrada o subpunzonada y limada durante el ensamblado, o que corresponda a una junta apernada en el campo, si cuando se fijen las placas de unin, el alma queda con la tolerancia dimensional dada en 9.1.5.5.1. 3. Si por motivos arquitectnicos se requieren tolerancias ms restrictivas que las antes descritas, se deben mencionar en las especificaciones particulares. 9.1.5.6 El alabeo e inclinacin combinados del patn de vigas o trabes soldadas se determina midiendo el desplazamiento del borde del patn a partir de una lnea normal al plano del alma, trazada por la interseccin del eje del alma con la superficie exterior de la placa del patn. Este desplazamiento no debe exceder 1/ 100 del ancho total del patn o 6 mm (1/4 pulg ) cualquiera que sea mayor, excepto en las piezas que se vayan a unir con soldaduras a tope, que deben cumplir los requisitos de 9.1.3.3. 9.1.5.7 Apoyo en los puntos de carga.
9.1.5.9 Desviacin especificado.
respecto
al
peralte
La desviacin mxima respecto al peralte especificado en vigas y trabes soldadas, medida en el eje del alma, es como sigue: Para peraltes hasta de 91 cm (36 pulg), inclusive Para peraltes mayores de 91 cm (36 pulg) y hasta 183 cm (72 pulg), inclusive Para peraltes de ms de 183 cm (72 pulg) 3 mm (1/8 pulg)
5 mm (3/16 pulg)
+ 8 mm (5/6 pulg) - 5 mm (3/16 pulg)
9.1.5.10 Derechura de atiesadores intermedios. La falta de derechura de los atiesadores intermedios no debe exceder de13 mm (1/2 pulg), tomando en cuanta cualquier miembro que se conecte en ellos. 9.1.5.11 Derechura y atiesadores de apoyo. colocacin de los
Los extremos de apoyo de atiesadores colocados bajo cargas concentradas, deben estar al ras y a escuadra con el alma, y tener cuando menos el 75 por ciento de su rea en contacto con la superficie interior de los patines. La superficie exterior de los patines, cuando se apoyen en una base o asiento de acero, debe ajustarse con tolerancias no mayores de 0.25 mm (0.01 pulg) en el 75 por ciento del rea proyectada del alma y atiesadores, y no mayores de 0.8 mm (1/32 pulg) en el 25 por ciento restante del rea proyectada. Las trabes sin atiesadores deben apoyarse sobre el rea del alma proyectada en la superficie externa del patn con una tolerancia no mayor de 0.25 mm (0.01 pulg), y el ngulo comprendido entre el alma y el patn no debe exceder de 90 grados, en la zona de apoyo. 9.1.5.8 Ajuste de los atiesadores intermedios.
La falta de derechura de los atiesadores de apoyo no debe exceder de 6 mm (1/4 Pulg) para longitudes hasta 183 cm (6 pies), o 13 mm (1/2 pulg) para longitudes mayores de 183 cm (6 pies), y el eje real del atiesador debe quedar dentro del espesor del mismo, medido desde la posicin terica del eje. 9.1.5.12 Otras tolerancias dimensionales. Las tolerancias dimensionales que no se cubren aqu se determinan individualmente, tomando en cuenta los requisitos de montaje.
Cuando se especifiquen atiesadores intermedios ajustados, se permite una separacin hasta de 2 mm (1/16 pulg) entre atiesadores y patn.
15/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
tamao
45
Perfiles deseables en soldaduras de filete
c
S
La convecidad, C, no debe ser mayor de 0.5 x0.75 mm.
Perfil aceptable en soldaduras de filete
Tamao Garganta insuficiente
Tamao Convecidad excesiva
Tamao Socavacin excesiva
Tamao traslape
Tamao Pierna insuficiente
Perfiles defectuosos de soldaduras de filete
e
R R
El refuerzo, R, no debe ser mayor de 3 mm.
Perfil aceptable en soldaduras a tope de penetracin completa
9.1.6
Garganta insuficiente
Convecidad excesiva
Socavacin excesiva
Traslape
Perfiles defectuosos en soldaduras a tope de penetracin completa
Figura 2.
16/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
9.1.6
Perfiles de las soldaduras.
9.1.7
Correcciones.
9.1.6.1 Las caras de las soldaduras de filete pueden ser planas o ligeramente cncavas o convexas, como se muestra en la figura 2 a, b, y c, sin defectos tales como los mostrados en d. La convexidad c, debe cumplir con: C = 0.1 S + 0.75 mm donde: S = Tamao real de la soldadura de filete, en mm (ver figura 2 c). 9.1.6.2 Las soldaduras de penetracin se realizan de preferencia con refuerzo pequeo o mnimo, salvo que se prevea de otra forma. Para juntas a tope o de esquina, el refuerzo no debe exceder una altura de 3 mm (1/8 pulg) y tener una transicin gradual hacia la superficie del metal base, (figura 2 e). Las soldaduras de penetracin no deben tener defectos como los que se muestran en la figura 2 f. 9.1.6.3 Las superficies de juntas a tope que se deban alisar se terminan de manera que no se reduzca el espesor del metal base ms delgado, o del metal de aportacin, en ms de 0.8 mm (1/32 pulg) o 5 por ciento del espesor, el que sea menor, y que no se deje refuerzo que exceda 0.8 mm (1/32 pulg ). Sin embargo, se debe quitar todo el refuerzo cuando las soldaduras formen parte de una superficie de contacto. El refuerzo debe disminuir suavemente hacia las superficies de las placas, con superficies de transicin libres de socavaciones en el borde de la soldadura. Se permite el cincelado, si posteriormente se esmerila. Donde se requiera un acabado de la superficie, su rugosidad no debe exceder de 250 MU pulg (ANSI B46.1 Textura superficial, micropulgadas). 9.1.6.4 En edificios y estructuras tubulares, las socavaciones no deben tener una profundidad mayor de 0.25 mm (0.01 pulg) cuando sean transversales a los esfuerzos de tensin primarios en la pieza socavada, ni ms de 0.8 mm (1/32 pulg) de profundidad en cualquier otro caso. 9.1.6.5 Las soldaduras no deben tener traslape.
9.1.7.1 La remocin del metal de aportacin o porciones del metal base puede hacerse mediante maquinado, esmerilado, cincelado, corte con oxgeno o arco con electrodo de carbn y chorro de aire, de tal forma que el metal base o de aportacin restante no se socave ni maltrate. El corte con oxgeno no se debe utilizar en aceros templados. Las porciones defectuosas de la soldadura se quitan sin remover partes importantes de metal base. Las cantidades adicionales de metal de aportacin necesarias para compensar la deficiencia de tamao se depositan empleando, preferiblemente, electrodos de tamao menor que el utilizado para hacer la soldadura original, de preferencia con dimetro no mayor de 4 mm (5/32 pulg). Las superficies se limpian cuidadosamente antes de soldar. 9.1.7.2 Las soldaduras y el metal base que estn defectuosos o que no estn sanos, se corregirn removiendo y reemplazando la soldadura completa como sigue: 1. Traslape o convexidad excesiva: redzcase quitando el exceso de metal de aportacin adicional. 2. Concavidad excesiva de soldaduras o crteres tamao menor que el admisible, socavacin: lmpiese y depostese metal de aportacin adicional. 3. Porosidad excesiva de la soldadura, inclusiones excesivas de escoria, fusin incompleta: qutense las porciones defectuosas y vulvase a soldar. 4. Grietas en la soldadura o en el metal base: determnese la extensin de la grieta mediante inspeccin con cido o partculas magnticas, u otro mtodo. 9.1.7.3 Los miembros deformados por la soldadura se deben enderezar mecnicamente o por la aplicacin, cuidadosamente supervisada, de cantidades limitadas de calor en zonas localizadas. La temperatura de las reas calentadas, medida con mtodos aprobados, no debe exceder de 866 K (593 C) para aceros templados ni 922 K (649 C) (color rojo apagado) para otros aceros.
17/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
Las piezas que se vayan a calentar para enderezarlas deben estar sustancialmente libres de esfuerzos y de fuerzas externas, salvo los esfuerzos debidos a los medios mecnicos empleados al aplicar el calor. 9.1.7.4 Se debe contar con aprobacin de Pemex Exploracin y Produccin para correcciones tales como reparaciones del metal base, grietas grandes y rediseos para compensar deficiencias. 9.1.7.5 El corte de miembros mal unidos o mal soldados debe ser aprobado por la supervisin de PEP. 9.1.7.6 Cuando el trabajo realizado, posteriormente a la ejecucin de una soldadura deficiente, la ha hecho inaccesible o crea nuevas condiciones que hacen que la correccin de la deficiencia sea peligrosa o ineficiente, se restauran las condiciones originales quitando soldaduras o miembros, o ambos, antes de hacer las correcciones; si no se hace lo anterior, la deficiencia se compensa mediante material adicional, colocado de acuerdo con un diseo revisado y aprobado. 9.1.8 Martilleo.
durante el maquinado. Sin embargo, los resultados de pruebas de tenacidad (pruebas de impacto) han demostrado que el tratamiento trmico posterior a la soldadura puede, en la prctica, perjudicar la tenacidad del metal de aportacin y de la zona afectada por el calor y, ocasionalmente, puede ocurrir agrietamiento intergranular en la regin de grano grueso de la zona de soldadura afectada por el calor.
1. La temperatura del horno no debe exceder de 589 K (316 C) cuando se coloque en l, el conjunto soldado. 2. Despus de alcanzar una temperatura mxima de 866 K (593 C) en aceros templados, o una temperatura media comprendida entre 866 K (593 C) y 922 K (649 C) y en otros aceros, se mantiene la temperatura del conjunto dentro de los lmites especificados, durante una hora por cada pulgada de espesor de la soldadura. Cuando el relevado de esfuerzos especificado sea para lograr estabilidad dimensional, el tiempo debe ser de una hora por pulgada de espesor de la pieza ms gruesa. Durante el tiempo en que la temperatura se mantenga constante, no debe haber una diferencia mayor de 356 K (83 C) entre las temperaturas extremas en la parte del conjunto que se est calentando. 3. En temperaturas por encima de 589 K (316 C) el enfriamiento se hace en un horno cerrado o en una cmara de enfriamiento, a una velocidad* no mayor que 551 K (278 C) por hora, divididos entre el grueso mximo del metal, en pulgadas, pero nunca mayor de 551 K (278 C) por hora. Desde los 589 K (316 C) el conjunto puede enfriarse en aire en reposo. 9.1.9.2 Alternativamente, cuando sea imprctico un tratamiento trmico posterior hasta las temperaturas especificadas arriba, se pueden relevar los esfuerzos de conjuntos de piezas calentndolos a temperaturas menores durante periodos de tiempo mayores, como sigue:
* No se requiere que las velocidades de calentamiento y enfriamiento sean menores de 56 C (100 F) por hora. Sin embargo, en los casos de cmaras cerradas y estructuras complejas puede convenir reducir las velocidades de calentamiento y enfriamiento, para evitar daos estructurales ocasionados por gradientes trmicos excesivos.
Se puede usar el martilleo de capas intermedias de soldadura para controlar los esfuerzos por contraccin en soldaduras gruesas, y as evitar el agrietamiento. No se martillea la raz ni la capa superficial de soldadura, ni el metal base en los bordes de la soldadura. Teniendo cuidado de evitar el traslape o agrietamiento de la soldadura o metal base. 9.1.9 Tratamiento esfuerzos*. trmico para relevar
9.1.9.1 Se hace un relevado de esfuerzos mediante tratamiento trmico, cuando lo requieran los planos o especificaciones del contrato. El acabado con mquina se debe hacer, de preferencia, despus que el relevado de esfuerzos. El tratamiento para relevado de esfuerzos se hace de acuerdo con los requisitos siguientes:
* En general no se requiere relevar los esfuerzos de soldaduras depositadas en aceros templados, pero puede ser necesario hacerlo cuando las soldaduras deban mantener su estabilidad dimensional
18/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
Disminucin de la temperatura por abajo de la mnima especificada K ( C) 301 (28) 329 (56) 356 (83) 384 (111) 9.1.10 Limpieza y capas protectoras.
