Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Corrosion (1) .Monograph - Ica 2.01.00
Caricato da
riveram2013Descrizione originale:
Titolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Corrosion (1) .Monograph - Ica 2.01.00
Caricato da
riveram2013Copyright:
Formati disponibili
29/10/2001
Corrosion of Copper Plumbing Tubes and the Liberation of Copper By-Products to Drinking Water
Gustavo Lagos Catholic University of Chile
[Note: document has been partially formatted to ICA Environmental Monograph editorial style]
29/10/2001
Table of Contents
EXECUTIVE SUMMARY 1- INTRODUCTION 2- THEORETICAL ASPECTS OF COPPER CORROSION
2.1- Uniform Corrosion 2.2- Role of Films
4 5 8
9 11
3- CORROSION MECHANISMS OF COPPER PIPES IN PRACTICE
3.1- Blue Water and Cuprosolvency 3.2- Corrosion Mechanisms which have an Effect on Copper By-product Liberation a- Type III pitting corrosion Table 3.1-Water Compositions of Type III Mechanism a.i- Concluding Remarks on type III Pitting b- MIC Corrosion b.i- Preventive Measures b.ii - MIC Remedial Measures b.iii - Concluding Remarks on MIC c- Jointing Corrosion c.i-Welding c.ii- Brass, Brazing and Soft Soldering c.iii- Mechanical Corrosion at Joints c.iv- Valves, Fittings and Meters c.v- Fluxes 3.3- Corrosion Mechanisms that May Have a Slight Effect on Copper By-Product Liberation a- Type I Pitting Corrosion b- Type II Pitting Corrosion c- Non Classified Pitting Corrosion d- Erosion Corrosion e- Cavitation f- Soil Corrosion g- Corrosion in Concrete Slabs h- Stray Current Corrosion j- Stress Corrosion Cracking k- Galvanic Corrosion l- Thermogalvanic Corrosion
15
16 16 16 18 19 20 26 27 27 28 28 28 29 30 30 31 31 32 32 33 34 34 34 35 35 35 36
29/10/2001
4 - CORROSION AND THE MANUFACTURING OF TUBES
4.1 - Carbonaceous Films Formed during Manufacturing
36
36
5- COPPER BY-PRODUCT LIBERATION TO DRINKING WATER
5.1- Introduction 5.2- Copper Concentration in Drinking Water 5.3- Who is Responsible for Copper in Drinking Water? 5.4- Diagnosis of Water Quality and Its Potential to Liberate Copper By-Products a- A Solubility Model and its Limitations 5.5 - Aspects of Copper By-Product Liberation, Water Composition, Stagnation, and Pipe Aging. a-Stagnation, Equilibrium and Aging b - pH and Carbon Dioxide c - Oxygen d - Carbonates and Bicarbonate e - Sulfates and Chlorides g- Effect of Natural Organic Matter, NOM h - Ionic Strength k- Sulfide and Chlorine 5.6- U.S Lead Copper Rule Approach to Copper By-Product Liberation Prevention. a - Exceedence Without the Use of Inhibitors. b - Inhibitor Effects c- Strategies to Increase pH
38
38 40 44 46 47 51 51 56 57 57 58 59 60 62 63 63 64 66
6- CONCLUSIONS 7- REFERENCES
67 70
29/10/2001
Executive summary This paper discusses both the mechanistic (descriptions of events, i.e., mechanisms, at a microscopic level at the metal interface with water) and the solubility approaches (based on solubility models that predict the concentration of copper in drinking water) in order to understand the corrosion and by-product liberation of copper plumbing tubes. The current corrosion taxonomy - i.e., pitting corrosion, uniform corrosion, and other types of corrosion - is analyzed and classified in two groups: those types of corrosion that contribute to copper by product liberation to the point of raising the copper concentration close to or exceeding health based regulatory levels, and those corrosion types that do not. Plumbing tubes manufacturing processes are analyzed vis-a-vis pitting corrosion. Copper by product liberation to drinking water is discussed in the context of current health based drinking water regulations. The effects of water composition, pipe age and stagnation period on copper by-product liberation are analyzed. Finally, the paper discusses regulatory approaches in order to prevent copper by-product liberation. The main conclusions reached in this analysis are: Corrosion processes on copper plumbing tubes, i.e., oxidation/reduction, take place at the copper water interfase and form cuprite. At the cuprite water interfase, cuprite usually reacts electrochemically to form malachite and tenorite above pH 7.0. In most water compositions, oxidation/reduction does not directly give way to liberation of copper by products to water. The corrosion products formed give way to dissolution and precipitation processes, both of which are the main mechanisms for liberation of copper by products to water and for pipe aging. Theory and practice can be used successfully to predict and prevent most situations leading to high copper by product liberation to drinking water. In many cases remedial action can be taken for the reduction of copper by product liberation without replacing plumbing systems, once copper by product liberation has started. Theoretical models that can predict corrosion products to be formed and aging of plumbing tubes for a wide range of water compositions have not yet been formulated.
