Potrebbero piacerti anche
- Propiedades de Los ImpermeabilizantesDocumento5 paginePropiedades de Los ImpermeabilizantesGeovany GarcíaNessuna valutazione finora
- Bosch-Bombas de Inyeccion DiseselDocumento105 pagineBosch-Bombas de Inyeccion DiseselMario Alberto Abarca Rodriguez100% (1)
- Termodinamica Básica y Aplicada - Isidoro Martinez - 1ed PDFDocumento666 pagineTermodinamica Básica y Aplicada - Isidoro Martinez - 1ed PDFmiguelNessuna valutazione finora
- Ciclo diesel aire estándar trabajo neto rendimiento presión media efectivaDocumento4 pagineCiclo diesel aire estándar trabajo neto rendimiento presión media efectivaArturoNessuna valutazione finora
- Dumper Ad30Documento3 pagineDumper Ad30BrayanAnthony100% (3)
- Análisis carga eléctrica actualización sistemas energía Estación Descarga NIPA-9Documento13 pagineAnálisis carga eléctrica actualización sistemas energía Estación Descarga NIPA-9Francis Diaz ReyesNessuna valutazione finora
- Ejercicios Manrique QuishpeNicolasDocumento33 pagineEjercicios Manrique QuishpeNicolasJOB NICOLAS QUISHPE URRUTIA0% (1)
- Expediente Puente PeatonalDocumento16 pagineExpediente Puente Peatonaljhonhilbert50% (2)
- Densidad Del Agua A Distinta Temperatura, PerrysDocumento1 paginaDensidad Del Agua A Distinta Temperatura, PerrysElyReyesNessuna valutazione finora
- Tema 13 l3 Aglomeracion de Solidos Final (Marcela, Ingrith y Laura)Documento23 pagineTema 13 l3 Aglomeracion de Solidos Final (Marcela, Ingrith y Laura)lola100% (1)
- DIAGRAMAS P-V y T-SDocumento4 pagineDIAGRAMAS P-V y T-SErvin Trujillo RojasNessuna valutazione finora
- Transferencia calor equipos térmicosDocumento6 pagineTransferencia calor equipos térmicosEdilfredo valdes alvearNessuna valutazione finora
- Ejerc TSDocumento1 paginaEjerc TSKimsito Al Tlv50% (2)
- Diagramas TTT de PolímerosDocumento17 pagineDiagramas TTT de PolímerosJ Francisco Chiken Torres Herrera100% (2)
- Aletas, Tipos de AletaDocumento10 pagineAletas, Tipos de AletaPlutarco Chuquihuanga Córdova100% (1)
- Ejercicios Sedimentación - CentrifugaciónDocumento2 pagineEjercicios Sedimentación - CentrifugaciónAldahir MendozaNessuna valutazione finora
- Getting Up - Cuando Los Túneles de La Memoria Rebosan ColorDocumento19 pagineGetting Up - Cuando Los Túneles de La Memoria Rebosan ColorAbraham PaulsenNessuna valutazione finora
- Resumen Primer Capitulo Transferencia de Calor IncroperaDocumento3 pagineResumen Primer Capitulo Transferencia de Calor IncroperaAnonymous lGF48FmNessuna valutazione finora
- Probl Res IADocumento46 pagineProbl Res IArobertoam15100% (2)
- Vidrio cerámico y cerámica vidriadaDocumento4 pagineVidrio cerámico y cerámica vidriadaAnonymous yu9fGomNaNessuna valutazione finora
- Capitulo 12 PDFDocumento46 pagineCapitulo 12 PDFMontseVillegasNessuna valutazione finora
- Celda Solar GraetzelDocumento24 pagineCelda Solar Graetzelfernando rosales cNessuna valutazione finora
- Primera Ley de la TermodinámicaDocumento26 paginePrimera Ley de la TermodinámicaRodrigo ArellanoNessuna valutazione finora
- Ciclo TermodinámicoDocumento11 pagineCiclo Termodinámicofranco di gregorioNessuna valutazione finora
- Horno EléctricoDocumento6 pagineHorno EléctricoMaldeamoresNessuna valutazione finora
- Espectroscopia de Rayos GammaDocumento13 pagineEspectroscopia de Rayos GammaDavid MadrigalNessuna valutazione finora
- TP, TS y ElastomerosDocumento2 pagineTP, TS y ElastomerosMiguel ArevaloNessuna valutazione finora
- Termómetro de Gas A Volumen ConstanteDocumento7 pagineTermómetro de Gas A Volumen ConstanteBilgaí Almeida ZamoraNessuna valutazione finora
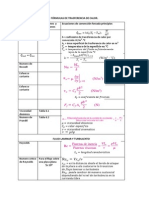
- Fórmulas de Trasferencia de CalorDocumento10 pagineFórmulas de Trasferencia de CalorJacobo de Jesus Gomez GomezNessuna valutazione finora
- Fluidos EjerciioDocumento24 pagineFluidos EjerciioJose Hernan YucraNessuna valutazione finora
- Efecto MagnetocalóricoDocumento10 pagineEfecto Magnetocalóricofelix100% (1)
- FORMULARIIODocumento4 pagineFORMULARIIOWilver VasquezNessuna valutazione finora
- Informe ESLDocumento11 pagineInforme ESLDORIS HELENA GUTIÉRREZ LONDOÑONessuna valutazione finora