Tiempo mnimo de retencin a la temperatura disminuida
(Horas / pulgada de espesor) 2 3 5 10 debern sealarse en los planos y dibujos de detalle. 9.1.11.3 Montaje. Las vigas y armaduras que se detallen sin especificar contraflecha se fabrican de manera que, despus del montaje, cualquier contraflecha pequea debida al laminado o ensamble en el taller, quede hacia arriba. Si la contraflecha implica el montaje de algn miembro sometido a una fuerza determinada, esto debe indicarse en el diagrama de montaje. 9.1.11.4 Contraflecha, enderezado o formas curvas. Para introducir o corregir contraflechas, para enderezar o para dar una forma curva al material, puede aplicarse calor localmente o utilizarse medios mecnicos. La temperatura de las reas calentadas, medida con mtodos aprobados, no debe exceder 866 K (593 C) para acero A514, o 922 K (649 C) para otros aceros. 9.1.12 Construccin con pernos o remaches de alta resistencia. 9.1.12.1 Ensamblado. Durante la colocacin de los remaches, todas las partes de miembros remachados se deben manter unidas entre si rgidamente, por medio de pasadores o tornillos. El acomodo de las partes, efectuado durante el ensamble, no debe distorsionar el metal ni agrandar los agujeros.
9.1.10.1 Se limpia la escoria de todas las soldaduras. Las juntas soldadas no se pintan hasta que el trabajo est terminado y aceptado. Las superficies que se vayan a pintar no deben tener salpicaduras, xido, escamas sueltas, aceite o suciedad. La pintura debe estar de acuerdo con las especificaciones generales del trabajo, referencia 5.7. 9.1.10.2 Las soldaduras que se vayan a galvanizar, se limpian con chorro de arena o de manera semejante, para remover todas las partculas de escoria. 9.1.11 Contra flecha.
9.1.11.1 Armaduras y trabes. A las armaduras cuyo claro sea de 25 m o ms se les d, en general, una contraflecha aproximadamente igual a la flecha producida por la carga muerta. A las trabes carril de 23 m de claro o ms se les d, en general, una contraflecha aproximadamente igual a la flecha producida por la carga muerta ms la mitad de la carga viva. 9.1.11.2 Contraflecha de otros elementos. Si son necesarios requisitos especiales de contraflecha para lograr que una pieza cargada ajuste con otros elementos, esos requisitos
19/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
Los agujeros que deben agrandarse para admitir remaches o pernos se limarn posteriormente. La mala coincidencia de los agujeros es motivo de rechazo de la pieza. Los remaches se colocan con mquina, ya sea del tipo de compresin y operada manualmente, de tipo neumtico, hidrulico o elctrico. Despus de colocados, los remaches deben quedar apretados y con la parte interior de las cabezas en contacto con las superficies de las piezas que unen. El remachado se ejecuta, generalmente, en caliente, en cuyo caso las cabezas terminadas deben ser de forma aproximadamente hemisfrica y de tamao uniforme en todo el trabajo, para el mismo tamao de remache, completas, bien terminadas y concntricas con los agujeros. Los remaches se calientan uniformemente a una temperatura que no exceda 1339 K (1066 C), y no deben colocarse si su temperatura desciende a menos de 811 K (538 C). 9.1.12.2 Las superficies de piezas unidas con pernos de alta resistencia, que estn en contacto con la cabeza o la tuerca, no deben tener una pendiente mayor que 1:20 con respecto a un plano normal al eje del perno; cuando la Tabla 2 Tamao del perno (mm) (pulg)
pendiente sea mayor, se usa una rondana biselada para compensar la falta de paralelismo. Las partes unidas con pernos de alta resistencia deben estar firmemente ajustadas entre s durante la colocacin de los pernos, y no deben quedar separadas por empaques o cualquier otro material compresible. Al ensamblarlas, todas las superficies de la junta, incluidas las adyacentes a las rondanas, deben estar libres de escamas, excepto escamas de laminacin firmemente adheridas. Adems, deben estar limpias, sin escamas sueltas, rebabas y otros defectos que eviten la buena unin de las partes. Las superficies en contacto en juntas del tipo de friccin deben estar libres de aceite, pintura, barniz u otros recubrimientos, pero pueden estar galvanizados por inmersin en caliente, siempre que se cepillen con cepillo de alambre o se traten con chorro de arena despus del galvanizado y antes de colocar los pernos de alta resistencia. Todos los pernos tipo A325, A449 Y A490 se aprietan hasta obtener una tensin inicial no menor que la dada en la tabla D.2. Esto se logra con el mtodo de vuelta a la tuerca o por medio de llaves calibradas adecuadamente. .
Tensin mnima en el perno, * ton Pernos A325 y A449 5.4 8.6 12.7 17.7 23.1 25.4 32.2 38.6 46.7 Pernos A490
12.7 15.9 19.1 22.2 25.4 28.6 31.8 34.9 38.1 Sobre 38.1 *
(1/2) (5/8) (3/4) (7/8) (1) (1 1/8) (1 1/4) (1 3/8) (1 1/2)
6.8 10.9 15.9 22.2 29.0 36.3 46.3 54.9 67.1 0.7 x RT
Igual al 70 por ciento de la resistencia a la tensin (RT) mnima de los pernos.
20/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
Los pernos que se aprieten mediante llaves calibradas, se instalan con una rondana endurecida bajo la tuerca o la cabeza, segn sea el elemento que gire al apretar. Cuando se emplee el mtodo de vuelta a la tuerca no se requieren rondanas endurecidas, excepto cuando se usen pernos de acero A 490 para conectar material que tenga esfuerzo de fluencia menor de 274.4 MPa 2 (2800 kg/cm ), y cuando se utilizan pernos A499 en lugar de A325, en cuyo caso se requiere rondana endurecida bajo la cabeza. 9.1.13 Construccin soldada. En todas las soldaduras de penetracin completa hechas manualmente, salvo cuando se hagan empleando placa de respaldo o en posicin plana, desde ambos lados, en material con borde recto, de grueso no mayor de 8 mm (5/16 pulg) y con abertura en la raz no menor de la mitad del grueso de la parte unida ms delgada, debe quitarse la raz del primer cordn en la cara posterior antes de iniciar la soldadura de ese lado, y soldarse de manera que se obtenga material sano y fusin completa en la totalidad de la seccin transversal. No se permite remover material en acero A514 utilizando oxgeno; todos los depsitos de carbn se quitan mediante esmerilado, en acero A514, despus de remover con arco la raz del cordn. En las soldaduras de penetracin hechas empleando respaldo del mismo material que el metal base, el metal de aportacin se funde completamente con el material de respaldo. No es necesario quitar las placas de respaldo, pero en caso de hacerlo deben removerse despus de terminar la soldadura, asegurndose de no daar el metal base ni el de aportacin, y dejando la superficie de ste al ras o ligeramente convexa, con espesor completo en la garganta. Las soldaduras de penetracin se terminan en los extremos de las juntas de una manera que asegure su sanidad. Cuando sea posible, esto se har usando placas de extensin. No es necesario quitar las placas de extensin despus de terminar la soldadura, pero se har si as se indica en los planos o especificaciones. Antes de depositar la soldadura, el metal base se precaliente de acuerdo con la tabla 3, salvo los puntos de soldadura que se funden e incorporan en soldaduras continuas de arco sumergido.
Cuando un metal base que no requiera precalentamiento se encuentre a una temperatura menor de 273 K (0 C), se debe precalentar por lo menos a 294 K (21 C) antes de puntearlo o soldarlo. El precalentamiento es tal, que la superficie del metal base situada hasta 7.5 cm (3 pulg) del lugar donde se est depositando la soldadura se encuentre a la temperatura especificada la cual debe mantenerse como temperatura mnima mientras se este soldando. Las temperaturas mnimas de precalentamiento y de entrepaso deben ser las que se especifican en la tabla 3. La cantidad de calor utilizado para soldar acero A514 no debe exceder la recomendada o sugerida por el fabricante. Cuando se requiera, las capas intermedias de soldaduras de pasos mltiples pueden martillarse con golpes ligeros de martillo mecnico con punta redondeada. El martilleo debe realizarse cuando la soldadura est tibia al tacto. Se debe tener cuidado para evitar que la soldadura o el metal base se dae por exceso de martilleo. Cuando los planos o especificaciones lo requieran, se de la lnea recta har un relevado de esfuerzos de conjuntos soldados, mediante tratamiento trmico, de acuerdo con 9.1.9.2. Tanto la tcnica de soldadura empleada, como la apariencia y calidad de las soldaduras y los mtodos empleados para corregir trabajos defectuosos, estan de acuerdo con 9.1.6 y 9.1.7. 9.1.14 Tolerancias.
9.1.14.1 Derechura. Los miembros estructurales que consistan primordialmente en una sola pieza laminada debern, a menos que se especifique otra cosa, estar derechos dentro de las tolerancias permitidas por la especificacin ASMT-A6. Los miembros estructurales compuestos, remachados o soldados, debern estar, salvo que se especifique otra cosa, dentro de las tolerancias permitidas para secciones H (ala ancha) por la especificacin ASTM-A6. Los miembros comprimidos no se deben desviar ms de 1/100 de la distancia entre puntos que vayan a estar soportados lateralmente. Los miembros terminados no deben estar torcidos, doblados o con juntas abiertas; se rechaza el material que presente dobleces bruscos.
21/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
Tabla 3
Temperatura mnima de precalentamiento y de entrepaso, C
Espesor de la parte ms gruesa que el punto que se suelda Soldadura de arco con electrodos recubiertos, que no son de bajo contenido de hidrgeno Soldadura con electrodos recubiertos de bajo contenido de hidrgeno; soldadura con arco sumergido; soldadura de arco con electrodo y gas Soldadura con arco Soldadura de arco con sumergido con electrodos recubiertos, alambre de acero al debajo contenido de hidrgeno; soldadura con carbn y fndente de aleacin. arco sumergido con alambre de acero al carbn o de aleacin y fndente neutral; soldadura de arco con electrodo y gas
ASTM A36; A53 ASTM A36; A242 Grado B;A375; A500; Grado Soldable; A529; A570 Grados A375; A441; Dy F A529;A570 Grados D Y E; a572 Grados 42, 45 y 50; A 588 Hasta 19.1, incl. Sobre 19.1 38.1 incl. Sobre 38.1 63.5 incl. Sobre 63.5 hasta Ninguna ** 65 Ninguna ** 20
ASTM A514 ASTM A514
20 65
10 50
10 95
hasta
105 150
65 105
105 150
80 105
150 205
No debe soldarse cuando la temperatura ambiente sea menor que 291 K (18 C). Cuando el metal base est a una temperatura por debajo de las de la lista , para el proceso de soldadura empleado y un espesor dado, el metal del material se deber precalentar (salvo que se diga de otra forma) de manera que la superficie de las piezas sobre las que se va a soldar est a la temperatura mnima especificada, o arriba de ella, hasta una distancia igual al espesor de la pieza que se vaya a soldar, pero no menor de 76 mm (3 pulg), en direccin lateral y en la de avance de la soldadura. Las temperaturas de precalentamiento y de entrepaso sern tales que eviten la formacin de grietas. Para soldaduras que esten muy restringidas pueden necesitarse temperaturas por arriba de los mnimos mostrados. Para acero A514 las temperaturas mximas de precalentamiento y de entrepaso no deben de exceder 478 K (205 C) para espesores hasta de 38 mm (1 pulg) inclusive, y 503 K (230 C) para espesores mayores. Cuando la temperatura del metal base est por debajo de 273 K (0 C), se debe precalentar el metal base hasta 293 K (20 C), por lo menos, y mantener a esta temperatura mnima durante la soldadura. Esta provisin tambin se aplica para acero A36, con espesor hasta 25 mm (1 pulg). El precalentamiento mnimo para acero A36, con espesor hasta 51 mm (2 pulg), es de 10 C).