29/10/2001
1- Introduction This paper is mostly concerned with the copper by-product liberation to drinking water from plumbing tubes, i.e., with the circumstances which could affect the concentration of copper in drinking water, rather than with corrosion per se. It has been estimated that under given conditions, for instance in new plumbing tubes, only about 3 percent of corroded copper is actually liberated to water and the remaining 97 percent remains in the film or scale which is formed on the pipe wall (Edwards Schock et.al. 1996). In such case the factor that controls the liberation of copper by-products to drinking water is the solubility of the solid present in the scale (Scock, Lytle et.al. 1986). In order to comply with the Lead-Copper Rule (1991) of the USEPA. which establishes the standard for copper in drinking water, the solubility model has been effectively applied to a wide range of water compositions in the U.S.A. resulting in a reduction of copper present in drinking water. This aspect will be discussed in detail in section 5. All metal surfaces corrode thus, the essential question should not be whether metals corrode but rather at what rate they corrode. Corrosion is an electrochemical process whereby a cathodic and an anodic reaction take place spontaneously and the required electron transfer occurs through an electronic conductor, usually a solid, which connects the anode and the cathode. Therefore, a corrosion reaction requires that there be at least two chemical compounds present, one of them which can be oxidized (electron donor) and the other one reduced (electron acceptor)(Bockris et.al. 1981). The compound oxidized in a corrosion process has the more negative electrode potential with respect to the hydrogen electrode potential. Whereas the compound that is reduced is the one that has the more positive potential. The corrosion potential can be defined as the product resulting from the combined oxidation and reduction processes and therefore its value is between the two potentials. The possibility of the existence of a corrosion reaction can be established by thermodynamics, whereby the corrosion rate or corrosion current, is calculated utilizing electrochemical kinetic theory. The electrochemical corrosion constant which gives information about the rate of corrosion in a given reaction is known as the exchange current density and the vast knowledge about such constants indicates that corrosion rates can vary by up to 10 orders of magnitude, depending on the specific compounds involved in the couple
29/10/2001
and other conditions existing in the reaction media, such as temperature, water composition, presence of catalysts, inhibitors among other variables. It is therefore possible to have a corrosion reaction taking place due to the nature of the chemical compounds present, but because the rate of corrosion is so slow no appreciable change will occur during relatively long periods of time (years or tens of years). For instance, platinum corrodes in a 1 molar sulfuric acid solution about 1000 time slower than copper (Bard 1976). A copper pipe is said to corrode slowly when the rate of corrosion is uniform and equal to 4*10-5 cm/year. Thus, a pipe of 3 mm wall thickness would take over 60 years for the wall to be reduced to one half of its initial thickness (Edwards, Ferguson et.al. 1993) provided that the corrosion process is spread uniformly over the pipe's surface. On the other hand a copper pipe is said to corrode quickly when the rate exceeds 4*10-4 cm/year. If the corrosion process is not uniform but concentrated on a small number of pits, then a 3 mm pipe could be perforated, under the appropriate water conditions, in a few months. Corrosion processes are very dynamic. Once corrosion has started it can either continue up to the point where the original compounds are depleted or it can stop due to the build up of a passivating layer which no longer allows direct contact between the original compounds which formed the electrochemical couple, anodic and cathodic. A second aspect which should be addressed from the start of this review is that all metal surfaces develop, during or after manufacture, one or more films which can act either as intermediaries or as active elements for the physical, chemical and electrochemical reactions occurring between the metal and the immersion media. The most common films developed on metal surfaces that are in contact with the atmosphere or with water of a potable quality, are oxides, hydroxides, and carbonaceous films. But films based on chlorides and sulfates, or even sulfides, can sometimes occur. The thickness of these type of films does not usually exceed a few hundred microns. The formation of films on metal surfaces has been extensively studied during the last 30 years and it is understood today that a metal surface is never devoid of a film when immersed in water or in air. The use of modern surface analysis techniques require the removal of such films prior to studying the metal itself. The removal process is technically challenging and involves cleaning the metal surface in a vacuum and transferring the metal to the test chamber, also under vacuum, where analysis takes place. The metal must
29/10/2001
never be in contact with air during this process. An alternative method to clean the surface is in situ ionic bombardment, but this can be very slow and costly when films are thick. Thus, the application of thermodynamic and electrochemical theory to the interaction between metals and the environment usually predicts the wrong result if these films are not considered. In some cases these films act only as a physical barrier, slowing down or impeding ion transport to the metal surface, and in these cases the thermodynamic theory applied to reactions between the metal and the immersion media can be more successful. The corrosion behavior of metals is determined by the media which come in contact with the metal, during manufacturing, handling, installation and use. Once a known "deleterious" film structure and composition has been established, it is usually difficult to eliminate it and replace it by another film of "protective" characteristics. It is often much easier and less costly to establish the preventive condition ex ante rather than the remedial procedure ex post. To do this requires detailed knowledge of the processes that can trigger corrosion. Even though electrochemical corrosion theory is now highly developed today and many corrosion mechanisms and reactions are well known, the difficulty to correctly predicting the type and rate of a specific corrosion path is due to the existence of hundreds of alternatives. The following factors are relevant: initial composition of the copper pipe (depends on manufacture, handling, and installation), initial composition of water (with an average significant presence of many salts, metals, organic compounds, and disinfectant by-products), and conditions of use (stagnation periods, temperature, flow velocity). The combination of these factors together with the thermodynamic and kinetic characteristics of each intermediate set of reactants and products is often impossible to predict. Laboratory experiments directed at reproducing real conditions seldom yield results identical to the original setting. Therefore, prediction of corrosion paths and outcomes is confined mostly to defining broad sets of characteristics where certain mechanisms are thought to occur. In the following sections it will be seen that certain corrosion paths frequently intersect the paths of other mechanisms. Thus, corrosion prediction, in terms of a mechanistic approach, is not only an inaccurate practice at present but likely to remain so in the future despite the progress of science.
29/10/2001
The same uncertainty is not true for equilibrium conditions, where thermodynamics determines the amount of metal that can go into solution. The following types of corrosion mechanisms will be reviewed in detail since they affect the liberation of copper by-products to drinking water: type III pitting corrosion and micro biologically induced corrosion, MIC. Additionally, jointing corrosion can contribute to the release of by- products present in copper pipe joints, and will therefore also be considered in this review. At the same time, types I and II pitting corrosion, erosion corrosion, cavitation, soil corrosion, corrosion in concrete slabs, stray current corrosion, stress corrosion, thermogalvanic corrosion and galvanic corrosion, can usually be regarded as noncontributory in terms of liberation of copper by-products to drinking water. Nevertheless, a brief discussion will be made about these mechanisms in order to provide the reader with a generalized view of the subject of corrosion of copper plumbing pipes and also in order to provide insight of the detailed mechanisms of corrosion, which in the case of type I corrosion are thought to be known. 2- Theoretical aspects of copper corrosion The theory of corrosion of metals has been discussed by many authors in great detail and it is not the purpose of this review article to revisit these theories. Specifically in the case of copper corrosion, Lucey (1967) proposed in 1967 a theory for type I pitting corrosion, that will be referred to later in section 3.3. This theory is currently accepted at present as the best understanding of copper pitting corrosion. However, it is not applicable to all types of pitting corrosion nor does it explain with the necessary detail the conditions for pit initiation. Ives and Rawson, (Ives and Rawson 1962 a,b,c,d) published in 1967, four papers about the general theory of copper corrosion applicable to uniform corrosion. The following two sections will discuss uniform corrosion and the role of film formation, both of which are essential to the understanding of copper pipe corrosion.
