Potrebbero piacerti anche
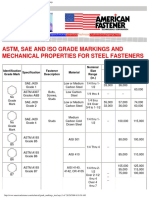
- ASTM SAE ISO Grade MarkingsDocumento7 pagineASTM SAE ISO Grade Markingsfujiman35Nessuna valutazione finora
- 03 Nissan Maxima Engine ControlDocumento738 pagine03 Nissan Maxima Engine ControlHaus El Muflih Aflaha100% (1)
- Goulds Model 3700/3710: High Temperature/High Pressure Process Pumps Designed and Built To Meet Requirements of API-610Documento40 pagineGoulds Model 3700/3710: High Temperature/High Pressure Process Pumps Designed and Built To Meet Requirements of API-610sebasNessuna valutazione finora
- REHS0385 Installation of The Hydraulic Actuator System (Hydrax System) On G3612 and G3616 Engines PDFDocumento73 pagineREHS0385 Installation of The Hydraulic Actuator System (Hydrax System) On G3612 and G3616 Engines PDFVictor NunezNessuna valutazione finora
- Manual Griswold Model 811Documento54 pagineManual Griswold Model 811Naranjo MarinoNessuna valutazione finora
- B367Documento5 pagineB367AVINASH CHAVANNessuna valutazione finora
- 1 Magnetic-Drive-PumpsDocumento19 pagine1 Magnetic-Drive-PumpsMuzammil PiyarjiNessuna valutazione finora
- Api 520 Api 610 Api 611Documento1 paginaApi 520 Api 610 Api 611santoshblonkarNessuna valutazione finora
- 811 Brochure GrisgoldDocumento20 pagine811 Brochure GrisgoldEmerson RuizNessuna valutazione finora
- BR MiningDocumento12 pagineBR MiningSteven TremolNessuna valutazione finora
- ASTM E23-12c PDFDocumento25 pagineASTM E23-12c PDFSantiago Oliva100% (2)
- Piston Engine 1 2017Documento4 paginePiston Engine 1 2017Training Manager SOA100% (1)
- ASTM F412 12 Terminology PDFDocumento18 pagineASTM F412 12 Terminology PDFBinodh DanielNessuna valutazione finora
- 254 SMO-Outu KumpuDocumento8 pagine254 SMO-Outu KumpujoseritoNessuna valutazione finora
- Lesson Plan - Russian Alphabet Soup PDFDocumento3 pagineLesson Plan - Russian Alphabet Soup PDFAnthonNessuna valutazione finora
- Austenitic High Temperature Grades DatasheetDocumento12 pagineAustenitic High Temperature Grades Datasheetbiliboi5Nessuna valutazione finora
- Cummins Big Cam I Big Cam III Shop ManualDocumento20 pagineCummins Big Cam I Big Cam III Shop Manualhilda100% (46)
- 904LDocumento5 pagine904LManish542Nessuna valutazione finora
- Catalog PACKINGDocumento24 pagineCatalog PACKINGAnton FransiscusNessuna valutazione finora
- Type OHH Pump API610 9 Ed. (ISO 13709) : File Name / OHH Sales Presentation - PPT 11/21/2001 1Documento20 pagineType OHH Pump API610 9 Ed. (ISO 13709) : File Name / OHH Sales Presentation - PPT 11/21/2001 1Jorge OportoNessuna valutazione finora
- Din 2448Documento3 pagineDin 2448Cristian Adrian ANessuna valutazione finora
- Surface Roughness Comparison ChartDocumento1 paginaSurface Roughness Comparison ChartMilan JovanovicNessuna valutazione finora
- Pump SCE B 2Documento8 paginePump SCE B 2Zankar R ParikhNessuna valutazione finora
- Astm A 694Documento4 pagineAstm A 694Alexander MonroyNessuna valutazione finora
- Blackmer Maintenance ScheduleDocumento16 pagineBlackmer Maintenance ScheduleAbrar HussainNessuna valutazione finora
- Asme B16.48Documento50 pagineAsme B16.48Ruben Dario DeaquizNessuna valutazione finora
- Boiler Feed Pump - KSBDocumento1 paginaBoiler Feed Pump - KSBgulmal husainNessuna valutazione finora
- Orion Double AdjustmentDocumento2 pagineOrion Double AdjustmentEmnNessuna valutazione finora
- Pumps For Heat Transfer TechnologyDocumento12 paginePumps For Heat Transfer TechnologybmsengineeringNessuna valutazione finora
- 254smo (Uns 31254)Documento8 pagine254smo (Uns 31254)Yang Gul LeeNessuna valutazione finora
- Brochure GEAPHE Prod Image BroschuereDocumento26 pagineBrochure GEAPHE Prod Image BroschuereAgustin SanchezNessuna valutazione finora
- Tender Document For Construction of Ghorasal 300-450 MW ... - BPDBDocumento315 pagineTender Document For Construction of Ghorasal 300-450 MW ... - BPDBhumayan kabir100% (1)