**
22/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
9.1.14.2 Longitud. Se permite una variacin de 1 mm (1/32 pulg ) en la longitud total de miembros con ambos extremos preparados para transmitir compresiones por contacto directo. Los miembros que no tengan sus extremos preparados para trabajar por contacto directo, y que vayan a armarse con otras piezas de acero de la estructura, pueden tener una variacin con respecto a su longitud detallada no mayor de 2 mm (1/16 pulg) para longitudes de hasta 9 m y no mayor de 3 mm (1/8 pulg) para ms de 9 m de largo. 9.1.14.2 Tolerancias en el montaje. 1. En el montaje de piezas de acero se considera que stas estn a plomo, a nivel y alineadas si la tangente del ngulo que forma la recta que une los extremos de la pieza con el eje de proyecto no excede 1:500. 2. En el montaje de piezas para estructuras de varios pisos, se considera que stas estn a plomo, a nivel y si la tangente del ngulo que forma la recta que une los extremos de la pieza con el eje de proyecto no excede 1:500. a) El desplazamiento de los ejes de columnas adyacentes a cubos de elevador, respecto de su eje terico, no excede 25 mm en cualquier punto de los primeros 20 pisos. Sobre este nivel, el desplazamiento puede aumentar 1mm por cada piso adicional, hasta un desplazamiento mximo de 50 mm. b) El desplazamiento de los ejes de las columnas exteriores, respecto de su eje terico, no es mayor de 25 mm hacia fuera, ni 50 mm hacia dentro del pao del edificio en cualquier punto de los primeros 20 pisos. Sobre este nivel, estos lmites pueden aumentarse 1.5 mm por cada piso adicional. Pero sin exceder un desplazamiento total de 50 mm hacia fuera, ni 75 mm hacia dentro del pao del edificio. 9.1.15 9.15.1 Conexiones. Conexiones mnimas.
barras atiesadoras de largueros, deben disearse para soportar no menos de 264.6 MPa (2700 kg). 9.15.2 Conexiones excntricas.
De ser posible, los ejes centroidales de miembros concurrentes, sometidos a esfuerzos axiales, se intersectan en un punto; de no ser as, se toman provisiones para resistir los esfuerzos por flexin debidos a la excentricidad. 9.15.3 Colocacin de remaches, pernos y soldaduras. Excepto en los casos que se mencionan adelante, los grupos de remaches, pernos o soldaduras colocados en los extremos de cualquier miembro y que trasmiten esfuerzos axiales a ese miembro deben tener sus centroides en el eje centroidal del miembro, a menos que se tomen en cuenta el efecto de la excentricidad resultante. Salvo en miembros sometidos a variaciones repetidas de los esfuerzos que puedan producir fallas por fatiga, en la conexin extrema de ngulos sencillos o dobles y miembros de tipo similar no se requiere que se dispongan los filetes de soldadura para balancear las fuerzas respecto al eje o ejes neutros, y puede despreciarse la excentricidad entre los ejes centroidales de tales miembros y las lneas de gramil de sus conexiones extremas, cuando estas son remachadas o apernadas. 9.1.15.4 Rellenos. Cuando haya remaches o pernos, sometidos a esfuerzos calculados, que pasen a travs de rellenos con espesor mayor de 6 mm (1/4 pulg), excepto en conexiones por friccin ensambladas con pernos de alta resistencia, los rellenos se extiendan ms all del material de la junta y se debe asegurar toda la extensin de ste, mediante suficientes remaches o pernos, para distribuir de manera uniforme el esfuerzo total en el miembro, sobre la seccin combinada de miembro y relleno, o incluir un nmero equivalente de sujetadores en la conexin. En la construccin soldada, cualquier relleno con espesor de 6 mm (1/4 pulg) o mayor, deben prolongarse ms all de los bordes de la placa de unin y se suelda con la pieza a la que se une, con suficiente soldadura de manera que pueda transmitir los esfuerzos de la placa de la junta,
Las conexiones que soporten esfuerzos calculados, excepto para piezas de celosas y
23/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
aplicados como fuerza excntrica en la superficie del relleno. Las soldaduras que unan la placa de unin con el relleno deben ser capaces de transmitir los esfuerzos de la placa, y ser de largo suficiente para no sobresforzar el relleno a lo largo de la pierna de la soldadura. Cualquier relleno con espesor menor de 6 mm (1/4 pulg) debe tener sus bordes al ras con los de la placa de la junta, y el tamao de la soldadura debe ser la suma del tamao necesario para soportar los esfuerzos de la placa ms el espesor de la placa de relleno. 9.1.15.5 Conexiones de miembros a tensin o compresin en armaduras. Las conexiones en los extremos de miembros de armaduras sometidas a tensin o compresin debern desarrollar la fuerza debida a la carga de diseo, pero su resistencia no debe ser menor que el 50 por ciento de la resistencia del miembro. 9.1.15.6 Conexiones de miembros comprimidos en los que la compresin se transmite por contacto directo. Cuando la transmisin de la carga de una columna a la placa de base o a otro tramo de columna se efecte por contacto directo, se colocan suficientes remaches, pernos o soldaduras, para mantener todas las piezas en posicin correcta. Cuando otros miembros comprimidos estn terminados para trasmitir la carga por apoyo, o directo, el material necesario para efectuar la conexin y sus remaches, pernos o soldaduras, se dispone de forma que mantenga todas las piezas alineadas, y se proporcionan para que resistan el 50 por ciento del esfuerzo calculado. 9.1.15.7 Remaches y pernos en combinacin con soldaduras. En trabajos nuevos se considera que los remaches, pernos tipo A307 o de alta resistencia, empleados en conexiones por empuje, no contribuyen a resistir los esfuerzos en combinacin con las soldaduras. Las soldaduras, si se usan, se disean para tomar todos los esfuerzos en la conexin. Se puede considerar que los pernos de alta resistencia, utilizados en juntas de friccin y colocados antes que la soldadura, s comparten los
esfuerzos con las soldaduras. Al hacer alteraciones soldadas a las estructuras, se pueden utilizar los remaches y pernos de alta resistencia, apretados correctamente, para tomar los esfuerzos producidos por las cargas muertas existentes, y disear las soldaduras para resistir nicamente los esfuerzos adicionales. 9.1.16 Control de calidad.
9.1.16.1 General. El fabricante debe llevar a cabo el control de calidad que juzgue necesario para asegurar que todo el trabajo se realice de acuerdo con esta especificacin. Adems, tanto el material como la mano de obra pueden ser inspeccionados en cualquier etapa del proceso de fabricacin por inspectores calificados que representen a Pemex Exploracin y Produccin. Hasta donde sea posible, toda la supervisin por parte de PEP se debe hacer en la planta del fabricante, y ste debe cooperar con el supervisor, permitiendo el acceso a todos los lugares donde se est haciendo el trabajo. El supervisor debe programar su trabajo de tal forma que ocasione interrupciones mnimas en la fabricacin. 9.1.16.2 Rechazos. Pueden rechazarse en cualquier momento, durante el avance del trabajo, material o mano de obra que no estn razonablemente de acuerdo con esta especificacin. El fabricante debe recibir copias de todos los informes que el supervisor suministre a PEP. 9.1.16.3 Inspeccin de la soldadura. La inspeccin de la soldadura se realiza de acuerdo con la seccin 6 del Structural Welding Code, D 1.1-72 del AWS. Cuando se requieran pruebas no destructivas, se definen claramente proceso, extensin, tcnica y reglas de aceptacin.
24/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
9.1.16.4 Identificacin resistencia.
de
acero
de
alta
9.2.2 9.2.2.1
Area efectiva de las soldaduras. Soldaduras de filete.
El acero que se use para piezas principales y que se requiera que tenga un esfuerzo de fluencia 2 superior a 247.94 MPa (2530 kg/ cm ) se marca en el taller del fabricante de manera que se pueda identificar su especificacin ASTM. La identificacin de esos aceros en miembros o conjuntos terminados se hace pintando la especificacin ASTM en la pieza, sobre la pintura de taller, antes de realizar el embarque. 9.2 9.2.1 9.2.1.1 Conexiones soldadas. Requisitos generales. Dibujos.
El rea efectiva de una soldadura de filete se obtiene multiplicando su longitud efectiva por la dimensin de su garganta, la cual es igual a la distancia ms corta entre la raz y la cara exterior de la soldadura terica, sin considerar el refuerzo (figura 2.c.). 1. La longitud efectiva de una soldadura de filete es la longitud total del cordn, incluyendo las vueltas en las esquinas extremas, si stas existen, y sin descontar los crteres que se forman al levantar el electrodo, los que deben rellenarse para que todo el cordn quede del mismo tamao en toda su longitud. 2. Si el cordn de soldadura se deposita a lo largo de una lnea curva, su longitud efectiva se mide a lo largo del eje de la garganta. Si el rea efectiva de una soldadura de filete hecha en el borde de un agujero resulta mayor que la de una soldadura de tapn hecha en un agujero de las mismas dimensiones, sta ltima se toma como rea efectiva. 3. El tamao nominal de una soldadura de filete es el tamao de la pierna de la misma (figura 2.c.); as, en el caso comn en que las dos piernas del filete son iguales, la garganta es igual a 0.707 veces el tamao nominal. 4. La longitud efectiva mnima de una soldadura de filete no debe ser menor de cuatro veces su tamao nominal; si es ms corta, se consideran que el tamao nominal del filete es igual a la cuarta parte de su longitud efectiva. 9.2.2.2 Soldaduras de penetracin.
Los dibujos deben contener informacin completa y clara sobre la posicin, tipo, tamao y longitud de todas las soldaduras; tambin debe indicarse en ellos las soldaduras que se hacen en taller y las que se efectuan en campo. 9.2.1.2 En los dibujos se indican las juntas en las cuales es importante que se controle la tcnica empleada para soldar y el orden de colocacin del metal de aportacin, para reducir a un mnimo los esfuerzos residuales y distorsiones. Las tcnicas y secuencias que se quieran emplear se aprueban por adelantado. 9.2.1.3 Las longitudes de las soldaduras sealadas en los planos son las longitudes efectivas necesarias, descritas en 2.b. 9.2.1.4 Los dibujos de detalle indicarn claramente, mediante smbolos, de soldadura y croquis, aclaratorios cuando sean los detalles de las juntas de penetracin y la preparacin requerida del material para hacerlas. Se detallan tanto en planta como en corte, los respaldos de acero. 9.2.1.5 Si se requiere alguna forma especial de inspeccin, sta se indica en los planos y especificaciones.
