Potrebbero piacerti anche
- Rotork is the market leading actuator manufacturer and flow control company that operates in any market where the flow of gasses or liquids needs to be controlled. It has established manufacturing facilities, a global network of local offices and agents who can truly provide a worldwide service. You will be able to locally source Rotork's products, supported by life-of-plant maintenance, repair and upgrade services.Documento132 pagineRotork is the market leading actuator manufacturer and flow control company that operates in any market where the flow of gasses or liquids needs to be controlled. It has established manufacturing facilities, a global network of local offices and agents who can truly provide a worldwide service. You will be able to locally source Rotork's products, supported by life-of-plant maintenance, repair and upgrade services.aco1970Nessuna valutazione finora
- VPT1Documento68 pagineVPT1Pablo Flor ArgosNessuna valutazione finora
- Casting DefectsDocumento24 pagineCasting DefectsRadheshyam Suwalka100% (1)
- Casting DefectsDocumento5 pagineCasting DefectsChinmay Das89% (9)
- Carbon Mods Guide To Resin InfusionDocumento12 pagineCarbon Mods Guide To Resin InfusionPablo Flor ArgosNessuna valutazione finora
- Re76111 2007-08Documento6 pagineRe76111 2007-08Pablo Flor ArgosNessuna valutazione finora
- Casting DefectsDocumento39 pagineCasting DefectsAnup Tigga100% (3)
- Casting DefectsDocumento24 pagineCasting DefectsRadheshyam Suwalka100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Crystalline and Amorphous SolidsDocumento10 pagineCrystalline and Amorphous SolidsAham GtyNessuna valutazione finora
- PMMA Zeta PotentialDocumento13 paginePMMA Zeta Potentialpgkoutsoukos_7802726Nessuna valutazione finora
- E-Program Files-AN-ConnectManager-SSIS-MSDS-PDF-SZY68F - GB - EN - 20110120 - 1 PDFDocumento10 pagineE-Program Files-AN-ConnectManager-SSIS-MSDS-PDF-SZY68F - GB - EN - 20110120 - 1 PDFSamar HusainNessuna valutazione finora
- Acidity, Alkalinity, and HardnessDocumento30 pagineAcidity, Alkalinity, and HardnessCharan DeepNessuna valutazione finora
- CoA Parasetamol EditDocumento2 pagineCoA Parasetamol EditTitin Martini100% (1)
- OME754 INDUSTRIALSAFETY-Unit II NotesDocumento106 pagineOME754 INDUSTRIALSAFETY-Unit II Notesraghul balaNessuna valutazione finora
- CHEG481 Gas Processing Engineering. Spri PDFDocumento72 pagineCHEG481 Gas Processing Engineering. Spri PDFAkol AganyNessuna valutazione finora
- Tanol Speed: Developing Times ChartDocumento1 paginaTanol Speed: Developing Times ChartArkady YakhnisNessuna valutazione finora
- Extraction and Selective Purification of Gallium (III), Vanadium (IV) From Aluminum (III) Contained Acid Sulphate Solutions Using D2ehfaDocumento5 pagineExtraction and Selective Purification of Gallium (III), Vanadium (IV) From Aluminum (III) Contained Acid Sulphate Solutions Using D2ehfaInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Myanmar Climate Report Final 11 Oct 2017Documento104 pagineMyanmar Climate Report Final 11 Oct 2017Moe yeik mayNessuna valutazione finora
- Tds Polintek L&P Plus For Metal-Dmi IndustriDocumento1 paginaTds Polintek L&P Plus For Metal-Dmi IndustriYosep SasadaNessuna valutazione finora
- Deccan TrapsDocumento5 pagineDeccan TrapsNTA UGC-NETNessuna valutazione finora
- MIT2 2F13 Shapi5.18 SolutDocumento4 pagineMIT2 2F13 Shapi5.18 SolutIhab OmarNessuna valutazione finora
- A Study On Spinel Formation PDFDocumento5 pagineA Study On Spinel Formation PDFBagas Prasetyawan Adi NugrohoNessuna valutazione finora
- Combinepdf For Chem Answers PDFDocumento130 pagineCombinepdf For Chem Answers PDFRohan Agrawal 961Nessuna valutazione finora
- Reviewer in ChemistryDocumento8 pagineReviewer in ChemistryChristineManrique89% (9)
- Chapter 1-Thermodynamic-Merged-CompressedDocumento60 pagineChapter 1-Thermodynamic-Merged-CompressedAina SyafiqahNessuna valutazione finora
- Design and Evaluation of Floating Drug Delivery Based On Matrix Tablet of Acyclovir PDFDocumento9 pagineDesign and Evaluation of Floating Drug Delivery Based On Matrix Tablet of Acyclovir PDFJemmy Anton Prasetia IgnNessuna valutazione finora
- Phosphoric Acid Manufacturing: Using Raw Materials and Salfuric AcidDocumento136 paginePhosphoric Acid Manufacturing: Using Raw Materials and Salfuric AcidUtkarsh Patil83% (6)
- Laboratory Report #2: Constant Acceleration in Linear MotionDocumento7 pagineLaboratory Report #2: Constant Acceleration in Linear MotionAndrea RioNessuna valutazione finora
- ValidadeDocumento4 pagineValidadenguyenpydnNessuna valutazione finora
- Confirmations of CyclohexaneDocumento15 pagineConfirmations of CyclohexaneSuliman WardakNessuna valutazione finora
- Cement Slurry AcceleratorsDocumento3 pagineCement Slurry AcceleratorsMahla Raj KumarNessuna valutazione finora
- Foundations of Classical ElectrodynamicsDocumento414 pagineFoundations of Classical ElectrodynamicsAnonymous UrVkcdNessuna valutazione finora
- Jinsoon Choi Dong Jin Suh (2007) - Catalytic Applications of Aerogels., 11 (3)Documento11 pagineJinsoon Choi Dong Jin Suh (2007) - Catalytic Applications of Aerogels., 11 (3)EcNessuna valutazione finora
- Fluids Lec2 PDFDocumento15 pagineFluids Lec2 PDFiyyappan rockNessuna valutazione finora
- ThermodynamicsDocumento112 pagineThermodynamicsdebaprasad ghoshNessuna valutazione finora
- Science ParadoxDocumento6 pagineScience ParadoxMahendra JayanNessuna valutazione finora
- Energy Dispersive X-Ray Spectroscopy (EDX)Documento6 pagineEnergy Dispersive X-Ray Spectroscopy (EDX)Ali Raza100% (2)
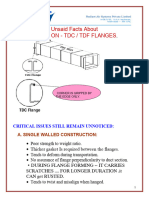
- Unsung Science of TDF FlangeDocumento3 pagineUnsung Science of TDF FlangeSandeep GalhotraNessuna valutazione finora