Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- RERL Fact Sheet 2a Capacity FactorDocumento4 pagineRERL Fact Sheet 2a Capacity FactorAbdullah KaymakcıNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Chinese Lesson1Documento8 pagineChinese Lesson1Balan PalaniappanNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- International Review of Wind Policies and RecommendationsDocumento43 pagineInternational Review of Wind Policies and RecommendationsbluesbankyNessuna valutazione finora
- 0035 PDFDocumento8 pagine0035 PDFBalan PalaniappanNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Active Load Control Techniques For Wind Turbines: Sandia ReportDocumento132 pagineActive Load Control Techniques For Wind Turbines: Sandia ReportBalan PalaniappanNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Wind Energy Development in The Caribbean: Raymond M. WrightDocumento6 pagineWind Energy Development in The Caribbean: Raymond M. WrightSaravana KumarNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Wind Power:: 20 Myths Blown AwayDocumento12 pagineWind Power:: 20 Myths Blown AwayBalan PalaniappanNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Wpa Factsheet Series PDFDocumento2 pagineWpa Factsheet Series PDFBalan PalaniappanNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Wind Power PDFDocumento3 pagineWind Power PDFBalan PalaniappanNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Pure Power Full Report PDFDocumento78 paginePure Power Full Report PDFBalan PalaniappanNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Wind Energy Benefits: Wind and Water Power ProgramDocumento2 pagineWind Energy Benefits: Wind and Water Power ProgramBalan PalaniappanNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Hughes Windpower PDFDocumento44 pagineHughes Windpower PDFBalan Palaniappan100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Common Concerns About Wind Power: Centre For Sustainable Energy, May 2011Documento40 pagineCommon Concerns About Wind Power: Centre For Sustainable Energy, May 2011Balan PalaniappanNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- SatWindPot2012 PDFDocumento14 pagineSatWindPot2012 PDFBalan PalaniappanNessuna valutazione finora
- Bushmaster 2011 CatalogDocumento88 pagineBushmaster 2011 Catalogsolsys100% (1)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Enrolling An Android Device in InTuneDocumento15 pagineEnrolling An Android Device in InTuneRai DuNessuna valutazione finora
- International General Job Application Form by The Coca-Cola Company HR ( )Documento4 pagineInternational General Job Application Form by The Coca-Cola Company HR ( )Eva Ertl100% (1)
- British Signals Intelligence in The Trenches - 1915-1918 - Part1Documento24 pagineBritish Signals Intelligence in The Trenches - 1915-1918 - Part1maruka33Nessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Impact Consulting KrauthammerDocumento16 pagineImpact Consulting Krauthammerapritul3539Nessuna valutazione finora
- Zehir PHPDocumento7 pagineZehir PHPanon-902445Nessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Micro Motion 4200 2-Wire Transmitter: CloseDocumento9 pagineMicro Motion 4200 2-Wire Transmitter: ClosekEWQ 865kNessuna valutazione finora
- Flow Table For Use in Tests of Hydraulic CementDocumento6 pagineFlow Table For Use in Tests of Hydraulic CementGhost_suolNessuna valutazione finora
- HERZ-Motorised Flow Controler: Pressure Independant Balancing Control ValveDocumento10 pagineHERZ-Motorised Flow Controler: Pressure Independant Balancing Control ValveMahmoud NmiesNessuna valutazione finora
- Calculation For Steam and Hot Water Consumption For: Sun Rise CharmingDocumento4 pagineCalculation For Steam and Hot Water Consumption For: Sun Rise CharmingYasser FathiNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- API RP 96 - Deepwater Well Design and Construction. Annex C - Inflow Test ExamplesDocumento5 pagineAPI RP 96 - Deepwater Well Design and Construction. Annex C - Inflow Test ExamplesjuanNessuna valutazione finora
- Advt No.311 - Intranet PDFDocumento2 pagineAdvt No.311 - Intranet PDFaabbbtNessuna valutazione finora
- Methods of Data CollectionDocumento38 pagineMethods of Data CollectionGaurav AtreyaNessuna valutazione finora
- MXTDocumento18 pagineMXTMaxey HigginbothamNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Workshop Solution For Bulk ProcessingDocumento20 pagineWorkshop Solution For Bulk Processingmuruganandhan100% (2)
- Horquillas CascadeDocumento56 pagineHorquillas CascadeBeatriz Miranda Mellado100% (1)
- Manual de Usuario Ecografo DC40 PDFDocumento291 pagineManual de Usuario Ecografo DC40 PDFFederico Rodriguez MonsalveNessuna valutazione finora
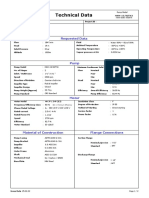
- PMP-901 & 902 - 2. DSGN-SP-0005 Glycol Pump - MHN-12-02TN - DatasheetDocumento2 paginePMP-901 & 902 - 2. DSGN-SP-0005 Glycol Pump - MHN-12-02TN - DatasheetfarhaNessuna valutazione finora
- Select USA 2021 VirtualDocumento15 pagineSelect USA 2021 VirtualGaurav TripathiNessuna valutazione finora
- Studio Infinity - Library Case StudyDocumento5 pagineStudio Infinity - Library Case StudyGayathriNessuna valutazione finora
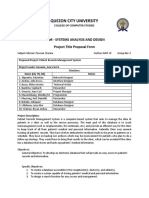
- Group 1 Revised Proposal. Patient Records Management SystemDocumento2 pagineGroup 1 Revised Proposal. Patient Records Management SystemAlioding M. MacarimbangNessuna valutazione finora
- Motor Saver Model 601 Voltage Monitor: Subsection 3A: Top Drive OperationDocumento1 paginaMotor Saver Model 601 Voltage Monitor: Subsection 3A: Top Drive OperationAlex RamirezNessuna valutazione finora
- OR Question PapersDocumento14 pagineOR Question Paperslakshaypopli9Nessuna valutazione finora
- 4 - Audiovisual - 41321-w-2.4-8 PDFDocumento7 pagine4 - Audiovisual - 41321-w-2.4-8 PDFNelso BedinNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Opening - Closing Schedule - FA21Documento56 pagineOpening - Closing Schedule - FA21Ngọc LannNessuna valutazione finora
- Voice ProcedureDocumento246 pagineVoice ProcedureManaf Kwame Osei Asare100% (1)
- Principles of Management Assignment by 20191bbl0061 Mohammed RohinDocumento4 paginePrinciples of Management Assignment by 20191bbl0061 Mohammed RohinRohin Bin RafiNessuna valutazione finora
- BD679Documento6 pagineBD679nancyNessuna valutazione finora
- Lastexception 63837276287Documento1 paginaLastexception 63837276287darkmysiaNessuna valutazione finora
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tDa EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tValutazione: 4.5 su 5 stelle4.5/5 (27)