29/10/2001
2.1- Uniform Corrosion Uniform corrosion in copper plumbing tubes occurs when the total surface of the tubes are attacked at an equal rate, and it occurs under specific water compositions, installation procedures, tube fabrication methods, or design of the water installations. Pitting corrosion and uniform corrosion do not usually occur simultaneously (Werner 1995). Ives and Rawson state that uniform corrosion on copper metal is characterized by a duplex film, the first of which is a cuprous oxide compact film well adhered to the metal, formed at an early stage and with good electronic conductivity. Due to the compactness of the first film, its growth generates disruption and a second, porous film, also cuprous oxide, grows on top of the first one. Several simultaneous reactions take place. Copper metal dissolves in order to form cuprous oxide: + Cu + 1/2 H2O = 1/2 Cu2O + H + e (1)
At the same time the reduction of oxygen takes place at the interphase between the porous film and the solution: + 1/4 O2 + H + e = 1/2 H2O Reactions one and two added give the total reaction taking place: Cu + 1/4 O2 = 1/2 Cu2O (3) (2)
Cupric ion acts as an intermediary in the porous film and its interphase with the compact film, forming cuprous oxide at the expense of reducing cupric ions at one side of the porous film whereas at the other side cuprous oxide is being dissolved in order to form cupric ions. According to Ives and Rawson this is the reason why oxygen is not depleted, as a true depolarizer should: 2+ + Cu + 1/2 H2O + e = 1/2 Cu2O + H + 2+ 1/2 Cu2O + H = Cu + 1/2 H2O + e (4) (5)
29/10/2001
10
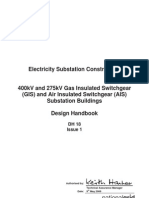
This model is dependent on pH, as has been pointed out by Cruse et al.(1988). In soft waters of low pH, uniform corrosion is known to increase. When the pH is lower than 5.0, corrosion accelerates rapidly. The relationship between pH and copper concentration in water was studied by Shull and Becker (1960). Factors such as water hardness, temperature, the presence of other ions, may affect corrosion, and make copper concentration versus pH curves not strictly comparable to each other. A more detailed discussion of the relationship between copper concentration in water, pH and other variables is carried out in section 5. Callot et.al.(1978), in perhaps the only study that experimentally confirmed Ives and Rawson theory, identified malachite, atacamite, cuprous chloride, tenorite and cuprite in pitted pipes that had been annealed during manufacturing. Applying X ray photoelectron spectroscopy, XPS, Copper II compounds were found to occur only in the outer layers of the corrosion products, and cuprite was identified only in the inner layer. Werner et.al.(1994) suggests the formation of cuprite, with the same mechanism proposed by the theory of Ives and Rawson. Potential (Eh) versus pH diagrams confirm the formation of cuprite on pipe inner copper surfaces in contact with drinking water. Tenorite, malachite and other copper containing solids can be formed by electrochemical mechanisms on top of this cuprite film, depending on the water composition (Cruse et.al. 1988). Figure 2.1 shows the Eh pH diagram for water with 1.3710-3 M total carbon content and 1.410-3 M sulfate. No cupric or cuprous species are liberated to solution at this total carbon content. Figure 2.1: Eh-pH diagram
29/10/2001
11
2.4 2 1.6
CuO2-
Cu2O3hidr
EH (V)
1.2 0.8 0.4 0 -0.4 -0.8 -1
Cu+2
Log Cu = 0 Log Cu = -6 Cu
+
Langite
Mal
CuO
CuO2
-2
Cu2O Cu
H2CO3
HCO3-
HCO3-
CO3-2
11
13
pH
Uniform corrosion does not usually lead to tube failure but it can produce blue water or green water and when it does, this is readily detected by consumers. Green water is also associated with soap residue with which low copper ions react, producing green stains. 2.2- Role of Films Copper corrosion does not occur only in the presence of water because the region of solid copper stability exceeds the hydrogen potential of pure water. Corrosion requires the presence of electron acceptors, such as oxygen, in order to occur. In this situation, sparingly soluble solid films are formed and their composition may be: cuprous oxide or cuprite (more than one crystalline form), yellow, red or brown in color; cupric oxide, black in color; cupric hydroxide, light blue to blue green in color; malachite, blue-green in color; azurite, blue-green in color; brochantite, light blue in colour; atacamite, green in color; etc., depending on the species that are initially present in solution. Table 2.2-1 shows some of the compounds that can be formed. Table 2.2-1- Some copper compounds that can be formed as a result of pipe corrosion in the presence and absence of phosphate corrosion inhibitors. Name of Compound Cuprite Formula Cu2O
29/10/2001
12
Cupric oxide Cuprous hydroxide Cupric hydroxide Cupric Chloride Chalcocyanite Cupric carbonate Antlerite Azurite Malachite Brochantite Atacamite Posnjakite Langite Wroewolfenite Copper Silicate Copper Silicate
CuO Cu(OH) Cu(OH)2 CuCl2 CuSO4 CuCO3 Cu(SO4)(OH)4 CuO.CuSO4 2CuCO3.Cu(OH)2 CuCO3.Cu(OH)2 CuSO4(Cu(OH)2)3 Cu2(OH)3Cl Cu4(OH)6SO4.H2O Cu4(OH)6SO4.2H2O orthorombic Cu4(OH)6SO4.2H2O monoclinic CuSiO3.H2O CuSiO3.2H2O
The thermodynamics under which the cuprous solids are formed is poorly understood, adding uncertainties of up to 100 fold in the prediction of solid phase formation (Schock and Lytle 1985), but it is clear that cuprous oxide is less stable than cupric oxide. Also the aqueous chemistry of cuprous ions, except under complexation (e.g., with chlorides and amines), is negligible in comparison with the aqueous cupric chemistry, due to the weak hydrolysis reactions of the former (Mahapatra et.al. 1967). Hydrodynamic conditions are important for the equilibrium between cuprous and cupric oxide. For instance, in crevices it has been shown that cupric oxide forms on the interphase with the solution, while between the cupric oxide and the metal there is cuprous oxide. The potentials for the formation and reduction of cuprous and cupric oxides have been studied by Deutscher and Woods (1986), among others. Their study shows that the reduction potentials for cuprite and for cupric oxide varies with formation conditions. For example, the major species formed on a copper wire after annealing was cuprite, although present in more than one phase.