- MC HighPressureStageCasingPump E10026Documento6 pagineMC HighPressureStageCasingPump E10026govindkaniNessuna valutazione finora
- Valvula Mariposa Danais 150Documento15 pagineValvula Mariposa Danais 150Oscar CherroNessuna valutazione finora
- Thermostatic Bimetals PDFDocumento4 pagineThermostatic Bimetals PDFoletta1944Nessuna valutazione finora
- Minex - S Permanent Magnetic Coupling: KTR-N Sheet: Edition: 46510 EN 1 of 20 5Documento20 pagineMinex - S Permanent Magnetic Coupling: KTR-N Sheet: Edition: 46510 EN 1 of 20 5HyungTae JangNessuna valutazione finora
- Catalogo EagleBurgmann API 682 3ra Edición (58 E) PDFDocumento30 pagineCatalogo EagleBurgmann API 682 3ra Edición (58 E) PDFRobert VillavicencioNessuna valutazione finora
- Arc Welding and Gas Welding Processes ExplainedDocumento23 pagineArc Welding and Gas Welding Processes ExplainedRaghu ChowdaryNessuna valutazione finora
- Protech Bearing Isolator Seal TheoryDocumento8 pagineProtech Bearing Isolator Seal TheorySanjoy Kr. DeyNessuna valutazione finora
- Astm 464 Alloy PDFDocumento2 pagineAstm 464 Alloy PDFRaul MoyaNessuna valutazione finora
- Brochure EU PDFDocumento12 pagineBrochure EU PDFNewaz KabirNessuna valutazione finora
- Bearing Isolator: Pump, Electric Motor and Split Pillow Block Interchange ManualDocumento60 pagineBearing Isolator: Pump, Electric Motor and Split Pillow Block Interchange ManualSuresh Kumar MittapalliNessuna valutazione finora
- Astm A181-2001 PDFDocumento3 pagineAstm A181-2001 PDFMohammed TariqNessuna valutazione finora
- Dimension Tolerance For Shaft BasisDocumento13 pagineDimension Tolerance For Shaft Basissafa shaikhNessuna valutazione finora
- Valvula de CuchillaDocumento4 pagineValvula de CuchillaAnonymous UiwZXf100% (1)
- ROTEX Flex Coupling GR Instruction ManualDocumento21 pagineROTEX Flex Coupling GR Instruction ManualIzzi Al-AkbarNessuna valutazione finora
- Magnetic Drive Pumps Product GuideDocumento32 pagineMagnetic Drive Pumps Product GuideJean-francois RosierNessuna valutazione finora
- Fristam pumps parts and data sheetsDocumento16 pagineFristam pumps parts and data sheetsWinNessuna valutazione finora
- API 614-Chapter 4 DATA SHEET Dry Gas Seal Module Si Units: System Responsibility: (2.1.2)Documento10 pagineAPI 614-Chapter 4 DATA SHEET Dry Gas Seal Module Si Units: System Responsibility: (2.1.2)tutuionutNessuna valutazione finora
- ASTM F 1718 - 99Documento7 pagineASTM F 1718 - 99Oh No PotatoNessuna valutazione finora
- Control Valve Seat Leakage StandardsDocumento6 pagineControl Valve Seat Leakage StandardsorganicspolybondNessuna valutazione finora
- 905 Series Liquid Ring Vacuum Pumps & CompressorsDocumento4 pagine905 Series Liquid Ring Vacuum Pumps & CompressorscarlosNessuna valutazione finora
- SB - 622 PDFDocumento10 pagineSB - 622 PDFSamir ChaudharyNessuna valutazione finora
- ASME Guide Heat-Transfer-Surfaces-GuideDocumento8 pagineASME Guide Heat-Transfer-Surfaces-Guidealejandro carmona henaoNessuna valutazione finora
- GouldsDocumento11 pagineGouldsKaren Isabel Ambiado Rivas100% (1)
- Higher Performance Plate Heat Exchangers with Less InvestmentDocumento2 pagineHigher Performance Plate Heat Exchangers with Less InvestmentVLASTAR0% (1)
- Effects of Tribological Parameters on Slurry Erosion of MaterialsDocumento13 pagineEffects of Tribological Parameters on Slurry Erosion of MaterialsGuru SamyNessuna valutazione finora
- VTP October 22Documento8 pagineVTP October 22Hidroterm Plantas Electricas-Bombas De Agua-Maquinaria Pesada100% (1)
- 5275 PDFDocumento28 pagine5275 PDFLevi BriceñoNessuna valutazione finora
- ANSI B18.22 WashersDocumento5 pagineANSI B18.22 WashersMario SuyamaNessuna valutazione finora
- Ecoline GTC 150-600Documento12 pagineEcoline GTC 150-600Ricardo BarrosNessuna valutazione finora
