Potrebbero piacerti anche
- Construction Code REV June 2015Documento90 pagineConstruction Code REV June 2015m_stasys9939Nessuna valutazione finora
- OWEA Lone Star Blower Presentation 6-28-1711Documento18 pagineOWEA Lone Star Blower Presentation 6-28-1711نيرمين احمدNessuna valutazione finora
- Straight Sections: Straight Section Part NumberingDocumento1 paginaStraight Sections: Straight Section Part Numberingm_stasys9939Nessuna valutazione finora
- Description: Plan 13 Is Recirculation From The SealDocumento1 paginaDescription: Plan 13 Is Recirculation From The Sealm_stasys9939Nessuna valutazione finora
- LWN Flange 150# DimensionsDocumento1 paginaLWN Flange 150# Dimensionsm_stasys9939Nessuna valutazione finora
- Plan 11 Seal Recirculation for Heat DissipationDocumento1 paginaPlan 11 Seal Recirculation for Heat Dissipationm_stasys9939Nessuna valutazione finora
- Drafting ThreadsDocumento15 pagineDrafting Threadsm_stasys9939Nessuna valutazione finora
- OWEA Lone Star Blower Presentation 6-28-1711Documento18 pagineOWEA Lone Star Blower Presentation 6-28-1711نيرمين احمدNessuna valutazione finora
- MSS Valve User GuideDocumento22 pagineMSS Valve User GuideMohamed Farag100% (1)
- Fittings: Section 1-Acceptable ManufacturersDocumento1 paginaFittings: Section 1-Acceptable Manufacturersm_stasys9939Nessuna valutazione finora
- Plan 23Documento1 paginaPlan 23m_stasys9939Nessuna valutazione finora
- Api 01Documento1 paginaApi 01m_stasys9939Nessuna valutazione finora
- Api 01Documento1 paginaApi 01m_stasys9939Nessuna valutazione finora
- Description: Plan 02 Is A Dead-Ended Seal Chamber With NoDocumento1 paginaDescription: Plan 02 Is A Dead-Ended Seal Chamber With Nom_stasys9939Nessuna valutazione finora
- Vessel Emptying TimeDocumento1 paginaVessel Emptying TimeMMAC8Nessuna valutazione finora
- Vessel Emptying TimeDocumento1 paginaVessel Emptying TimeMMAC8Nessuna valutazione finora
- Threaded FastenersDocumento16 pagineThreaded Fastenersm_stasys9939Nessuna valutazione finora
- Pipe Rough ValuesDocumento1 paginaPipe Rough ValuesSpoonful BurnsideNessuna valutazione finora
- Blower TestingDocumento93 pagineBlower Testingm_stasys9939Nessuna valutazione finora
- Blower Power CalculDocumento4 pagineBlower Power Calculm_stasys9939Nessuna valutazione finora
- Garlock Blue Gard 3000 Data SheetDocumento1 paginaGarlock Blue Gard 3000 Data SheetMatheus TorresNessuna valutazione finora
- Gasket Fabricators Association Technical HandbookDocumento19 pagineGasket Fabricators Association Technical HandbookTHETHINHNessuna valutazione finora
- What Is The Impact of Flange Finish On Gasket PerformanceDocumento2 pagineWhat Is The Impact of Flange Finish On Gasket Performancem_stasys9939100% (2)
- Bolt Torques For Garlock GasketsDocumento2 pagineBolt Torques For Garlock Gasketsm_stasys9939100% (1)
- Installing Spiral Wound GasketDocumento2 pagineInstalling Spiral Wound Gasketm_stasys9939Nessuna valutazione finora
- EPDM Versus Buna-NDocumento2 pagineEPDM Versus Buna-Nm_stasys9939Nessuna valutazione finora
- Bolt Torques For Garlock GasketsDocumento2 pagineBolt Torques For Garlock Gasketsm_stasys9939100% (1)
- How To Select The Right GasketDocumento2 pagineHow To Select The Right Gasketm_stasys9939100% (1)
- What Is Realy GasketDocumento4 pagineWhat Is Realy Gasketm_stasys9939Nessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Antiepilepticdg09gdg 121231093314 Phpapp01Documento145 pagineAntiepilepticdg09gdg 121231093314 Phpapp01Vaidya NurNessuna valutazione finora
- Science 10 3.1 The CrustDocumento14 pagineScience 10 3.1 The CrustマシロIzykNessuna valutazione finora
- MySQL Cursor With ExampleDocumento7 pagineMySQL Cursor With ExampleNizar AchmadNessuna valutazione finora