29/10/2001
13
This finding refutes earlier research that concluded that both cuprite and cupric oxide were present because different reduction peaks on a voltamogram were interpreted as showing the presence of copper I and II. However, Wilhelm et al.(1982) found that when the oxides are electrochemically formed it is possible to have both cuprous and cupric oxides co-existing and in contact with each other. These comments seem to be of relevance because it is not clear from the literature that all studies would have taken these factors into account. In a recent work, Taylor and Cannington (1993) found that p-type cuprous oxide favored the protection of copper against corrosion whereas n-type cuprous oxide favored the corrosion of copper. Naturally occurring cuprous oxide (cuprite) has been found to be p-type (Shuey 1975) with copper vacancies as the principal acceptor defect. P-type materials act as electron sinks and promote oxidation by electron transfer into the electrode (Gerischer 1966). Also p-type cuprous oxide is copper deficient (Cu2-xO) at room temperature, and has a negligible electronic conductivity. The semiconductor properties of synthetic cuprite are similar to those of naturally occurring cuprite. When the oxide has oxygen vacancies, i.e., metal excess, then it is an n-type semiconductor. Synthetic cuprite is seldom reported to be n-type (Bertocci 1978). Nevertheless, when the formation of cuprite is made under potentiostatic conditions (current time experiments) it is observed that the transition from pto n-type semiconductor occurs between -50 to + 50 mv vs the saturated calomel electrode, SCE (Taylor and Cannington 1993). At more positive (anodic) potentials than 50 mv vs SCE, the films formed are always n-type, whereas when the potential is more cathodic than -50 mv vs SCE the film formed is of the p-type. Films formed with this method have been reported to be adherent to the metal surface. It was concluded that p-type films corroded at a slower rate because the corrosion current under potentiostatic conditions decayed to lower levels and at a faster rate than the corresponding currents for n-type films. Taylor and Cannington (1993) propose that the mechanisms producing the change from p- to n-type semiconductivity of cuprite are not determined and may be related to water composition, copper surface characteristics, and water use factors such as stagnation and surface films. These authors have speculated about the possible role of the p- or n- type behavior as related to Lucey's theory of pitting (1967). This theory proposes that when cuprite is
29/10/2001
14
already present it has a dual role mediating oxidation reactions (copper metal to Cu+ ion of the cuprite) at the metal-film interface and reduction reactions, usually of oxygen, that occur at the film solution interface. Other coupled reactions happen simultaneously. Since reduction reactions occur more readily on n-type semiconductors, it is thought that the outer surface of the film is of this type, thus promoting the reduction of oxygen. In this case the inner surface of the film would be p-type, thus promoting the dissolution of copper metal to the cuprous ion present in cuprite. If the outer film is of the p-type, however, there can be no reduction here and the corrosion reaction is effectively blocked. Millet et. al.(1995) found that under open circuit conditions and in a NaCl solution a duplex Cu2O layer is created and that this is made of two semiconducting components of different stoichiometries, namely a p-type and an n-type. The latter, located at the metal oxide interface, was correlated with the shift of the reduction peak towards more negative values, and was consecutive to the formation of the oxide layer via dissolution-precipitation mechanism Cu(I) / Cu(II) species from the electrolyte. In acetate or inhibitor containing mechanism solution, the time to the formation of the duplex layer at the open circuit potential of the electrode was shorter, suggesting a relationship between the protective properties of the film and its p-n structure. Light has been observed to retard the growth of cuprite and to promote its dissolution and oxidation (Taylor and Cannington 1993). The photoelectrochemical behavior of cuprite has been known at least since the 1950's but there are still contradicting reports relating the observed photo-currents and the type of semiconductivity. Although copper plumbing tube corrosion occurs in the dark it is important to understand the photo electrochemical properties of these films because they could possibly be used to measure some fundamental properties of films formed by corrosion. In this line of thought it is worthy to mention that Wilhelm et al. (1982) have demonstrated that the changing conductivity mechanism of cuprous and cupric oxides does not depend on the sign of the photo-current. In other words, photo currents signals opposite in sign to those expected from conductivity type exist and this is an indication of the properties of the semiconducting oxides, such as the band gap, and not of the changing conductivity mechanisms. Cupric oxide has a narrow band gap, i.e., a narrow energy gap between the valency and conduction bands, and therefore a high electron-hole recombination rate and no positive photo-currents should be expected.
29/10/2001
15
Moreover, only certain electronic transitions produce electron-hole pairs in cuprous oxide and therefore this type of films should be more resistant to oxidation than an n-type oxide, where recombination takes place at a high rate. One of the consequences of band gap width is that for wide gaps, i.e. cuprous oxide, thickness can grow under anodic conditions and the metal, i.e. copper, on which this oxide grows, would be inert provided that the environment is stable. In conclusion, Taylor and Cannington (1993) hypotheses regarding the protective character of p-type cuprous oxide seems to be well based scientifically but unfortunately this hypothesis has not been shown conclusively. Many aspects of the transition from p- to n- type semiconductivity in cuprous oxides is not well understood. The formation of cupric oxide and its equilibrium with other cupric solids will be discussed in section 5. 3- Corrosion Mechanisms of Copper Pipes In Practice Pitting corrosion can be defined as the localized electrochemical reaction of chemical species present in the corroding media, with a specific site on the pipe surface. It constitutes a major concern for the manufacturers of copper tubes, due to the inconveniences that the consumer must face. Pitting can be localized or uniform, depending on the composition and history of the system involved. Localized corrosion usually leads the pipe failure unless remedial action is taken, whereas uniform corrosion can lead to blue water or to the release of copper into the solution in a soluble form. Uniform corrosion hardly ever leads to the pipe rupture because the time involved for this effect to occur is relatively long (several years) and detected either via the coloration of the water or its taste, and remedial action taken. The corrosion taxonomy already mentioned has been recognized since the 1950's but there is agreement at present that it requires improvement or even revision since many of the practical cases of corrosion found cannot be classified in any of the existing categories or they may be often assigned to more than one category.
29/10/2001
16