- Generación y distribución de energía térmica: psicrometríaDocumento44 pagineGeneración y distribución de energía térmica: psicrometríaplay fulbetNessuna valutazione finora
- POLIACRILONITRILODocumento4 paginePOLIACRILONITRILOomarNessuna valutazione finora
- Gibbs HelmholtzDocumento1 paginaGibbs HelmholtzkidmauricioNessuna valutazione finora
- Mecánica de Fluidos IDocumento153 pagineMecánica de Fluidos IHeber RaHeNessuna valutazione finora
- Sofia Trabajo1Documento13 pagineSofia Trabajo1Sofyaa DavilaNessuna valutazione finora
- Curso Transferencia de CalorDocumento6 pagineCurso Transferencia de Calorconmec.crplNessuna valutazione finora
- Polimetilmetacrilato Comportamiento Térmico Campione & ChangDocumento10 paginePolimetilmetacrilato Comportamiento Térmico Campione & ChangveromendoNessuna valutazione finora
- Ingeniería en Servicios DFPDocumento11 pagineIngeniería en Servicios DFPdarkside mini mechaNessuna valutazione finora
- Conductividad térmica plastoformoDocumento30 pagineConductividad térmica plastoformoArturo OrtizNessuna valutazione finora
- Nanomateriales InsDocumento3 pagineNanomateriales InsLuis Manuel Martinez CaballeroNessuna valutazione finora
- Quemadores GasoilDocumento27 pagineQuemadores Gasoillolofuentes6467% (3)
- Fluidos EstratificadosDocumento2 pagineFluidos EstratificadosElio Jenry Lazo PoncecaNessuna valutazione finora
- Diseño de Bombas ZuchhiDocumento185 pagineDiseño de Bombas ZuchhiValentino StradaNessuna valutazione finora
- Termómetro de Gas A Volumen ConstanteDocumento1 paginaTermómetro de Gas A Volumen ConstanteCristian Chino Muñoz PeñafielNessuna valutazione finora
- Determinacion de ArcillaDocumento27 pagineDeterminacion de Arcillayezeta100% (1)
- Cristalinidad y Estereoisomería de TermoplásticosDocumento10 pagineCristalinidad y Estereoisomería de TermoplásticosAlfredo San RomanNessuna valutazione finora
- Ciclo de Joule BrytonDocumento32 pagineCiclo de Joule BrytonPauloCésarChoqueVasquez100% (1)
- Difusores y filtros ópticos: conceptos básicos de transmisión, reflexión y absorción de la luzDocumento19 pagineDifusores y filtros ópticos: conceptos básicos de transmisión, reflexión y absorción de la luzClaudia VidalNessuna valutazione finora
- Interpretacion de Analisis DSC PDFDocumento24 pagineInterpretacion de Analisis DSC PDFJoseluis Dejesus AnguloNessuna valutazione finora
- Modulo Calor 2017Documento46 pagineModulo Calor 2017Cristian Gonzalez EncisoNessuna valutazione finora
- 1 - Sist. Mult - Termo - II2Documento129 pagine1 - Sist. Mult - Termo - II2Alex Escobar0% (1)
- Fase de AluminaDocumento65 pagineFase de AluminaGustavo Mateo ZeferinoNessuna valutazione finora
- Turbinas y Compresores PDFDocumento4 pagineTurbinas y Compresores PDFalvarito lucianoNessuna valutazione finora
- Métodos NuméricosDocumento6 pagineMétodos NuméricosDaniel LunaNessuna valutazione finora
- Transferncia de CalorDocumento6 pagineTransferncia de CalorAdrián MuquincheNessuna valutazione finora
- Analisis de Un Sistema de MoliendaDocumento11 pagineAnalisis de Un Sistema de MoliendaDavid Alejandro Reyes Salinas0% (1)
- P. Lab. 03 - Determinación de GammaDocumento11 pagineP. Lab. 03 - Determinación de GammaLUIS ALBERTO PEREZ GARCIA100% (1)
- Labo 1 FiquiDocumento5 pagineLabo 1 FiquiFranco Airo Rey CordovaNessuna valutazione finora
- Módulo Volumétrico de ElasticidadDocumento21 pagineMódulo Volumétrico de ElasticidadPatriciaBañezMautino100% (1)
- Prensado DiapoDocumento30 paginePrensado DiapoRoji DianiNessuna valutazione finora
- Rotational Molding Technology (100 150) .En - EsDocumento51 pagineRotational Molding Technology (100 150) .En - EsJuanluis De La FuenteNessuna valutazione finora
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaDa EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaNessuna valutazione finora
- Prospectiva CorregidoDocumento75 pagineProspectiva CorregidoJenny PaOla GarcíaNessuna valutazione finora
- Guía para La Elaboración de Un Informe de LaboratorioDocumento1 paginaGuía para La Elaboración de Un Informe de LaboratorioJenny PaOla GarcíaNessuna valutazione finora