El rea efectiva de una soldadura de penetracin es igual al producto de su longitud efectiva por su espesor efectivo. 1. La longitud efectiva de cualquier soldadura de penetracin, normal al eje de la pieza unida o inclinada con respecto al eje, es igual al ancho de
25/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
esa pieza, medido perpendicularmente direccin de los esfuerzos.
la
2. El espesor efectivo de una soldadura de penetracin completa es igual al grueso de la pieza unida ms delgada; no se permite incremento alguno en el refuerzo de la soldadura. 3. El espesor efectivo de las soldaduras de penetracin incompleta se define en las figuras 6, 7 y en 9.2.3.1.b. 9.2.2.3 Soldaduras de tapn y de ranura.
b) Las soldaduras de arco sumergido de juntas de penetracin completa, se hacen siempre en posicin plana. c) Se consideran precalificadas todas las juntas de penetracin completa que satisfagan los requisitos indicados en las figuras 3. a .5, sujetas a las limitaciones especificadas en 9.1.3.4. d) Las caractersticas de las juntas de penetracin completa indicadas en los planos de fabricacin pueden diferir de las que aparecen en las figuras 3, 4 y 5, nicamente en los aspectos siguientes: El grueso del material especificado en cada caso es el grueso nominal mximo que puede emplearse. Las aberturas mostradas de la raz de las juntas hechas manualmente y de las juntas abiertas, con placa de respaldo, hechas por el proceso de arco sumergido, son mnimas; pueden detallarse excediendo la dimensin especificada en no ms de 1.5 mm. En juntas cerradas, soldadas con arco sumergido, la abertura de la raz debe detallarse igual a cero. Los ngulos mostrados de los biseles son mnimos; pueden detallarse excediendo el valor especificado en no ms de 10 grados. Los radios mostrados de las preparaciones en U y J son mnimos; pueden detallarse excediendo la dimensin mostrada en no ms de 3 mm. Las preparaciones dobles empleadas en soldaduras manuales hechas por los dos lados pueden ser de profundidades diferentes, pero la menor de las dos debe ser como mnimo, igual a una cuarta parte del grueso de la parte ms delgada de las que se estn uniendo.
El rea efectiva de una soldadura de tapn o de ranura es igual al rea nominal del agujero circular o alargado, en que se hizo la soldadura, medida en el plano de la superficie de falla. 9.2.3 9.2.3.1 Detalles de las juntas soldadas. Calificacin de las juntas.
Las juntas que satisfagan los detalles especificados en los incisos siguientes, que se suelden usando los electrodos adecuados y que cumplan todos los puntos pertinentes de esta especificacin, se llaman "juntas precalificadas", y pueden usarse sin realizar ninguna prueba previa. Para emplear juntas cuyos detalles difieran de los especificados abajo, es necesario que antes de iniciar la fabricacin de la estructura se sometan a aprobacin sus caractersticas y los procedimientos que se deseen emplear para soldarlas, y se demuestre que son adecuadas para el tipo de trabajo que deben desempear en la estructura de la que formen parte. 1. Juntas de penetracin completa hechas manualmente con electrodo recubierto o automticamente con arco sumergido. a) Una junta en la que el metal de aporte penetre en todo el grueso de las piezas por unir y en la que se logre la fusin de soldadura y metal base en todo el espesor, mediante la aplicacin del metal de aporte por los dos lados de la junta o por uno de ellos, utilizando en este caso una placa de respaldo, recibe el nombre de junta de penetracin completa. -
26/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
1
T
1 T 2
T 6 mx Recta
a
Recta 60 T 3
6 mx.
1 T 2
19 mx.
6 mx
Recta
a
V sencilla 45
60
T 19 m x
a
3 V sencilla
a
19 mx. 3 Bisel sencillo 19 mx. T 45 45 3 19 mx. 45 a 90
ab
Bisel sencillo
Bisel sencillo
a b
Limpiar la raz antes de soldar el segundo lado. Para posicin horizontal nicamente.
El tamao de las soldaduras de filete utilizados para reforzar soldaduras de penetracin en juntas en Te o en esquinas debe ser igual a T/4, con un mximo de 10 mm. Las acotaciones estn en mm.
Figura 3. Juntas soldadas de penetracin completa en material de espesor limitado (soldadura manual con electrodo recubierto).
27/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
9*
10
60
3 60
V Sencilla (d)
V doble (a c) Separador de R x 3
11*
?
12
45 6 R ?
V Doble (a c)
Bisel sencillo (b)
13*
14
45 6 Separador de 6 x 3
45 R
V Sencilla * limitaciones para las juntas 9, 11 y 13
Bisel Sencillo (a b c)
15
45 45
?
45 30 20
R 6 10 13
Posiciones permitas para soldar En todas posiciones 0 o 15 Solamente plana y sobre cabeza Solamente plana y sobre cabeza
Colquese primero el cordn de fondeo de este lado
Bisel Doble (a b c)
(a) (b) (c) (d)
Limpiar la raz antes de soldar el segundo lado. Para posicin horizontal nicamente. Esta junta debe limitarse de preferencia a material base de espesor no menor de 16 mm. No precalificada para conexiones en polines de tensin de trabes para puentes Acotaciones en mm.
Figura 4a. Juntas soldadas de penetracin completa en material de espesor no limitado (Soldadura manual con electrodo recubierto).
28/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
16*
? R=6 3
17
45
3 45 1.5 R=10 J Doble ( a b c)
o U sencilla (a)
18*
R=6
? 3
19
R=6
o ? U doble (a c) ? R=6 o T
J Doble ( a b c)
20*
21
3
separador ? R=3 E
U sencilla (a)
(a c) Bisel doble
16*
3 45 1.5 R=10
23
45
3 J sencilla (a b)
45 Bisel doble (a c)
* Limitaciones para las juntas 16, 18 y 20 ? 45 20 Posiciones Permitidas para soldar. En todas posiciones. Solamente plana y sobre cabeza. ? 45 30
* Limitaciones para las juntas 19 y 21 R 6 10
Posiciones permitidas para soldar. En todas posiciones. Solamente plana y sobre cabeza. E Sin lmite No mayor que 75 mm
(a) (b) (c)
Limpiar la raz antes de soldar el segundo lado. Para posicin horizontal nicamente. Esta junta debe limitarse de preferencia, a material base de espesor no menor de 16 mm. El tamao de las soldaduras de filetes utilizadas para reforzar soldaduras de penetracin en juntas en Te o en esquinas ser igual a T/4, con un mximo de 10 mm. Acotaciones en mm.
Figura 4b.
Juntas soldadas de penetracin completa en material de espesor no limitado (Soldadura manual con electrodo recubierto).
29/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
Soldadura manual con electrodo recubierto en el material de espesor no limitado *24
?
*25
? 45 o 90 R=10 1.3
R=10 3
J sencilla (a)
J (a) sencilla
*Limitaciones para las juntas 24, 25 y 26
*26
? E R=10 1.5 ? 3
45 ? Posiciones permitidas para soldar En todas posiciones Solamente plana y sobre cabeza E 24 26 Sin limite No mayor que 76 mm
J (a b) doble
30
a) b)
Limpiar la raz antes de soldar el segundo lado. Esta junta debe limitarse, de preferencia, a material base de espesor no menor de 16 mm. El tamao de las soldaduras de filete utilizadas para reforzar soldaduras de penetracin en juntas, en Te o en esquinas debe ser a T/4, con un mximo de 10 mm. Las acotaciones estn en mm.
Soldadura automtica de arco sumergido en material de esposores limitados y no limitados. 27
1.3 Max
28
20 R=6 6
? Recta
R=6
0 20 U doble
29
10 Max.
30
60 3 0
0 Recta
60
Bisel doble
Figura 4 c.
Juntas soldadas de penetracin completa.
30/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
31* 32*
33
20
separadador de 16 x 6
T R
V sencilla 16 20 V doble
34*
60
35
38 mx
60
T
6 0 V sencilla
2 ?T ? 6 ? 3
6
Suldese despus de haber colocado un cordn como mnimo por el otro lado.
1 ?T ? 6 ? 3
0 80 V doble
36* 37*
38
45 25 mx
V sencilla
6
25 mx
Bisel sencillo
39
60
40
60 19 mx
T
6
Filete de soldadura de respaldo, hecho manualmente con electrodo recubierto o automticamente con arco sumergido
T
3 0 Bisel sencillo
0 V sencillo
Suldese despus, de haber colocado un cordn como mnimo por el otro lado.
Limitaciones para juntas 31, 36 y 37 Designacin 31 36 32 37 20 16 Sin lmite ? 30 R 6 Espesor mx. (T) 13 El tamao de las soldaduras de filete utilizadas para reforzar soldaduras de penetracin en juntas en Te o en esquina debe ser igual a T/4, con un mximo de 10 mm. Las acotaciones estn en mm.
Figura 5.
Juntas soldadas de penetracin completa en material de espesor limitado y de espesor no limitado (soldadura automtica de arco sumergido).
31/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
T Espesor efectivo de la garganta = T T = mx = 3 T 0 a 1.5
0.8 a 3
Recta
2
0.8 a 3 T 0.8 a 3 0 a 1.5 Recta No es necesario limpiar la raz antes de soldar por el segundo lado.
Espesor efectivo de la garganta = T mx = 6
3 T 4
0.8 a 3 T
Recta
1 T mn 2
a 0.8 a 3
5
60 0.8 a 3
0a3 T 45 2.5 mn.
2.5 mn.
0a3 Borde inferior para posicin horizontal T
Espesor efectivo de la garganta = T T mx = 13 V sencilla * Juntas soldadas por un solo lado Acotaciones en mm
Espesor efectico de la garganta = T T mx = 13 Bisel sencillo
Figura 6 a.
Juntas de penetracin incompleta (soldadura manual con electrodo recubierto)
32/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
60
7
D
60 D D
0 V sencilla
o
**Garganta efectiva = D T ? 13
V doble
60 45 T
**Garganta efectiva = D T ? 38
45
T 0 0
**Garganta efectiva = D -3 T ? 13
D D
V sencillo
Bisel doble
45 **Garganta efectiva = D -3
T ? 38
10
D
45
R=6
11
45
R=6 D
T
D 0
**Garganta afectiva = D T ? 13
R=6 U doble 45 45
U sencilla
**Garganta efectiva = D T ? 38
12
R = 10
45
13
T T
0 J sencilla ** Garganta efectiva mnima = Acotaciones en mm.
**Garganta efectiva = D T ? 13
D 0 J doble 45
**Garganta efectiva = D T ? 38
T/6
Figura 6 b.
Juntas de penetracin incompleta (soldadura manual con electrodo recubierto).
33/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
14
60
15
60 D D
*Garganta efectiva = D T ? 32
D T
0 V sencilla
*Garganta efectiva = D T ? 19
V doble
60
16
60
17
60 D D 0
*Garganta efectiva = D -3 T ? 19
T 0
60 Bisel doble
V sencillo
*Garganta efectiva = D T ? 32
18
20
R=6
19
D
20
R=6 D
T
0
*Garganta efectiva = D T ? 19
T D R=6 U doble 20 45 0
**Garganta efectiva = D T ? 32
U sencilla
20 21
* *
?
22
Junta 20 21 ? 20 45
D T D o
R = 13
T R = 10 0
J sencilla * Garganta efectiva mnima = Acotaciones en mm.
*Garganta efectiva = D T ? 19
J doble
45
*Garganta efectiva = D T ? 32
T/6
Figura 7.
Juntas de penetracin incompleta (soldadura de arco sumergido).