The following sections briefly review the corrosion mechanisms that affect copper plumbing installations and result in by-product release that may exceed drinking water standards. 3.1- Blue Water and Cuprosolvency This is an appropriate place to define the meaning of the term "blue water"(Page 1972), since it appears extensively in recent literature. Blue water is the result of corrosion and its subsequent release of copper in the form of insoluble salts or minerals such as brochantite and posnjakite, to the water. In the U.S., 4.4% of the faults of copper pipes were reported to the CDA were determined to be blue water corrosion between 1988 and 1993. Blue water starts manifesting itself at approximately 5 mg/L copper concentration. Blue water can be produced by at least three corrosion mechanisms: type III pitting corrosion, MIC and by uniform corrosion. These mechanisms can also lead to the release of copper to a solution without the production of blue water, a situation which will be referred to as cuprosolvency (Hongve et.al. 1995). When the concentration of dissolved copper sulfate in water is larger than 5 mg/L the water becomes blue(Beguin-Bruhin 1983), and this situation should not be confused with the blue water caused by the presence of solids in the water. Another reference to blue water in the literature refers to copper ion reaction with soap (e.g., sodium oleate) and its precipitation as the calcium salt on plumbing fixtures, staining them (Yamauchi et.al 1986). This is one of the reasons for the W.H.O. classification of copper as an aesthetic parameter. [editor: no longer true. Author:........this is true....the WHO has retained copper as an aesthetic parameter....in the reviews made in 1993 and in 1997] Finally, it is apparent that the nomenclature "green water" and "blue water" are equivalent. 3.2- Corrosion Mechanisms which have an Effect on Copper By-product Liberation a- Type III pitting corrosion
29/10/2001
17
Type III pitting corrosion occurs in soft, cold water of low conductivity, low alkalinity and high pH (Edwards Ferguson et.al.1993). The pits are wide and shallow and have two films, the first one consists of cuprous oxide and the second one of brochantite and/or malachite. The latter materials enter the water and contaminate it, sometimes blocking the pipe. This form of pitting corrosion has been reported in many places throughout the world (Johansson 1989). From 1972 to 1983 there were 170 house owners who reported faulty pipes in the district of Floda, Sweden (Linder and Lindman 1983). It was found that the faults were produced randomly in houses built in the 1960s and 1970s and the water composition and source became suspect. In fact, the water source had changed from ground water to surface raw water from the Oxsjo Works in Lerum. At first both sources were mixed with only a small proportion coming from the Oxsjo Works. After a time the proportion of the surface water increased but did not reach 100%. The number of perforated pipes reported per year reached a constant level. It should be noted that houses in Lerum did not report corrosion problems and it was only after both waters began to be mixed that problems arose in Floda. The characteristics of the water are consistent with those producing type III pitting. After mixing the two water supplies, the alkalinity was lowered from 50-60 mg/L to approximately 40 mg/L. When the HCO3- concentration was raised to 70 mg/L there was a dramatic drop in the damage frequency (Mattsson 1988). The corrosion products found included langite (Cu4(OH)6.SO4.H2O), brochantite (Cu4(OH)6.SO4) and cuprous oxide. Presence of the elements phosphorus, chlorine, sulphur, silicon and aluminium was detected with flame spectroscopy. Damage to the pipes occurred in both the horizontal and vertical sections of the system. In order to prevent further events of this type of corrosion, it was proposed that a film of copper hydroxide carbonate be formed on the copper surface (Mattsson 1988, Linder and Lindman 1983). Concurrently the pH should be adjusted to values greater than 7.4 and the bicarbonate to sulfate ratio should be adjusted to values greater than 1.0. Also, the hardness should be raised with treatment by limestone and carbon dioxide. These hypotheses were tested at CSIRO (Moss and Potter 1984) in Australia and form the basis for the Hunter Water Board's Dundog treatment works, which operates and distributes potable water in the Hunter District. The first
29/10/2001
18
report of corrosion in this District occurred in 1976 at the Newcastle College of Advanced Education and involved the release to the water system of insoluble blue-green particles (Moss and Potter 1984). It was subsequently found that water from the tap had copper levels between 10 and 40 mg/L. Between 1976 and 1984, over 100 cases were reported in the area, from private dwellings to large buildings. The most severe cases involved the perforation of the pipe. During the same period a small number of cases were also reported in large buildings in Sydney, but there was no perforation observed. According to Moss and Potter (1984), the only comparable events of corrosion had occurred in New Zealand (Page et.al. 1974, Potter 1969) in 1967, especially in the Auckland region. It was later noted in another CSIRO report by Taylor and Cannington (1993) that corrosion observed in the aforementioned cases was comparable to type III pitting cases seen in other countries, such as the outbreak that occurred to 84 of 200 newly built houses by one developer in a housing estate in California in the 1990's. An odd aspect of the latter case was that another 2000 houses, built by other developers, and that used the same water did not suffer any problem. In the Hunter Water District, cuprous chloride, cuprous oxide, copper sulfate and a copper silicate with aluminum, possibly derived from flocculants, were found as corrosion products. The same products were detected in Auckland, N.Z. post mortem tube analysis, except that the silicates did not contain aluminum. The mixture of corrosion products were interpreted to be brochantite (CuSO4[Cu[OH]2]3) and posnjakite (CuSO4[Cu[OH]2]3H2O) in both cases. However, in Auckland it was predominantly brochantite whereas in the Hunter Water District it was a similar quantity of both compounds. The following table presents some data about water composition that has been related with type III pitting. It should be observed, however, that copper concentration is not quoted. Indeed, this is one of the common flaws found in the literature. Table 3.1-Water Compositions of Type III Mechanism
Linder 1982 (2) Gilbert 1966 (4) Page 1973-74 (2) Moss 1984 (4) Taylor 1993 (5)
29/10/2001
19
2-8 29.3-30.5 14-30 22-31.7 HCO3 (mg/L) 6.1-8.2 7.6-9.2 7.9-8.6 6.7-7.2 7 pH 14-19 27-35 10.5-15 5-42 0.6-6.9 (-2) SO4 (mg/L) 10-16 13-20 9-13.5 12-50 5.9-17.3 Cl (mg/L) 7.5 7-27 5-10.8 Na (mg/L) 20 7-17 1.3-6 Ca (mg/L) 8.5 2-25 0.9-2.1 Mg (mg/L) 68-90 77.5 30-75 TDS (mg/L) 35-36 67-108 35-140 97-334 40-92 Conduct (S/cm) 1.6-6.6 24-39 11.5-24.5 18-26 5.1-12.1 Alkalinity (mg/L as CaCO3) 8.9 30 23-70 11.9-22.4 Hardness (mg/L as CaCO3) 3 1-3 0.7-1.5 K (mg/L) 0.2-6 CO2 (mg/L) Note: (2),(4),(5) indicate the number of water compositions included by each author.
a.i- Concluding Remarks on type III Pitting
The following conclusions by two Australian researchers, are valid for type three pitting, but should be considered in light of other work more recently published, especially in regard to the role of bicarbonate (section 5.3). The conclusions of Moss et al.(Moss and Potter 1984) concerning the corrosion problems described above can be summarized as follows: -The composition of the potable water has marked and sometimes crucial effect on the nature, intensity and rate of interaction with copper. -The native rate and extent of corrosion varies depending on the type of copper tube, but differences appear less significant than those caused by changing water composition. -Compositions of water that encourage the formation of passivating layers of cuprous oxide or of basic copper carbonate have the least probability of causing copper contamination problems. Bicarbonate alkalinity offers this advantage.
