Potrebbero piacerti anche
- VF Trabalho ProvaDocumento12 pagineVF Trabalho ProvaJose Rui BarbosaNessuna valutazione finora
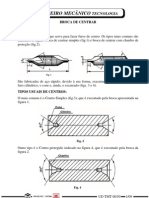
- Tabela para Furo de CentroDocumento9 pagineTabela para Furo de Centrovalterlimawbs100% (1)
- Assentamento de Azulejos e MosaicosDocumento8 pagineAssentamento de Azulejos e Mosaicosctrsilver5809Nessuna valutazione finora
- ComplexiometriaDocumento6 pagineComplexiometriaIgor Botelho De AlmeidaNessuna valutazione finora
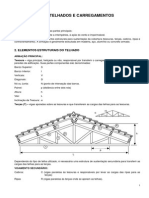
- Telhado 1Documento5 pagineTelhado 1Guilherme AlminhanaNessuna valutazione finora
- Dicionario Tecnico ProcDocumento9 pagineDicionario Tecnico ProcanthonyanjussNessuna valutazione finora
- Dnit 050 - 2004 - em PDFDocumento8 pagineDnit 050 - 2004 - em PDFisaacpintoNessuna valutazione finora
- NBR 11172 TB 371 - Aglomerantes de Origem MineralDocumento5 pagineNBR 11172 TB 371 - Aglomerantes de Origem MineralErico Archeti100% (2)
- Catalogo Madeira - StarrettDocumento52 pagineCatalogo Madeira - StarrettDouglas Souza de OliveiraNessuna valutazione finora
- Manual de Balancim ManualDocumento20 pagineManual de Balancim ManualAnna SeixasNessuna valutazione finora
- Aula 4 - Deformação e Discordância de Metais Cristalinos 1.Pd FDocumento45 pagineAula 4 - Deformação e Discordância de Metais Cristalinos 1.Pd FnelialimaNessuna valutazione finora
- Abnt 2013Documento2 pagineAbnt 2013Suelen Motta100% (1)
- Tabela de Preços SOLOCRIA 2016Documento2 pagineTabela de Preços SOLOCRIA 2016Eduardo GamaNessuna valutazione finora
- Chapa GrossaDocumento3 pagineChapa GrossaGustavo MundstockNessuna valutazione finora
- Guia (Quase) Completo de Aços para Cutelaria - Largados e PeladosDocumento6 pagineGuia (Quase) Completo de Aços para Cutelaria - Largados e PeladosMaiseNessuna valutazione finora
- Abnt - NBR 8407 - Ensaio Por Liquido PenetranteDocumento15 pagineAbnt - NBR 8407 - Ensaio Por Liquido PenetranteRene Hangai100% (1)
- Por Grelha Por Grelha Por Grelha: E E F FDocumento1 paginaPor Grelha Por Grelha Por Grelha: E E F FAndre AbreuNessuna valutazione finora
- Catalogo Solda ExotérmicaDocumento41 pagineCatalogo Solda ExotérmicaPaulo CardosoNessuna valutazione finora
- Catalogo Trelicas Nervuradas PDFDocumento6 pagineCatalogo Trelicas Nervuradas PDFeldneygodoyNessuna valutazione finora
- Cadeiras Suspensas em Cabo de Aço e CordaDocumento20 pagineCadeiras Suspensas em Cabo de Aço e CordaEdson De O. RamosNessuna valutazione finora
- H13Documento2 pagineH13Franciele KaezalaNessuna valutazione finora
- Apostila Espec Classificação Dos AçosDocumento19 pagineApostila Espec Classificação Dos AçosJeanSamuelVisentinLopesNessuna valutazione finora
- Screenpanel G HuaDocumento5 pagineScreenpanel G HuaArthur HenriqueNessuna valutazione finora
- Processos de Conformação Dos MetaisDocumento17 pagineProcessos de Conformação Dos MetaisDalbert de Souza BezerraNessuna valutazione finora
- Cimentos Hidráulicos e Não Hidráulicos - Introdução Ao Cimento PortlandDocumento24 pagineCimentos Hidráulicos e Não Hidráulicos - Introdução Ao Cimento PortlandMarco MontiNessuna valutazione finora
- Tabela Preços Capa2013Documento22 pagineTabela Preços Capa2013Marco DiasNessuna valutazione finora
- Elementos de Maquinas II Kls PDFDocumento206 pagineElementos de Maquinas II Kls PDFPaulomateriais100% (4)
- Aula 5 - Resistencia - CimentosDocumento62 pagineAula 5 - Resistencia - CimentosHugo PollokNessuna valutazione finora
- N 1550 PDFDocumento8 pagineN 1550 PDFEzequiel Castilhoni100% (1)
- Catalago HansatecnicaDocumento84 pagineCatalago HansatecnicafabiosouzaNessuna valutazione finora