34/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
Las preparaciones dobles empleadas en soldaduras manuales hechas por los dos lados pueden ser de profundidades diferentes, pero la menor de las dos debe ser como mnimo, igual a una cuarta parte del grueso de la parte ms delgada de las que se estn uniendo. 2. Juntas de penetracin incompleta hechas manualmente con electrodo recubierto o automticamente con arco sumergido. En estas juntas la penetracin de la soldadura es menor que el grueso total de las partes por unir. Pueden hacerse colocando el metal de aporte por los dos lados o por uno slo, pero las juntas del segundo tipo se emplean nicamente cuando existan restricciones exteriores que impidan el giro de las piezas unidas. Las soldaduras de penetracin en las que el metal de aporte se deposite por un solo lado sin placa de respaldo y aquellas en las que el metal de aporte se deposite por los dos lados, pero sin limpiar adecuadamente la raz del primer depsito antes de colocar el segundo, se consideran de penetracin incompleta. No se deben emplear soldaduras de penetracin incompleta cuando estn sometidas a cargas cclicas de tensin, normales a su eje, que puedan producir fallas por fatiga. Las soldaduras de arco sumergido de juntas de penetracin incompleta se hacen siempre en posicin plana. Se consideran precalificadas todas las juntas de penetracin incompleta que satisfagan los requisitos indicados en las figuras 6 y 7, sujetas a las limitaciones especificadas en 9.1.3.4. Las caractersticas de las juntas de penetracin incompleta indicadas en los planos de fabricacin pueden diferir de las que aparecen en las figuras 6 y 7, nicamente en los aspectos siguientes: Los ngulos mostrados de los biseles son mnimos; pueden detallarse excediendo el valor especificado en no ms de 10 grados. Los radios mostrados de las preparaciones en U y J son mnimos; pueden detallarse
excediendo la dimensin mostrada en no ms de 3 mm. Las preparaciones hechas en una y otra cara de juntas soldadas por los dos lados pueden ser de profundidades desiguales, siempre que cada una de ellas satisfaga los requisitos indicados en las figuras 6 y 7. En juntas soldadas utilizando el proceso de arco sumergido la abertura de la raz debe detallarse igual a cero. En juntas soldadas utilizando el proceso de arco sumergido en las que la cara de la raz sea menor de 6 mm, se har cuando menos un cordn inicial manualmente para evitar que el metal de aporte depositado automticamente queme el metal base y pase a travs de ste.
3. Soldaduras de filete hechas manualmente con electrodo recubierto o automticamente con arco sumergido. a) Se consideran precalificadas todas las soldaduras de filete que satisfagan los requisitos que se dan a continuacin: El tamao mnimo de las soldaduras de filete, exceptuando las utilizadas para reforzar soldaduras de penetracin, debe ser el indicado en la Tabla 4. El tamao mximo de los filetes que puedan colocarse a lo largo del borde cuadrado de una placa, o del redondeado de un perfil laminado es: El espesor del material, cuando ste es menor de 6 mm (1/4 pulg). 2 mm (1/16 pulg) menor que el grueso del material, cuando ste es de 6 mm (1/4 pulg) o mayor, a menos que en los planos se indique, especialmente, que la soldadura debe depositarse de manera que se obtenga el tamao total de la garganta.
35/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
Si el extremo de una placa sometida a tensin se conecta a otro elemento estructural empleando nicamente soldaduras de filete en sus dos bordes longitudinales, la longitud de cada una de ellas debe ser mayor que la separacin entre ambas, medida perpendicularmente a su eje. La separacin Tabla 4 Grueso mximo de las partes unidas en la junta Hasta 6 mm (1/4 pulg) inclusive Ms de 6 mm hasta 13 mm (1/2 pulg) Ms de 13 mm hasta 19 mm (3/4 pulg) Ms de 19 mm hasta 38 mm (1 1/2 pulg) Ms de 38 mm hasta 57 mm (2 1/4 pulg) Ms de 57 mm hasta 152 mm (6 pulg) Ms de 152 mm (6 pulg)
entre los dos filetes no debe exceder de 20 cm (8 pulg) a menos que se prevenga la flexin transversal excesiva de la conexin mediante soldadura en el extremo de la placa o que se hagan soldaduras de tapn o de ranura intermedios.
Tamao mnimo de la soldadura de filete* 3 mm (1/8 pulg) 5 mm (3/16 pulg) 6 mm (1/4 pulg) 8 mm (5/16 pulg) 10 mm (3/8 pulg) 13 mm (1/2 pulg) 16 mm (5/8 pulg)
Cuando las placas unidas sean de gruesos diferentes, el tamao del filete no tiene que ser mayor que el espesor de la placa ms delgada.
Si el extremo de una placa sometida a tensin se conecta a otro elemento estructural empleando nicamente soldaduras de filete en sus dos bordes longitudinales, la longitud de cada una de ellas debe ser mayor que la separacin entre ambas, medida perpendicularmente a su eje. La separacin entre los dos filetes no debe exceder de 20 cm (8 pulg) a menos que se prevenga la flexin transversal excesiva de la conexin mediante soldadura en el extremo de la placa o que se hagan soldaduras de tapn o de ranura intermedios. Cuando haya posibilidad de separacin o pandeo de los elementos unidos, la distancia entre los dos filetes se reduce a diecisis veces el grueso de la placa ms delgada, a menos que se tomen medidas efectivas para eliminar esa posibilidad. La liga de dos elementos puede lograrse mediante soldaduras de filete intermitentes colocadas entre ellos, cuando la resistencia requerida sea menor que la desarrollada por
una soldadura continua de filete, del menor tamao permitido. La soldadura se disea para transmitir las fuerzas existentes. La longitud efectiva de cualquier segmento de una soldadura de este tipo no ser menor que cuatro veces el tamao del filete, o en caso contrario se considerar que el tamao de la soldadura no exceda la cuarta parte de su longitud efectiva, con un mnimo de 38 mm. Pueden usarse soldaduras de filete, para ligar placas que no sean perpendiculares entre si, pero nicamente cuando el ngulo menor que formen las dos placas est comprendido entre 60 y 90 (figura 8). 4. Juntas traslapadas. El traslape mnimo es igual a cinco veces el grueso de la ms delgada de las piezas unidas, pero no menor de 25 mm (1 pulg) (figura 8). En juntas traslapadas de placas o barras, sujetas a fuerzas axiales se colocan
36/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
soldaduras de filete a lo largo de los extremos de las dos piezas traslapadas, aunque se puede suprimir una de las dos soldaduras cuando las deformaciones de la junta estn suficientemente restringidas para evitar que la junta se abra bajo la carga mxima (figura 8). Pueden usarse soldaduras de filete en los bordes de agujeros circulares o ranuras, para transmitir la fuerza cortante o para evitar el pandeo o separacin de placas traslapadas. Estas soldaduras no deben confundirse con las de tapn o de ranura.
Los extremos de las ranuras deben ser semicirculares o tener sus esquinas redondeadas, con un radio no menor que el grueso de la placa que las contiene, excepto en ranuras que se extiendan hasta el borde la placa. La separacin transversal mnima entre dos soldaduras de ranura, debe ser cuatro veces el ancho de la ranura. La separacin longitudinal mnima, medida entre centros, debe ser el doble de la longitud de la ranura. El espesor de las soldaduras de tapn o de ranura hechas en material de grueso igual o menor de 16 mm (6/8 pulg), el espesor de las soldaduras debe ser por lo menos, la mitad del grueso del material, con un mnimo de 16 mm (5/8 pulg). 7. Juntas semiautomticas hechas por el proceso de arco sumergido. No hay juntas semiautomticas precalificadas, por lo que antes de usarlas con fines estructurales se demostrar su eficiencia y capacidad para desarrollar el trabajo que les corresponda durante la operacin de la estructura. 9.2.3.2 Calificacin de soldadores y operadores. punteadores,
5. Las soldaduras de filete depositadas en los lados opuestos de un plano de contacto comn a dos piezas deben interrumpirse en la esquina comn a ambas soldaduras (figura 8). Si las soldaduras de filete colocadas en los extremos o lados de un elemento estructural, llegan hasta sus extremos deben prolongarse, siempre que sea posible de manera continua alrededor de las esquinas en una longitud no menor que el doble de su tamao nominal, salvo en los casos mencionados en el prrafo anterior. Estas prolongaciones se deben indicar, en los dibujos de fabricacin de la estructura. 6. Soldaduras de tapn o de ranura hechas manualmente con electrodo recubierto. Estas soldaduras pueden emplearse para transmitir las fuerzas cortantes en juntas traslapadas o para evitar el pandeo o la separacin de las partes que las forman. El dimetro de los agujeros para una soldadura de tapn no debe ser menor que el grueso de la placa que la contiene ms 8 mm (5/6 pulg), ni mayor de 2 1/4 veces el espesor del metal de aporte. La separacin mnima entre centros de soldaduras de tapn debe ser cuatro veces el dimetro del agujero. En soldaduras de ranura, la longitud de la ranura no debe exceder diez veces el espesor de la soldadura. El ancho de la ranura no debe ser menor que el grueso de la placa que la contiene ms 8 mm (5/16 pulg), ni mayor de 2 1/4 veces el espesor de la soldadura.
Las soldaduras deben ser hechas nicamente por punteadores, soldadores u operadores que hayan sido previamente calificados mediante pruebas como las prescritas en el Structural Welding Code, AWS D.1.1, para realizar el tipo de trabajo requerido. 9.2.3.3 Calificacin soldaduras y juntas. de los detalles de
Pueden emplearse, sin necesidad de ser calificadas, todas las juntas de penetracin completa o parcial que se aceptan sin calificacin segn las normas AWS D 1.1. Pueden emplearse formas y detalles de juntas o procesos y procedimientos de soldaduras distintos de los anteriores, siempre que hayan sido calificados de acuerdo con los requisitos de AWS D 1.1. Deben emplearse los electrodos y fundentes especificados en la Tabla 5 para hacer soldaduras de penetracin completa diseadas con los esfuerzos permisibles del metal base, como se
37/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
indica en la tabla 6. Pueden emplearse los electrodos y fundentes de la tabla 6 para hacer soldaduras de filete o de penetracin parcial. No se recomienda soldar acero tipo A440. 9.3 9.3.1 Conexiones con pernos o remaches. Pernos de alta resistencia.
pernos, ASTM A325 A490, aprobadas por el Consejo de Investigaciones Sobre Juntas Estructurales Remachadas o Apernadas. Pueden usarse pernos A449 de dimetro no mayor de 38 mm (1 1/2 pulg) en lugar de pernos A325, siempre que se coloque una rondana endurecida bajo la cabeza del perno. Sin embargo, las tuercas empleadas con pernos A449 deben cumplir los requisitos ASTM A325.
El uso de pernos de alta resistencia debe estar de acuerdo con las indicaciones de las especificaciones para juntas estructurales con
a 60
a 60
Tamao del filete
90
90
3 mm mx. 0
t >t1 t t1
5 t 1mn (25 mm)
Interrumpase las soldaduras en las esquinas
Figura 8.
38/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
Tabla 5 Proceso de soldadura Metal Base
2
Arco elctrico con electrodo recubierto
AWS A5.1 o A5.5, 2 60XX o e70XX AWS A5.1/52 o A5.5, E70XX* AWS A5.5 E80XX* AWS A5.5 E100XX* AWS A5.5 E110XX*
Arco sumergido
AWS A5.17 F6X o F7X-EXXX AWS A5.17 F7X-EXXX Grado F80 Grado F100 Grado F100
Arco con gas
AWS A5.18 E70S-X O E70U-1 AWS A5.18 E70S-X O E70U-1 Grado E80S Grado E100S Grado E110S
ASTM A36, A53 GRADO B, A375, A500, A501, A 529 Y A570 Grados D y E. ASTM A242, A441, A572 Grados 42 A 60 Y A5883 ASTM A572 Grado 65 ASTM A514 con espesor sobre 64 mm (2 pulg) ASTM A514 con espesor sobre 64 mm (2 pulg)
Se permite el uso de metal de aporte que tenga las propiedades mecnicas inmediatamente superiores a las indicadas en la tabla. 1. 2. 3. Cuando las soldaduras vayan a relevarse de esfuerzos, el metal de aporte depositado no debe contener ms de 0.05 por ciento de vanadio. En juntas que involucren metales base de distinta resistencia a la fluencia, pueden emplearse los metales de aporte aplicables a la menor resistencia a la fluencia. Para aplicaciones arquitectnicas que empleen el material expuesto a la intemperie y sin pintar, el metal de aporte depositado debe tener una resistencia a la corrosin atmosfrica y caractersticas de coloracin semejantes al del base empleado. Siguiendo la recomendacin del fabricante del acero. Clasificacin de bajo contenido de hidrgeno.