- Guía para La Elaboración de Un Informe de LaboratorioDocumento1 paginaGuía para La Elaboración de Un Informe de LaboratorioJenny PaOla GarcíaNessuna valutazione finora
- CON+QUINDocumento43 pagineCON+QUINJenny PaOla GarcíaNessuna valutazione finora
- Modal Ida Des de Importacion ExportacionDocumento9 pagineModal Ida Des de Importacion ExportacionJenny PaOla GarcíaNessuna valutazione finora
- Explotación de arcilla en Los PatiosDocumento33 pagineExplotación de arcilla en Los PatiosJenny PaOla García100% (1)
- Informe de LaboratorioDocumento6 pagineInforme de LaboratorioJenny PaOla GarcíaNessuna valutazione finora
- Trabajo LaminasDocumento6 pagineTrabajo LaminasJenny PaOla GarcíaNessuna valutazione finora
- Con Quien Me CasaréDocumento53 pagineCon Quien Me CasaréAdonay McNessuna valutazione finora
- Manual Serie ADocumento20 pagineManual Serie AOrlando MelipillanNessuna valutazione finora
- Evaluación de rendimiento de turbina PeltonDocumento25 pagineEvaluación de rendimiento de turbina PeltonJesus EslavaNessuna valutazione finora
- Instalaciones plomería preciosDocumento4 pagineInstalaciones plomería preciosSergio Eduardo Armenta LópezNessuna valutazione finora
- Serie Suavizador Ensamblado - FT PDFDocumento5 pagineSerie Suavizador Ensamblado - FT PDFEstefani Mendoza VeraNessuna valutazione finora
- 2022 04 09 Qued La CFE A Salvo Tras El Fallo de La Corte AMLODocumento40 pagine2022 04 09 Qued La CFE A Salvo Tras El Fallo de La Corte AMLOJUAN CARLOS FIGUEROANessuna valutazione finora
- Bitacora 2do. Parcial Transferencia de CalorDocumento18 pagineBitacora 2do. Parcial Transferencia de CalorPaulus BalcazarNessuna valutazione finora
- Tía María generará más de 4,000 puestos de trabajo directos e indirectosDocumento9 pagineTía María generará más de 4,000 puestos de trabajo directos e indirectosFernandita KarolinitaNessuna valutazione finora
- Fuerza MagnéticaDocumento6 pagineFuerza MagnéticaKarla Carrasco M.Nessuna valutazione finora
- Catálogo Productos Protección CatódicaDocumento19 pagineCatálogo Productos Protección CatódicaViank AdriNessuna valutazione finora
- Manual de Geografia Parte 1-3Documento75 pagineManual de Geografia Parte 1-3Nahomi LeonNessuna valutazione finora
- Evolución moderna seguridad administraciónDocumento36 pagineEvolución moderna seguridad administraciónLuis SantibañezNessuna valutazione finora
- Normas Técnicas para El Proyecto y Ejecución de Obras de Abastecimiento de Agua PotableDocumento31 pagineNormas Técnicas para El Proyecto y Ejecución de Obras de Abastecimiento de Agua PotablePedro HuguetNessuna valutazione finora
- Economía circular: un modelo sostenible y regenerativoDocumento4 pagineEconomía circular: un modelo sostenible y regenerativoFernando LizárragaNessuna valutazione finora
- t16 Metabolismo CelularDocumento21 paginet16 Metabolismo CelularMalena WaldorfNessuna valutazione finora
- Coca Codo SinclairDocumento9 pagineCoca Codo SinclairAligator4Nessuna valutazione finora
- Informe de TablerosDocumento30 pagineInforme de TablerosmoisesNessuna valutazione finora
- Ibau Conveyor BeltsDocumento430 pagineIbau Conveyor BeltsRonald Medina100% (1)
- FisicaDocumento110 pagineFisicaMachetin MachetinNessuna valutazione finora
- LP 15 JUNIO 2015 Productos Eléctricos IndustrialesDocumento251 pagineLP 15 JUNIO 2015 Productos Eléctricos IndustrialesMilagros Mercedes Olmos CervantesNessuna valutazione finora
- AmplificadoresoperacionalesDocumento12 pagineAmplificadoresoperacionalesMayki de la CruzNessuna valutazione finora
- Caseton PDFDocumento1 paginaCaseton PDFTlacaélel Ramos GutierrezNessuna valutazione finora
- Metales No Ferrosos UltraligerosDocumento7 pagineMetales No Ferrosos UltraligerosMito Shi ToaNessuna valutazione finora
- 4ta Clase Teorica Esquemas PosicionesDocumento22 pagine4ta Clase Teorica Esquemas PosicionesChristian GarciaNessuna valutazione finora
- Capitulo 3 Cartas Dinamometricas-1Documento35 pagineCapitulo 3 Cartas Dinamometricas-1EMORY RONALD OCHOA AJATANessuna valutazione finora