- Schedule Large Vertical TurbineDocumento1 paginaSchedule Large Vertical TurbineGodwin ChagotaNessuna valutazione finora
- OHH OHHL E00697 (Pump Zulzer)Documento6 pagineOHH OHHL E00697 (Pump Zulzer)Jose Sosa CojNessuna valutazione finora
- Strahman Line Blinds PDFDocumento11 pagineStrahman Line Blinds PDFGrandy Anantha SaktiNessuna valutazione finora
- 3620 10th Lores 2Documento8 pagine3620 10th Lores 2Dinh Quang NhamNessuna valutazione finora
- 654SMO Vs C276Documento16 pagine654SMO Vs C276陳維中Nessuna valutazione finora
- D7H Electrico PDFDocumento2 pagineD7H Electrico PDFAnonymous KOtSfT6qNessuna valutazione finora
- Powerex Bombas de Vacio Vane Montado en Tanque ManualDocumento64 paginePowerex Bombas de Vacio Vane Montado en Tanque ManualHugovillarruelNessuna valutazione finora
- Revolutionizing Underwater Travel with SupercavitationDocumento20 pagineRevolutionizing Underwater Travel with SupercavitationRoshan ThimmaiahNessuna valutazione finora
- Power SteeringDocumento4 paginePower SteeringFarhan Mat Nasir0% (1)
- Q4 Science 9 Week 1 8 PDFDocumento33 pagineQ4 Science 9 Week 1 8 PDFJesiel MabagaNessuna valutazione finora
- HSC01 SM10 MEC07 00002: Duty SpecificationDocumento5 pagineHSC01 SM10 MEC07 00002: Duty Specificationwarmaster81Nessuna valutazione finora
- Technical Description: 1 Demag Wall Mounted Slewing Jib Crane 1000 KG X 4000 MM JC-W-270-KBK-BR-M-1000-4000Documento3 pagineTechnical Description: 1 Demag Wall Mounted Slewing Jib Crane 1000 KG X 4000 MM JC-W-270-KBK-BR-M-1000-4000nasif andriantoNessuna valutazione finora
- 4.about Gantry Crane: 3.5 General DrawingDocumento12 pagine4.about Gantry Crane: 3.5 General DrawingCiprian S.Nessuna valutazione finora
- Machine Design Data BookDocumento19 pagineMachine Design Data BookSunnyChoudharyNessuna valutazione finora
- Tabela TROUBLESHOOTING FT 2010Documento14 pagineTabela TROUBLESHOOTING FT 2010Lucas TavaresNessuna valutazione finora
- Circular Motion, Buoyancy, and DensityDocumento13 pagineCircular Motion, Buoyancy, and DensityAshutosh Kumar SinghNessuna valutazione finora
- Eccentric Check (28-08-17) - Alson Rev.1 PDFDocumento2 pagineEccentric Check (28-08-17) - Alson Rev.1 PDFAlsonChinNessuna valutazione finora
- Atlas Copco - Portable Energy Division PDFDocumento108 pagineAtlas Copco - Portable Energy Division PDFtarekNessuna valutazione finora
- June 2008 QP - M1 EdexcelDocumento13 pagineJune 2008 QP - M1 EdexcelKollol KolllolNessuna valutazione finora
- Product GuideDocumento26 pagineProduct GuideGio gioNessuna valutazione finora
- Part Catalog Yanmar 3TNE78A-ETBYDocumento29 paginePart Catalog Yanmar 3TNE78A-ETBYseptian wahyu widodoNessuna valutazione finora
- PPV PresentationDocumento66 paginePPV PresentationIvan BogdanNessuna valutazione finora
- Kings Coppice - Flakt Woods - BACnet PointsDocumento1 paginaKings Coppice - Flakt Woods - BACnet Pointstonyhogg72Nessuna valutazione finora
- SBS Fluidized Bath Operating ManualDocumento14 pagineSBS Fluidized Bath Operating Manualcraigorio616Nessuna valutazione finora
- BS 4504-Part 3.2Documento31 pagineBS 4504-Part 3.2Simon LawNessuna valutazione finora
- Installation & Operation Manual. BiRotor Plus Positive Displacement Flow Meter B27X (3) B30X (6) B28X (4) B31X (8) B29X (6) B32X (10)Documento37 pagineInstallation & Operation Manual. BiRotor Plus Positive Displacement Flow Meter B27X (3) B30X (6) B28X (4) B31X (8) B29X (6) B32X (10)tsaqova MuhammadNessuna valutazione finora
- Effects of Shear Box Size and Silt Content on Strength of Silty SandsDocumento7 pagineEffects of Shear Box Size and Silt Content on Strength of Silty SandsJavier MtNessuna valutazione finora
- Soil Deformation Pattern Around Laterally Loaded PilesDocumento11 pagineSoil Deformation Pattern Around Laterally Loaded PilesPEdro Omar Bengochea-StaufferNessuna valutazione finora