39/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
Tabla 6 Tipo deesfuerzo Tensin o compresin paralela al eje de cualquier soldadura de penetracin completa. Tensin perpendicular a la garganta** de una soldadura de penetracin completa. Esfuerzo permisible* Igual que para el metal base. Igual que el esfuerzo permisible de compresin del metal base*. Electrodo requerido
4
Metal base
Compresin perpendicular Igual que el a la garganta efectiva** de esfuerzo cortante una soldadura de permisible del metal penetracin parcial o base*. completa. Igual que el Cortante sobre la garganta esfuerzo cortante efectiva de una soldadura de penetracin completa o permisible del metal base*. parcial. Esfuerzo cortante en la garaganta efectiva** de soldadura de filete, independientemente de la direccin de aplicacin de la fuerza; tensin normal* al eje, en la garganta efectiva, de una soldadura de tapn o de una ranura. Los esfuerzos dados se aplican tambin a soldaduras hechas con el electrodo especificado en aceros con esfuerzo de fluencia mayor que el del metal base especificado en esta tabla. El esfuerzo permisible, sin tomar en cuenta la clasificacin del electrodo empleado, no deber exceder el dado en la tabla para el metal base menos resistente que se vaya a unir. 123.97 MPa 2 (1265 Kg/cm ). AWS A5.1 electrodos E60XX A500 Grado A
AWS A5.17, de fndente F6X-EXXX AWS A5.20, E60T-X
Combinacin A570 Grado D y electrodo electrodos
144.55 MPa 2 (1475 Kg/cm ).
AWS A5.1a A5.5 electrodos E70XX AWS A5.17 combinacin de fndente y electrodo F7X-EXXX AWS A5.18, electrodos E70S-X o E70U-1 AWS A5.20, electrodos E70T-X
A36 A53 Grado B A242 A375 A441 A500 Grado D A501 A529 A570 Grado E A572 Grados 42 A60 A588
40/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
Tabla 6 (Continuacin) Tipo de esfuerzo Esfuerzo permisible* 165.13 MPa 2 (1685 kg/cm ) Electrodo requerido
4
Metal base
AWS A5.5 electrodos A572 Grado 65 E80XX arco sumergido, o arco con electrodo y gas, grado 80. AWS A5.5 electrodos A514 con espesor mayor E90XX arco sumergido, o de 64 mm (2 1/2 pulg) arco con electrodo y gas, grado 90. AWS A5.5 electrodos A514 con espesor mayor E100XX arco sumergido, o de 64 mm (2 1/2 pulg) arco con electrodo y gas, grado 100. AWS A5.5 electrodos A514 con espesor hasta E110XX arco sumergido, o de 64 mm inclusive arco con electrodo y gas, grado 110.
186.2 MPa 2 (1900 kg/cm )
205.8 MPa 2 (2100 kg/cm )
227.36 MPa 2 (2320 kg/cm )
* ** *
Se debe emplear el electrodo o fundente especificado en la tabla 5. Ver 9.2.2, para la definicin de garganta efectiva de soldaduras de filete y de penetracin parcial. Las soldaduras de filete o de penetracin parcial que unen los elementos componentes de miembros compuestos, tales como conexiones entre alma y patn, pueden disearse sin tomar en cuenta el esfuerzo de tensin o compresin, en los elementos paralelos al eje de las soldaduras. Con materiales A242, A441, A514, A572 y A588 slo deben usarse electrodos con bajo contenido de hidrgeno.
41/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
Tabla D.7 Distancia mnima al borde para agujeros punzonados, limados o taladrados (mm) Dimetro del perno o remache (mm) 12.7 15.9 19.1 22.2 25.4 28.6 31.8 Sobre 31.8 *
**
(pulg) ( 1/2 ) ( 5/8 ) ( 3/4 ) ( 7/8 ) ( 1 ) (1 1/8) (1 1/4) (1 1/4)
En borde cortados con cizalla
En bordes laminados de placas, perfiles o barras, o bordes cortados con gas ** 19 22 25 29 32 38 41 1.25 x dimetro
22 29 32 38* 45* 51 57 1.75 x dimetro
Estos valores pueden ser 32 mm (1 1/4 pulg) en los extremos de los ngulos de conexin de vigas. Todas las distancias al borde, de esta columna, pueden reducirse 3 mm cuando el agujero se encuentre en un lugar donde el esfuerzo no exceda 25 por ciento del esfuerzo mximo permisible en el elemento.
42/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
9.3.2
Paso mnimo.
9.4.3
Superficies en contacto.
La distancia mnima entre los centros de los agujeros para pernos o remaches no debe ser menor de 2 2/3 veces el dimetro nominal del perno o remache, pero es preferible que no sea menor de 3 dimetros. 9.3.3 Distancia mnima al borde.
Las superficies en contacto se limpian de acuerdo con 9.4.1 antes del ensamblado, pero no se pintarn. 9.4.4 Superficies terminadas.
La distancia mnima del centro de un agujero para perno o remache a cualquier borde, debe ser la dada en la Tabla7. 9.3.4 Distancia mxima al borde.
Las superficies terminadas con mquina deben protegerse contra la corrosin mediante una capa antioxidante que se pueda remover fcilmente antes del montaje, o que tenga caractersticas que hagan innecesaria su remocin. 9.4.5 Superficies adyacentes a soldaduras de campo. Salvo que se especifique otra cosa, las superficies que estn hasta 5 cm de cualquier punto que se vaya a soldar en campo estarn libres de materiales que pudieran evitar una soldadura apropiada o producir humos perjudiciales mientras se suelda. 9.5 9.5.1 Montaje. Contraventeo.
La distancia mxima del centro de un perno o remache al borde ms cercano de partes en contacto debe ser 12 veces el espesor de la placa, pero sin exceder 15 cm (6 pulg). 9.4 9.4.1 Pintura de taller. Requisitos generales.
No se deben pintar las estructuras que vayan a recubrirse con concreto. en todos los casos restantes, y salvo excepcin expresa, debe darse a las estructuras una mano de pintura de taller (referencia 5.7) aplicada cuidadosamente y uniformemente a superficies secas que hayan sido limpiadas; la pintura puede aplicarse con brocha, rociado , rodillo, por inmersin, etc. (referencia 5.6). Despus de la inspeccin y aprobacin, pero antes de dejar el taller, todas las piezas que deban pintarse se limpian mediante un cepillado a mano con cepillo de cerda metlica, o por otros mtodos elegidos por el fabricante, para suprimir las escamas de laminacin sueltas, oxido, escoria de soldadura o depsitos de fndente, suciedad y cualquier materia extraa; los depsitos de grasa y aceite se remueven con un solvente. Despus de la fabricacin, las estructuras que no deben pintarse en taller se limpian con un solvente para eliminar aceite y grasa, y la suciedad y dems materias extraas se suprimirn mediante un cepillado cuidadoso con cepillo de fibra. 9.4.2 Superficies inaccesibles.
La estructura de edificios de acero se debe construir a plomo y a nivel, dentro de los lmites definidos en 9.1.14.3, y se coloca este contraventeo temporal cuando sea necesario para tomar en cuenta todas las cargas a que pueda quedar sometida durante el montaje, incluido el equipo y su operacin. El contraventeo debe permanecer en su lugar mientras la seguridad lo requiera. 9.5.2 Conexiones provisionales.
Durante el montaje, todas las piezas deben asegurarse mediante pernos o soldaduras, para tomar en cuenta los esfuerzos producidos por carga muerta, viento, sismo y operaciones de montaje. 9.5.3 Alineacin.
Las superficies que vayan a resultar inaccesibles despus de armar la estructura, se tratan de acuerdo con 9.4 antes de efectuar el armado.
No se colocan remaches ni pernos o soldaduras definitivas hasta que toda la zona de la estructura que vaya a quedar rigidizada por ellos est adecuadamente alineada y plomeada.
43/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
9.5.4
Soldadura de campo.
La pintura de taller en superficies adyacentes a juntas que se vayan a soldar en campo se cepilla con cepillo de alambre, hasta reducir la capa de pintura a un mnimo. 9.6 Refuerzo, reparacin o modificacin de estructuras existentes. 9.6.1 Aspectos generales.
cuenta los efectos, sobre su resistencia a la fatiga, de los ciclos de carga que haya soportado antes de la reparacin. 9.6.3.3 Si la estructura est sometida a cargas repetidas, los detalles del refuerzo se hacen tomando en cuenta al efecto debilitante que tienen las concentraciones de esfuerzos en la resistencia a la fatiga del metal base. 9.6.4 Mano de obra.
Todas las provisiones de esta especificacin aplican tambin al refuerzo, reparacin o modificaciones de estructuras existentes, salvo cuando los afecte alguna de las siguientes clusulas. 9.6.2 Materiales.
9.6.2.1 Antes de preparar los dibujos y especificaciones relativos al refuerzo, reparacin o modificacin de una estructura existente, se determinan las caractersticas del metal base empleado en ella. 9.6.2.2 Cuando se vayan a soldar entre s, aceros de distintas propiedades, se debe prestar especial atencin a la seleccin del metal de aporte y del procedimiento de soldadura que se emplear para depositarlo. 9.6.3 Diseo.
9.6.4.1 Las superficies de metal antiguo que vayan a quedar cubiertas por material de reparacin o refuerzo se limpiarn de polvo, xidos y otros materiales extraos, salvo la capa de pintura adherente. Las porciones de superficies sobre las que se vaya a soldar se deben limpiar cuidadosamente, eliminando todos los materiales extraos, incluyendo la pintura, en una franja de ancho no menor de 5 cm a cada lado de los bordes de la soldadura. 9.6.4.2 Los bordes a lo largo de los que se vaya a soldar, que hayan sido reducidos a un espesor menor que el tamao especificado de la soldadura, se reconstruirn con material de aporte hasta tener un espesor igual al tamao del cordn de soldadura, excepto en longitudes pequeas ocasionales, en las que no es perjudicial una pequea reduccin en el tamao de la soldadura. 9.6.5 Consideraciones especiales.