- Hum-Axis of Resistance A Study of Despair, Melancholy and Dis-Heartedness in Shahnaz Bashir's Novel The Half MotherDocumento8 pagineHum-Axis of Resistance A Study of Despair, Melancholy and Dis-Heartedness in Shahnaz Bashir's Novel The Half MotherImpact JournalsNessuna valutazione finora
- Sample Statement of Purpose.42120706Documento8 pagineSample Statement of Purpose.42120706Ata Ullah Mukhlis0% (2)
- Clinic Management System (24 PGS)Documento24 pagineClinic Management System (24 PGS)pranithNessuna valutazione finora
- ArrayList QuestionsDocumento3 pagineArrayList QuestionsHUCHU PUCHUNessuna valutazione finora
- Lesson Rubric Team Group (Lesson Plan 1)Documento2 pagineLesson Rubric Team Group (Lesson Plan 1)Yodalis VazquezNessuna valutazione finora
- Cost of Litigation Report (2015)Documento17 pagineCost of Litigation Report (2015)GlennKesslerWPNessuna valutazione finora
- New Microsoft Word DocumentDocumento5 pagineNew Microsoft Word DocumentxandercageNessuna valutazione finora
- The Effect of Reward Practices on Employee Performance in Ethio TelecomDocumento29 pagineThe Effect of Reward Practices on Employee Performance in Ethio TelecomZakki Hersi AbdiNessuna valutazione finora
- Perceptron Example (Practice Que)Documento26 paginePerceptron Example (Practice Que)uijnNessuna valutazione finora
- Fazlur Khan - Father of Tubular Design for Tall BuildingsDocumento19 pagineFazlur Khan - Father of Tubular Design for Tall BuildingsyisauNessuna valutazione finora
- Growing Up Psychic by Chip Coffey - ExcerptDocumento48 pagineGrowing Up Psychic by Chip Coffey - ExcerptCrown Publishing Group100% (1)
- 7 JitDocumento36 pagine7 JitFatima AsadNessuna valutazione finora
- Honey Commission InternationalDocumento62 pagineHoney Commission Internationallevsoy672173Nessuna valutazione finora
- Manual For The MCPL Programming LanguageDocumento74 pagineManual For The MCPL Programming Languagechri1753Nessuna valutazione finora
- RBI and Maintenance For RCC Structure SeminarDocumento4 pagineRBI and Maintenance For RCC Structure SeminarcoxshulerNessuna valutazione finora
- Boston Qualitative Scoring System for Rey-Osterrieth Complex Figure Effective for Detecting Cognitive Impairment in Parkinson's DiseaseDocumento9 pagineBoston Qualitative Scoring System for Rey-Osterrieth Complex Figure Effective for Detecting Cognitive Impairment in Parkinson's DiseaseJuanNessuna valutazione finora
- Omega Fluid PDFDocumento2 pagineOmega Fluid PDFapatzinfedNessuna valutazione finora
- DEMO 2 Critical Reading As ReasoningDocumento3 pagineDEMO 2 Critical Reading As ReasoningConnieRoseRamosNessuna valutazione finora
- Mitchell 1986Documento34 pagineMitchell 1986Sara Veronica Florentin CuencaNessuna valutazione finora
- C code snippets with answersDocumento14 pagineC code snippets with answersqwerty6327Nessuna valutazione finora
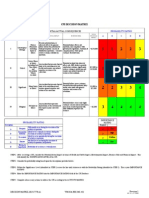
- Decision MatrixDocumento12 pagineDecision Matrixrdos14Nessuna valutazione finora
- 5.mpob - LeadershipDocumento21 pagine5.mpob - LeadershipChaitanya PillalaNessuna valutazione finora
- حقيبة تعليمية لمادة التحليلات الهندسية والعدديةDocumento28 pagineحقيبة تعليمية لمادة التحليلات الهندسية والعدديةAnjam RasulNessuna valutazione finora
- CH13 QuestionsDocumento4 pagineCH13 QuestionsAngel Itachi MinjarezNessuna valutazione finora
- JEE Test Series ScheduleDocumento4 pagineJEE Test Series ScheduleB.K.Sivaraj rajNessuna valutazione finora
- JHS SLM 1 Q2 Math Grade 10 32pagesDocumento32 pagineJHS SLM 1 Q2 Math Grade 10 32pagesAngel Naiza JimenezNessuna valutazione finora
- Backup 2Documento59 pagineBackup 2Fabiola Tineo GamarraNessuna valutazione finora