29/10/2001
20
-Dissolved copper sulfate, depending on its relative concentration, can dominate the copper/water interaction and, by producing non protective basic copper sulfate, causes active corrosion of the metal. -Sufficient dissolved chloride likewise causes active corrosion of copper by virtue of the formation of cuprous chloride, which probably flaws protective films of oxides or basic carbonate. -To passivate copper surfaces in cold potable water the pH value may be raised using bicarbonate alkalinity, which counteracts the combined activating effects of dissolved sulfate and chloride. At an electrical conductivity of the water up to approximately 800 S cm-1 it is estimated that the pH value needs to exceed 8.3 to be certain of copper passivity. This protective pH value diminishes with the sulfate to chloride ratio, and falls to 7.3 when no dissolved sulfate is present. The conclusions of Taylor et al.(1993) confirmed most of the first reports findings and added the following: -bicarbonate dosing decreased the likelihood of formation of basic copper sulfates as a major corrosion product and increased the likelihood of forming malachite. -bicarbonate dosing was also found to promote the formation of more adhesive cuprous oxide films. -it was determined that p-type cuprous oxide favored the protection of copper whereas n-type cuprous oxide favored the corrosion of copper. It was also found that factory production tubes had a thin p-type film which broke down under certain water conditions. The most important cases of type III pitting corrosion have been approached and diagnostic techniques and preventive solutions have emerged in spite of the fact that the mechanisms are still poorly understood and that the taxonomy employed can be severely criticized. The validity of most of these preventive solutions is still to be demonstrated. As mentioned before, (in section 5.3) an alternative hypotheses for the effect of bicarbonate on copper by-product liberation will be discussed. b- MIC Corrosion Micro-biologically induced corrosion (MIC) has been known since the 1940's. Bacteria, fungi, algae, protozoa, diatoms and bryozoa can produce or promote metal corrosion via the creation of a film, known as biofilm, capable of
29/10/2001
21
adhering to the metal surface and of maintaining concentration gradients of dissolved inorganic and organic salts (OConnell 1941, Hadley 1948). It is known that Pseudomonas and Alcaligenes, which are common species in treated waters, are capable of producing exopolymers, usually oligosaccharides and polysaccharides. The build up of these polymers helps to consolidate the biofilm. Thus, it is not surprising to encounter a biofilmpolymer film adhered to the metal surface. It was only during the mid-80's that MIC caught the attention of scientists with regards to copper. It was reported then that micro-colonies of exopolymer producing bacteria, when attached to submerged copper surfaces, can form copper concentration cells with reactive exopolymers (Geesey et.al. 1986). A pH gradient is established within this film and the film layer close to the metal has the lower pH. The metal corrodes and since the copper concentration is pH dependent, a copper concentration cell is established within the film and the copper ions are transported through the film to the film/electrolyte phase boundary where they react with the electrolyte and form copper oxide. It is not understood why a pH gradient is established in the first place. There is strong evidence that MIC corrosion has been the cause of several episodes involving the failure of pipes, especially in institutional buildings such as hospitals during the 1980's (Geesey, Kalaiyappan et.al. 1994, Mittelman et.al. 1994). Incidents have been reported about MIC corrosion in hospitals in Germany, Scotland, England, Saudi Arabia and Kuwait. There is knowledge about the symptoms, effects and remedial action of these phenomena but the mechanisms leading to MIC and the specific action that micro-organisms may have on corrosion have only been proposed at a hypothetical level. Why was MIC not investigated before in relation with copper pipe corrosion when it was known to have an important effect on steel corrosion and also on other metals much before?. After the role of MIC became apparent in the cases of the aforementioned hospitals, it is becoming a standard technique to look for the existence of biofilms when corrosion is reported. But how many of the cases of corrosion reported before 1990 could have been promoted or produced by MIC and yet they were assigned to other causes?. These are questions which can find only partial answer and which indeed blur even more the interpretation of past analysis of corrosion cases.
29/10/2001
22
Two types of MIC have been detected (Geesey, Bremer et.al. 1994), one that resembles type 3 pitting and a second which resembles both type 1 and type 2 pitting (Angel et.al. 1990) which had been described in the literature as type 1.5 pitting. Wagner et al.(1993) have described these two types of MIC corrosion differently, assigning the first classification of Geesey, Kalaippayan et al. (1994), to type I like pitting or hemispherical pitting corrosion while the second type they have described as "pepper pot" type pitting. This controversy is a further expression of the inadequacy of the taxonomy of corrosion mechanisms on copper. After analyzing the characteristics of both types of MIC pitting, the conclusion is that in the first type there are characteristics of both types III and type I pitting. In order to avoid further confusion, this paper will adopt the classification of Wagner et al. (1992) Arens et al. (1995, 1996, 1999) propose that MIC corrosion occurs in the presence of soft alkaline surface waters but only if there are long stagnation periods. MIC should be associated also with the presence of high copper concentrations, and pitting corrosion. Only the third characteristic is recognized in many cases. MIC is not associated with hot water except when parts of the hot water systems have been in contact with cold water for long periods. MIC occurs in horizontal tubes because the high copper concentrations generated can settle down on the bottom of the tube, where corrosion products build up. Conditions here would also be favorable for aeration cells to build up. Arens also proposes that pitting corrosion can be influenced by biofilms, and these would act as selective membranes. Luceys model is valid here, but the membrane plays the role of the oxide and carbonate layer. Hemispherical Pitting MIC Corrosion was observed in the hot water systems of two hospitals in South West Scotland during the 1980's. It involved water from surface sources, containing high levels of dissolved organic compounds, and assimilable organic carbon (AOC), low buffering capacity, humic substances and suspended fine particulates including micro-organisms. Particulates tend to form sediments in dead sections of the pipe (INCRA 1988) and, along with biofilms, protect bacteria from adverse incidental temperatures (usually above 55 to 60 C). No episodes were reported involving the cold water systems. At the time of the research, one of the hospitals had recently cleaned and chlorinated its system. Severe corrosion that resulted in pipe perforation was randomly distributed among the several reported between 1982 and 1988.
29/10/2001
23
Cupric and cuprous oxides were found in the corroded tube. While the former tended to be on the pits, the latter was found some distance away, accompanied by cupric oxides and polysaccharides and oligopeptides biofilms. Some general attack, like that obtained in type III corrosion, is found beneath the black cupric oxide and in some pitting areas. Blue corrosion products are present in the latter. The tubercules above pits are basic sulfates and powdery cupric oxides. Also present are basic carbonate tubercules, like those of type I pitting. The more severe the corrosion, the more developed the biofilms found. Cuprous chloride was not found in the corrosion products. This type of corrosion is accompanied sporadically by the random appearance of blue water. Pseudonomas, Alcaligenes, Methylobacterium spp, SRB (sulfate reducing bacteria), and fungi, were found among the corrosion products. After several hours of stagnation overnight, the oxygen content of the water was severely, and sometimes completely, depleted. This depletion was thought to be indicative of bacterial colonization and abetted the growth of anaerobic bacteria such as SRB. The water received by both hospitals was found to be of good quality, but the operating conditions, especially concerning temperature and the lid of the water reservoirs was unsatisfactory and thought to account for the conditions that lead to the creation of MIC. The temperature was within the ranges where the bacteria could live and grow, i.e., between 10 and 60 C. A scheme has been proposed for describing the mechanisms producing this type of MIC corrosion (INCRA 1988) : 1-Soft upland catchment water, such as received by one of the hospitals, containing natural organic substances derived from the soil e.g. humic acid. 2-Aerobes such a Pseudomonas may use these organic substances as nutrients and produce exopolymers which attach themselves to copper. The inhibitory effect of copper on bacteria is rendered ineffective by a film of material which modifies the physico-chemical characteristics of the surface and which presumably could be there from either fabrication or installation. The
29/10/2001
24
production of polysaccharide also helps protect bacteria against the inhibitory effect of copper and promotes the growth of the biofilm. 3-Bacteria may be joined by fungi or other species in the formation of a complex biofilm. 4-The aerobic members of the biofilm reduce the oxygen concentration in the biofilm and conditions are rendered appropriate for the colonization of the anaerobic species, such as SRB, in the region of the biofilm closest to the metal. 5-SRB produces hydrogen sulfide which forms copper sulfides and stimulates a corrosion potential (Hamilton 1985, Jacobs 1997). These mechanisms for aerobic and anaerobic corrosion may occur sequentially and/or simultaneously and are at present under laboratory study in order to demonstrate their viability. Pepperpot like MIC corrosion occurred in one hospital in West Germany, one in South West England and one in Saudi Arabia, and involved cold, warm and hot water systems. It is similar to type I pitting (Geesey, Bremer et.al. 1994) in that the pits are hemispherical and deep and are covered with crystalline cuprous oxide and copper chloride. It resembles type 2 pitting in that the oxide between the pits is mostly cupric oxide. The mounds above the pits are mainly copper sulfate with a deposit of cupric oxide around the periphery. This type of pitting has been known for some time as type 1.5 and it has been described as pepperpot MIC (Wagner et.al.1992). The authors describe the site of corrosion as: "multiple pits under a common crystalline layer of cuprous oxide and an outer crust of basic copper sulfate. The area covered by this oxide membrane is greater than for hemispherical pitting. The perforations in the oxide membrane correspond to the positions of the pits beneath. The pits may coalesce to cause more general undermining of the oxide membrane. Pepperpot pit sites may be adjacent or widely separated". In all cases there was evidence of polysaccharide biofilm and no carbon film was found. The water, with the exception of one case, was: soft, had a pH between 7.3 and 9.8, total hardness of between 25 to 73 mg/L (as CaCO3), alkalinity between 10 and 40 mg/L (CaCO3), chloride between 6 and 23 mg/L, sulfate between 12 and 24 mg/L, was poorly buffered, and in most cases, had a sulfate to carbonate ratio of two (Geesey, Bremer et.al. 1994, Wagner et.al. 1992).