9.6.3.1 Antes de disear las reparaciones o refuerzos de las estructuras existentes, deben determinarse los siguientes puntos: 1. El carcter y extensin de los daos de las piezas y conexiones que requieran reparacin o refuerzo. 2. Si las reparaciones consisten slo en reponer las pares corrodas o daadas, o en remplazar miembros completos. 9.6.3.2 Al disear un refuerzo que vaya ms all de reponer los miembros corrodos o daados se har un estudio completo de las condiciones de estabilidad en que se encuentra la estructura. si est sometida a cargas repetidas se toman en
9.6.5.1 Antes de efectuar cualquier operacin de refuerzo, reparacin o modificacin de una estructura existente, es necesario determinar si se permite, o no, si los miembros que la forman soporten carga viva, mientras se realizan en ellos operaciones de soldado o de corte, teniendo en cuenta la extensin de la zona de la seccin transversal del miembro que se afecta por el calentamiento resultante. 9.6.5.2 Si se aade material a un miembro que soporta cargas que produzcan esfuerzos de 200 2 kg/cm o mayores, ya sea para reparar porciones corrodas o para reforzarlo, es conveniente descargar el miembro o presforzar el material agregado. Si no es factible ninguna de esas operaciones, el material adicional se proporciona de forma que queda ser sometido a un esfuerzo
44/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
igual al esfuerzo permisible en el miembro original menos el esfuerzo que origina en l las cargas existentes. Los remaches y pernos de alta resistencia existentes en la estructura original, se pueden usar para tomar las cargas muertas de la estructura reparada, reforzada o modificada, de manera que la soldadura adicional se puede proporcionar para soportar nicamente las cargas restantes. Sin embargo, si la capacidad de los remaches o pernos existentes es menor que la necesaria para soportar la carga muerta, la soldadura adicional se dimensiona para tomar la totalidad de la carga (muerta, viva y accidental). Al agregar material para reforzar un elemento estructural es recomendable planear el orden en que se efectuarn las soldaduras, de forma que se mantenga siempre una seccin transversal simtrica. Este requisito es de particular importancia cuando se permite que la carga viva siga obrando sobre la estructura durante el refuerzo o reparacin.
2.
Estructura semipesada.
Es aqulla en cuya fabricacin se emplea cuando menos 80% de perfiles de 12.1 a 60.0 kg/m. 3. Estructura pesada.
Es aqulla en cuya fabricacin se emplea cuando menos 80% de perfiles de ms de 60 kg/m. Conceptos y alcances Fabricacin de estructura ligera . Incluye las que correspondan de las siguientes operaciones: 1. Planos de taller, trazo, corte, enderezado, biselado, taladrado de agujeros, rolado y troquelado. 2. Armado, punteado, colocacin de soldadura, pernos o tornillos en las piezas que se ensamblen en taller, tratamientos trmicos necesarios, pintura de taller e identificacin de piezas. 3. Manejo de las piezas en el taller, carga, transporte al lugar de construccin, descarga y estiba en el lugar aprobado por la supervisin de PEP. Fabricacin de estructura semipesada.
10.
Criterios de medicin.
La fabricacin y el montaje de estructuras y herrajes de acero se medirn en toneladas, con una aproximacin de dos decimales.
11.
Conceptos de trabajo. Incluye las que correspondan de las siguientes operaciones: 1. Planos de taller, trazo, corte, enderezado, biselado, taladrado de agujeros, rolado y troquelado. 2. Armado, punteado, colocacin de soldadura, pernos o tornillos en las piezas que se ensamblan en taller, tratamientos trmicos necesarios, pintura de taller e identificacin de piezas. 3. Manejo de las piezas en el taller, carga, transporte al lugar de construccin, descarga y estiba en el lugar aprobado por la supervisin de PEP.
A menos que en los documentos del concurso o del contrato se indique lo contrario, los conceptos siguientes incluyen todos los recursos directos e indirectos necesarios para efectuar el trabajo, tales como materiales y su acarreo dentro de la obra, de mano de obra, operacin y mantenimiento de equipo, administracin y direccin de la obra. 11.1 Conceptos y alcance general de obra.
En todos estos conceptos se considera la siguiente clasificacin: 1. Estructura ligera.
Es aqulla en cuya fabricacin se emplea cuando menos 80% de perfiles hasta de 12.0 kg/m.
45/46
CONSTRUCCION DE ESTRUCTURAS DE ACERO
Primera Edicin P.3.0133.01:2001 UNT
Fabricacin de estructura pesada . Incluye las que correspondan de las siguientes operaciones: 1. Planos de taller, trazo, corte, enderezado, biselado, taladrado de agujeros, rolado y troquelado. 2. Armado, punteado, colocacin de soldadura, pernos o tornillos en las piezas que se ensamblan en taller, tratamientos tcnicos necesarios, pintura de taller e identificacin de piezas. 3. Manejo de las piezas en el taller, carga, transporte al lugar de construccin, descarga y estiba en el lugar aprobado por la supervisin de PEP. Montaje de estructura ligera, hasta una altura de 20.00 m. Incluye las que correspondan de las siguientes operaciones: 1. Acarreo del sitio de estiba al del montaje, colocacin de andamios, elevacin de las piezas, armado, troquelado, punteado y ajustes necesarios. 2. Colocacin de soldadura, de pernos, tornillos y paradores; fijacin, nivelacin y alineamiento de acuerdo al proyecto. Retiro de andamios y del material sobrante. Montaje de estructura semipesada, hasta una altura de 20.00 m. Incluye las que correspondan de las siguientes operaciones: 1. Acarreo del sitio de estiba al de montaje, colocacin de andamios, elevacin de las piezas, armado, troquelado, punteado y ajustes necesarios. 2. Colocacin de soldadura, de pernos, tornillos y paradores; fijacin, nivelacin y alineamiento de acuerdo al proyecto. Retiro de andamios y del material sobrante.
Montaje de estructura pesada, hasta una altura de 20.00 m. Incluye las que correspondan de las siguientes operaciones: 1. Acarreo del sitio de estiba al de montaje, colocacin de andamios, elevacin de las piezas, armado, troquelado, punteado y ajustes necesarios 2. Colocacin de soldadura, de pernos, tornillos y paradores; fijacin, nivelacin y alineamiento de acuerdo al proyecto. Retiro de andamios y del material sobrante. Suministro, fabricacin y colocacin de herrajes especiales de acero, soldados y/o atornillados, hasta 20.00 m de altura. Incluye las que correspondan de las siguientes operaciones: 1. Trazo, corte, enderezado, biselado, taladro de agujeros; armado, punteado, colocacin de soldadura, pernos o tornillos, pintura de taller e identificacin de piezas. 2. Carga en el lugar de fabricacin, transporte al lugar de construccin, descarga, colocacin de andamios, fijacin de las piezas en el lugar de proyecto, retiro de andamios y de material sobrante.
12.
Concordancia con otras normas.
Esta especificacin no concuerda con ninguna norma nacional o internacional.
46/46
Potrebbero piacerti anche
- p.4.0131.01 (Acero Estructural para Plataformas Marinas)Documento53 paginep.4.0131.01 (Acero Estructural para Plataformas Marinas)aaguilarm7367% (3)
- NRF 295 Pemex 2013pdf - CompressDocumento38 pagineNRF 295 Pemex 2013pdf - CompressJuan TorresNessuna valutazione finora
- Nrf-032-Pemex-2005 Sist Tub en Plantas Ind Dis y Espec de MatDocumento239 pagineNrf-032-Pemex-2005 Sist Tub en Plantas Ind Dis y Espec de MatIldefonso FloresNessuna valutazione finora
- Informacion CationesDocumento582 pagineInformacion Cationesdonus2012Nessuna valutazione finora
- NRF 072 Pemex 2009 FDocumento46 pagineNRF 072 Pemex 2009 Fcaod1712Nessuna valutazione finora
- Especificaciones Valvulas de Bola y CompuertaDocumento83 pagineEspecificaciones Valvulas de Bola y Compuertajhgjhgjhgj100% (1)
- Proy-Nrf 053 PDFDocumento52 pagineProy-Nrf 053 PDFromartimartiNessuna valutazione finora
- ESPECIFICACION Pemex P.2.0351.01.-Sistemas de Proteccion Anticorrosiva A Base de Recubrimientos.Documento51 pagineESPECIFICACION Pemex P.2.0351.01.-Sistemas de Proteccion Anticorrosiva A Base de Recubrimientos.charlyx127967% (3)
- NRF 047 Pemex 2007Documento56 pagineNRF 047 Pemex 2007Anibal Lopez100% (1)
- Anexo B-1Documento577 pagineAnexo B-1Frank MartinNessuna valutazione finora
- Pi 07 05 07Documento37 paginePi 07 05 07axsis10Nessuna valutazione finora
- Et-072-Pemex-2019 Muros Contra IncendioDocumento48 pagineEt-072-Pemex-2019 Muros Contra IncendioGaldino González Solano100% (1)
- Et Envolventes Met P.6.0371.01 PDFDocumento38 pagineEt Envolventes Met P.6.0371.01 PDFrichard_580100% (1)
- TES-ME-STRHO-GL Pipe Stress Engineering Analysis and Design of Hot Tap Branch Connections (CAN-US-MEX) .En - EsDocumento72 pagineTES-ME-STRHO-GL Pipe Stress Engineering Analysis and Design of Hot Tap Branch Connections (CAN-US-MEX) .En - EsBetoCostaNessuna valutazione finora
- NRF Pemex 038 2005Documento68 pagineNRF Pemex 038 2005Javier Pineda100% (1)
- Nom 001 Conagua 2011 PDFDocumento36 pagineNom 001 Conagua 2011 PDFZandii Bell De LeonNessuna valutazione finora
- P 2 0351 01Documento61 pagineP 2 0351 01zujoman100% (1)
- NRF 159 Pemex 2013Documento31 pagineNRF 159 Pemex 2013davidldfh75% (4)
- Anexo Beo (Bitacora) - OkDocumento10 pagineAnexo Beo (Bitacora) - OkCarlos ThomasNessuna valutazione finora
- GNT SSIME M001 2008 (Rev1)Documento14 pagineGNT SSIME M001 2008 (Rev1)Sara GallosoNessuna valutazione finora
- p.4.0351.01 Especificaciones y Metodos de Prueba para Recubrimientos AnticorrosivosDocumento60 paginep.4.0351.01 Especificaciones y Metodos de Prueba para Recubrimientos Anticorrosivosjleonos100% (1)
- Esp 199 Pemex Gipies 2020Documento17 pagineEsp 199 Pemex Gipies 2020Marco VeraNessuna valutazione finora
- NRF - 001 - Pemex 2013 PDFDocumento38 pagineNRF - 001 - Pemex 2013 PDFIsraelo PueblaNessuna valutazione finora
- NRF 020 Pemex 2005Documento13 pagineNRF 020 Pemex 2005Irving Garcia HernandezNessuna valutazione finora
- P-P5C-6 Procedimiento General de Inspección Visual Rev. 05Documento25 pagineP-P5C-6 Procedimiento General de Inspección Visual Rev. 05janetNessuna valutazione finora
- Estructuracion de Planos y PDFDocumento151 pagineEstructuracion de Planos y PDFRuben O. ValenciaNessuna valutazione finora
- Formato GroutDocumento2 pagineFormato Groutcesar0% (1)
- NRF 194 Pemex 2013 PDFDocumento33 pagineNRF 194 Pemex 2013 PDFRamón Edwardo GarcíaNessuna valutazione finora
- Sist. DesfoguesDocumento26 pagineSist. DesfoguesSalvador VicenteNessuna valutazione finora
- Tapping Machines - SPANISHDocumento78 pagineTapping Machines - SPANISHRemmy Torres VegaNessuna valutazione finora
- Etp-003 Diseño y Eval de Plata Mar Fijas en El Golfo de MexicoDocumento83 pagineEtp-003 Diseño y Eval de Plata Mar Fijas en El Golfo de MexicoPaola GamasNessuna valutazione finora
- p.3.120.02 Trazo y NivelesDocumento18 paginep.3.120.02 Trazo y NivelesVictor Hermilo Dolores MoralesNessuna valutazione finora
- Normas Pemex 3.411.01Documento93 pagineNormas Pemex 3.411.01JosimarSamado100% (1)
- NRF 026 Pemex 2001Documento64 pagineNRF 026 Pemex 2001Carlos Gonzalez100% (1)
- Alquilado LigeroDocumento7 pagineAlquilado LigeroJose Manuel CervantesNessuna valutazione finora
- NRF 065 Pemex 2014Documento35 pagineNRF 065 Pemex 2014Adriana Berenice Serrano GonzálezNessuna valutazione finora
- P. para Instalacion de Cubetas.Documento17 pagineP. para Instalacion de Cubetas.Max Lopez RamirezNessuna valutazione finora
- Et-234-Pemex-2019 Mangueras para Drenaje Pluvial en Tanques Cilíndricos Verticales Con Techo Flotante ExternoDocumento15 pagineEt-234-Pemex-2019 Mangueras para Drenaje Pluvial en Tanques Cilíndricos Verticales Con Techo Flotante Externoabad cruzNessuna valutazione finora
- Tricapa para TuberíasDocumento2 pagineTricapa para TuberíasleocastarlenasNessuna valutazione finora
- Brochure Teef Lujo AxialDocumento3 pagineBrochure Teef Lujo AxialJibrain MazariegoNessuna valutazione finora
- PEMEX EST 0211 2017 Valvulas DuctosDocumento35 paginePEMEX EST 0211 2017 Valvulas DuctosAlfredo Loga100% (3)
- GPEI-SI-2505 Seguridad en DrenajesDocumento10 pagineGPEI-SI-2505 Seguridad en DrenajesJhosse Paul MárquezNessuna valutazione finora
- Etp 048Documento193 pagineEtp 048Rafael Gallegos Perez100% (1)
- NRF-127-PEMEX-2007 Agua de Mar Vs IncendioDocumento77 pagineNRF-127-PEMEX-2007 Agua de Mar Vs IncendioGabriel MarquezNessuna valutazione finora
- Pemex Soldadura en Varillas de Acero para Refuerzo de ConcretoDocumento19 paginePemex Soldadura en Varillas de Acero para Refuerzo de ConcretoALONSO GOMEZ100% (3)
- Soldadura en Varillas de Acero para Refuerzo de Concreto PDFDocumento19 pagineSoldadura en Varillas de Acero para Refuerzo de Concreto PDFrabacet2923100% (4)
- P.3.0135.03 3Documento17 pagineP.3.0135.03 3TSEO_22Nessuna valutazione finora
- BardasDocumento13 pagineBardasroberto bravo solisNessuna valutazione finora
- P.3.0135.13-2001 - Ademes y Ataguias.Documento12 pagineP.3.0135.13-2001 - Ademes y Ataguias.JPNessuna valutazione finora
- p.3.0341.02 Escaleras Marinas y RectasDocumento18 paginep.3.0341.02 Escaleras Marinas y Rectasterraces100% (1)
- P.3.0341.03 FAbricacion de Presas Metalicas para LodosDocumento43 pagineP.3.0341.03 FAbricacion de Presas Metalicas para LodosAnacarmenlopezlopez100% (3)
- P 2 0143 01 PDFDocumento44 pagineP 2 0143 01 PDFPedro Morales HernandezNessuna valutazione finora
- Electrodo de Tugsteno para Soldadura de Arco, RecomendacioneDocumento10 pagineElectrodo de Tugsteno para Soldadura de Arco, Recomendacioneadalberto may leónNessuna valutazione finora
- p.3.0135.03 Acero de Refuerzo en Estructuras de ConcretoDocumento17 paginep.3.0135.03 Acero de Refuerzo en Estructuras de ConcretoWilliam CordovaNessuna valutazione finora
- P 2 0131 03Documento26 pagineP 2 0131 03Pedro Morales Hernandez100% (1)
- P.3.0135.04 4Documento16 pagineP.3.0135.04 4TSEO_22Nessuna valutazione finora
- Inspección de Plataformas Marinas Fijas de AceroDocumento16 pagineInspección de Plataformas Marinas Fijas de AceroArturoHNessuna valutazione finora
- Deflexiones Permisinles en Columnas de ConcretoDocumento8 pagineDeflexiones Permisinles en Columnas de ConcretoPedro Morales HernandezNessuna valutazione finora
- p.2.0211.05 Cables 2000 Mar TierraDocumento11 paginep.2.0211.05 Cables 2000 Mar TierraAurelio Javier Perez IzaguirreNessuna valutazione finora
- Soportes Elevados de Concreto para TuberiasDocumento27 pagineSoportes Elevados de Concreto para TuberiasJPNessuna valutazione finora
- Fichero 15 4333Documento93 pagineFichero 15 4333Juanjo HornoNessuna valutazione finora
- 03 de Junio SPANISH PDFDocumento16 pagine03 de Junio SPANISH PDFAntonio Tadeu MenesesNessuna valutazione finora
- TRIZ - Teorija Rezhenija Izobretatelskikh ZadatchDocumento73 pagineTRIZ - Teorija Rezhenija Izobretatelskikh ZadatchAntonio Tadeu MenesesNessuna valutazione finora
- Substancia CampoDocumento6 pagineSubstancia CampoAntonio Tadeu MenesesNessuna valutazione finora
- 11 - Uso de La Teoria de Solución de Problemas Inventivos (TRIZ) en El Analisis de Productos de Apoyo A La Movilidad para Detectar Oportunidades de Innovacion-2Documento15 pagine11 - Uso de La Teoria de Solución de Problemas Inventivos (TRIZ) en El Analisis de Productos de Apoyo A La Movilidad para Detectar Oportunidades de Innovacion-2Jean ZacaríasNessuna valutazione finora
- Marta Harnecker - Los Conceptos Element Ales Del Materialismo HistoricoDocumento168 pagineMarta Harnecker - Los Conceptos Element Ales Del Materialismo HistoricoyankohaldirNessuna valutazione finora
- Tutorial LeonRoviraDocumento114 pagineTutorial LeonRoviraAntonio Tadeu MenesesNessuna valutazione finora
- Calculo Estrcutural de Torres MetalicasDocumento79 pagineCalculo Estrcutural de Torres MetalicasJuan Víctor100% (2)
- NM-334 2012Documento34 pagineNM-334 2012Antonio Tadeu MenesesNessuna valutazione finora
- Ne 1686 PDFDocumento7 pagineNe 1686 PDFzejuanNessuna valutazione finora
- Procedimiento para Pruebas Hidrostática y deDocumento19 pagineProcedimiento para Pruebas Hidrostática y deesmurod100% (5)
- Ats Montaje Tanque 50000 Kbls 1Documento166 pagineAts Montaje Tanque 50000 Kbls 1Antonio Tadeu MenesesNessuna valutazione finora
- Prueba HidróstaticaDocumento20 paginePrueba HidróstaticaMiguel Angel Agreda Ortega100% (13)
- Procedimiento para Pruebas Hidrostática y deDocumento19 pagineProcedimiento para Pruebas Hidrostática y deesmurod100% (5)
- Tutorial LeonRoviraDocumento114 pagineTutorial LeonRoviraAntonio Tadeu MenesesNessuna valutazione finora
- Manual de Procedimentos AeronauticaDocumento69 pagineManual de Procedimentos AeronauticaAntonio Tadeu MenesesNessuna valutazione finora
- Procedimento de Pintura ComgasDocumento7 pagineProcedimento de Pintura ComgasAntonio Tadeu MenesesNessuna valutazione finora
- Flotación de MoDocumento41 pagineFlotación de Mokleiber yonatan quispe ponceNessuna valutazione finora
- BotulismoDocumento11 pagineBotulismoEliasib GuereNessuna valutazione finora
- Practica N 5Documento5 paginePractica N 5Jesus Lopez GoytiaNessuna valutazione finora
- Obra Completa Vol. 18.1. - La Vida Simbólica I (Carl Gustav Jung)Documento448 pagineObra Completa Vol. 18.1. - La Vida Simbólica I (Carl Gustav Jung)tedioNessuna valutazione finora
- Informeevalua PEI 2022Documento23 pagineInformeevalua PEI 2022Raysa Santa CruzNessuna valutazione finora
- Especialidad de Letreros y Carteles Universidad Del ConquistadorDocumento3 pagineEspecialidad de Letreros y Carteles Universidad Del ConquistadorArud PoloNessuna valutazione finora
- Plan de Clase AdaptadoDocumento4 paginePlan de Clase AdaptadoAndy Cardenas100% (1)
- MET-PRES-REDES PRIMARIAS AMPLIACION OmDocumento1 paginaMET-PRES-REDES PRIMARIAS AMPLIACION OmShorman SchuraNessuna valutazione finora
- MII Clase IVDocumento43 pagineMII Clase IVDendou RomonNessuna valutazione finora
- La Acumulación de La BasuraDocumento4 pagineLa Acumulación de La BasuraCrisNessuna valutazione finora
- Final Pdu0.aDocumento184 pagineFinal Pdu0.aJorge CheNessuna valutazione finora
- Entrevista Sobre Ansiedad FCO MOYADocumento6 pagineEntrevista Sobre Ansiedad FCO MOYAfrancisco moyaNessuna valutazione finora
- La Cultura Lima MauricioDocumento4 pagineLa Cultura Lima MauricioDiana Luis EspinozaNessuna valutazione finora
- Caso Rosewood Hotels Lurie NicolasDocumento5 pagineCaso Rosewood Hotels Lurie NicolasMaria Segura IbañezNessuna valutazione finora
- Presentacion FCTDocumento15 paginePresentacion FCTCARLOSNessuna valutazione finora
- Tarea Academica 3Documento15 pagineTarea Academica 3Enzo100% (1)
- 12 Guía ECF Incendio - v1 PDFDocumento5 pagine12 Guía ECF Incendio - v1 PDFrodrigoNessuna valutazione finora
- Cuestionario de Equilibrio de FasesDocumento6 pagineCuestionario de Equilibrio de FasesMaria Mercedes Cubilete RamonNessuna valutazione finora
- Diseño Estructural ColocheDocumento28 pagineDiseño Estructural Colocheeisten2188Nessuna valutazione finora
- Laboratorio # 3 Construccion de Un Circuito Eléctrico ParaleloDocumento3 pagineLaboratorio # 3 Construccion de Un Circuito Eléctrico Paraleloyency89100% (4)
- Organiza Tu TiempoDocumento21 pagineOrganiza Tu TiempomelissaNessuna valutazione finora
- Preoperacional Compactador (Canguro-Rana)Documento1 paginaPreoperacional Compactador (Canguro-Rana)alfa mikeNessuna valutazione finora
- BANCO DE PREGUNTAS Prueba Calidad 2010Documento44 pagineBANCO DE PREGUNTAS Prueba Calidad 2010Claudia Vega100% (14)
- Actividad Unidad 2 FisicaDocumento10 pagineActividad Unidad 2 FisicaDeisy ZapataNessuna valutazione finora
- Formato Inspeccion Visual de Soldadura Rev.0Documento1 paginaFormato Inspeccion Visual de Soldadura Rev.0Luis Blas Alva100% (2)
- Fermentación Lactica de La LecheDocumento14 pagineFermentación Lactica de La LecheGerardo Arana EspinozaNessuna valutazione finora
- Desarrollo Semana 6 LogísticaDocumento8 pagineDesarrollo Semana 6 LogísticaDanilo Herman Cisterna GonzalezNessuna valutazione finora
- Ept EDA 7 Y ACTIVIDAD DE APRENDIZAJEDocumento16 pagineEpt EDA 7 Y ACTIVIDAD DE APRENDIZAJEYessy Tp100% (1)
- PlaneaciónDocumento4 paginePlaneaciónJORGE ZAID AGUILAR MARTINEZNessuna valutazione finora