29/10/2001
25
Pitting in the German hospital appeared only two months after it was opened to the public, in 1986, and it involved pipe failure (Paradies et.al. 1990, Wagner et.al. 1992). A number of failures followed during the next year resulting ultimately in the replacement of approximately one third of the copper piping by plastic pipes. It is crucial to note that the manifestation of the problem was the detection of corrosion products in the water. Therefore, whereas in the case of the hospitals in South West Scotland there was no contamination of the water and the corrosion problem pertained only to the hot water system, in the case of the German Hospital, the corrosion affected the quality of the drinking water. Citric acid was employed as a rinse treatment which seemingly retarded the corrosion process but did not stop it. In 1990 a similar corrosion problem was observed in a court house built at the same time and in the same county as the Hospital, and which had the same water supply. In both cases the corrosion produced to the water a release of copper in soluble and insoluble form. A sample taken after 48 hrs of stagnation at the court house (after 5 minutes of rinse) was 2.5 mg/L of dissolved copper. In the case of the hospital, corrosion was found to be high in horizontal, infrequently utilized sections of the pipe and low on the vertical frequently utilized sections. This supports the hypothesis that sediments accumulated in the horizontal, deadleg sections promote the build up of a biofilm (Wagner et.al. 1993). The pitting was hemispherical, but also uniform in the horizontal pipes whereas it was non-uniform in the vertical pipes. The water contained humic substances and the conditions of corrosion even after stagnation were determined to be aerobic. The corrosion products over the hemispherical pits consisted of adherent cupric oxide under mounds of cupric sulfate with loose powdery deposits of cuprous oxide inside, on top and around the perimeter of the pit (Geesey, Bremer et.al. 1994). More than 10 micro-organisms were found, along with complexing agents such as metabolic pyruvate and lactate. Three species were consistently identified: two strains of Pseudomonas paucimobilis and Pseudomonas solanacearum. P. solanacearum was found to be capable of nitrogen respiration and all exhibited copper tolerance. The high number of
29/10/2001
26
bacteria was not always correlated with pitting. A biofilm was found that contained polysaccharides, oligopeptides and n-acetylated derivatives of glucose, mannose and galactose. The characteristics of the incidents in the two hospitals in the South West of England were very similar to that of the German and to the Saudi hospital cases. The quality of water, species, biofilm, type of pitting, sections of the system where faults occurred, and correlation between bacterial density and corrosion, were similar. It is interesting to note that the water for the two hospitals in England was obtained from different rivers and also that a third hospital in the same region did not have pipe corrosion. Some of the differences between the case of the two hospitals in the SW of England and the German case was that no SRB was found in the former and that the corrosion problems affected only the hot water system, which indeed was not very hot (30 to 40 C). Another case of MIC corrosion occurred in a hospital in Kuwait, with soft water supply which included sulfate and chloride. The description of the pits corresponded to type 1.5 but a biofilm was not looked for.
b.i- Preventive Measures
Many preventive measures can be taken in order to avoid MIC: - pipe system design should avoid dead sections, long periods of stagnation, and, if possible, long horizontal sections where particles can settle. - use of filters down to 0.2 m in order to eliminate fine particles; use of activated carbon filters in order to eliminate organic matter; hardening of the water and; ultra violet, (UV) irradiation. These measures have been employed to a limited extent and there has been no evaluation regarding their effectiveness, except UV which has proven ineffective because it sterilizes the water but not the pipes. - maintain water temperature outside the range 25C to 45C because the probability of corrosion increases here. Above 60C bacterial growth is inhibited.
29/10/2001
27
- water tanks should be properly covered and cleaned periodically. - the use of periodic chlorine disinfection of the water systems.
b.ii - MIC Remedial Measures
Wagner et al.(1993) summarize these measures as: - clean the inner surface of the installations with citric acid and/or sulfamic acid and replace the damaged section. -pretreat the installation with hard water to form a protective layer. -insulate hot and cold water systems. -increase the water flow by adding pumps. -reduce suspended solids and total organic carbon in source water by adding filters. -make changes in more than one parameter in order to minimize the reappearance of pitting.
b.iii - Concluding Remarks on MIC
The cases of MIC reviewed here constitute most of the known cases. More than half of these cases have not affected potable water systems, but hot water systems. Nevertheless, it is relevant to consider the totality of the cases of MIC corrosion because the hot water systems faults could occur in potable water systems in the future. An aspect that is still under intense discussion is how to prove that the corrosion mechanism in each case is microbially induced. The presence of microorganisms in the water, or of biofilms on the tube, is no proof that MIC is the causative mechanism of observed corrosion. Mittelman has shown that biofilms and bacterial populations exist throughout water distribution systems, and in most cases blue water problems are not associated with their presence
29/10/2001
28
(Mittelman 1994). Even a positive response (i.e. the end of corrosion) with the addition of chlorine is no proof of the mechanism (Edwards 1990). Nevertheless, effective prevention, diagnosis and remediation procedures have been developed in the 1990s, especially with regard to large potable water systems, and this knowledge should be made available to institutions that deal with drinking water distribution and regulations. c- Jointing Corrosion Copper pipes can be jointed by mechanical fittings, by welding, by brazing or by soft soldering (Mattsson 1990). Fluxes are used in brazing and soft soldering. Corrosion is produced when any of the materials that constitute the joint come into contact with water and with copper. The result is usually to accelerate the copper pipe corrosion at the joint due to chemical attack by the jointing materials or by galvanic corrosion. The result of this corrosion is to release both copper and the jointing material to the solution. Jointing corrosion has been extensively studied and materials and methods are available in many countries in order to prevent this type of corrosion.
c.i-Welding
Welding is not commonly used for jointing.
c.ii- Brass, Brazing and Soft Soldering
Brass is often used for valves and fittings. Brass may corrode through dezincification since zinc is selectively dissolved leaving behind a spongy copper structure (Mattsson 1990, Nielsen 1983). This may lead to the blocking of the pipe. Brass with more than 85% by weight of copper has a good resistance to dezincification. (Lytle and Schock 1997a) concluded that the amount of composite metal leached from brass copper alloys corresponded well with alloy composition. Baukloh et.al. (1989), reported that during
29/10/2001
29
brazing films of copper oxides formed on the internal surface of pipes, may have a morphology that enhances pitting type I. Alfa brass with lower contents of copper can be made corrosion resistant by the addition of inhibitors such as arsenic (0.02 to 0.04% by weight), antimony or phosphorus. Beta brasses cannot be made resistant to corrosion by the addition of these inhibitors. Since the early 70's in Sweden, brass for fittings must be corrosion resistant and they must pass a test according to standards ISO 6509 and SS 11 71 10. Many types of new corrosion resistant brasses have been developed since then in order to comply with the standards (Mattsson 1990). For brazing, silver-phosphor-copper solders are used in Sweden which contain at least 2% silver. This solder produces small or acceptable levels of corrosion at the joint with the copper pipe unless the water is corrosive. It is not recommended though, when nickel containing alloys are present. Cadmium content in solders is banned in most countries. Lead in solders is banned in Sweden. Regarding soft soldering, little is done in Sweden. Tin-silver solders are accepted in this country, with at least 3% by weight of silver. The Lead-Copper Rule in the U.S. prohibits the use of lead-containing solders. As a result, the content of lead in soft solders has been reduced in the U.S. from 50% in 1986 to 0.2% in 1991. At present the composition of solders is regulated in the standards ASTM B32-Solder Metal (Cohen 1994). Acceptable solders presently includes 95:5 tin-antimony, several tin-silvers and some proprietary alloys.
c.iii- Mechanical Corrosion at Joints
Joints with irregular, rough edges and surfaces, and exposed solder promote corrosion and should therefore be avoided. Streamlined shapes should be used in order to avoid turbulence which leads to erosion corrosion (Mattsson 1990). For instance, lap joints should be used, edges and beads of solder should be avoided. Capillary joints are recommended. The use of ASTM Standard Practice B828 - Making Capillary Joints by Soldering of Copper and Copper Alloy Tube and Fittings should prevent many copper tube corrosion problems, including flux corrosion and erosion corrosion (Cohen 1994).
29/10/2001
30
c.iv- Valves, Fittings and Meters
Valves, fittings and meters can also lead to corrosion due to soldering or galvanic corrosion, depending on the methods employed for jointing. In the U.S., companion wrought fittings are produced to ASME B16.22 Wrought Copper and Copper Alloy Solder Joint Pressure Fittings (Cohen 1994). In the case of valves and water meters there are several standards employed: -ASTM B62 (Alloy C83600) - Composition Bronze or Ounce Metal Castings. -ASTM B584 (Alloy C84400) - Copper Alloy Sand Castings for General Applications. -ASTM B763 (Alloy C84400) - Copper Alloy Sand Castings for Valve Application. -AWWA C700 - Cold Water Meters - Displacement Type, Bronze Main Case. -AWWA C800 - Underground Service Line Valves and Fittings. The correct use of materials and methods can prevent corrosion at the joints.
c.v- Fluxes
Flux residues at the joints usually induce corrosion due to chemical reactions with copper or other mechanisms. Pitting is produced due to factors such as the amount of flux applied and the chemical aggressiveness of the flux. Pitting is not restricted to the vicinity of the joint but can be a considerable distance away. Generally pitting attack occurs at the periphery of petrolatum base soldering flux or parallel to the longitudinal axes of the tubes/fittings (Cohen 1994). In the U.S. it is reported that after testing two types of fluxes for 800 days, one of them produced 34 failures by pitting while the other produced seven (Lyman et.al. 1982). Standard Specification ASTM B813 - Liquid and Paste Fluxes for Soldering Applications of Copper and Copper Alloy Tube, defines the types of fluxes which are required for pitting prevention (Cohen et.al. 1995). Soldering flux induced pitting can be prevented by using industry standard materials and by appropriate workmanship during installation.
29/10/2001
31
3.3- Corrosion Mechanisms that May Have a Slight Effect on Copper ByProduct Liberation All of the corrosion mechanisms listed in this category are well known but with proper design of the piping system and knowledge of the source water it should be possible to avoid initiation of corrosion by these mechanisms. a- Type I Pitting Corrosion Type I pitting, the most common of all, was reported first by Campbell (1950) and a general theory for pit formation was proposed by Lucey (1967). Pitting corrosion was further elucidated by Smith and Francis (1990), Shalaby, et al. (1989), Holm et.al. (1982), and Riedl et.al. (1989). It occurs in cold (room temperature) hard waters, with high conductivity, high alkalinity, high sulfate concentration, low total organic carbon and micro-organisms. These characteristics are usually associated with well waters. The pits are spherical (which is an indication of diffusion control of corrosion reactants to the copper surface). They are covered by several films: the original one is a cuprous oxide film (Campbell 1979), the second to be formed is cuprous chloride and the third is composed of copper salts, most commonly malachite (Edwards, Schock et.al. 1996). In the U.S.A., copper chloride has rarely been found in this type of pitting, suggesting that the cuprous chloride film could be absent in some cases. Lucey (1967) is credited with the theory that pits propagate when oxygen is reduced at the cuprous oxide film which is there from the origin (and acts as a cathode on its exterior surface). Simultaneously, the anodic dissolution of copper occurs on the inner surface of this film. Thereafter, the dissolved copper, usually present as copper chloride, exceeds the solubility product and cuprous chloride precipitates underneath the original oxide film filling the pit cavity. When the local concentration of chloride begins to fall, other copper salts begin to precipitate. The oxide film prevents copper corrosion products from entering the solution. The pipe eventually ruptures after a few months and the problem is detected. This theory has gained strength with respect to the more classical theory of corrosion which states that the oxidation and reduction processes take place on the copper surface.
29/10/2001
32
Type I pitting was the most common type of pitting corrosion found during the last few decades. In the U.S. it accounted for 18% of the total number of faults reported between 1988 and 1993 (CDA 1994). It is the best known mechanism and has led to the prevention of many of the potential cases where this could occur. b- Type II Pitting Corrosion Type II pitting was first reported in Sweden (Mattsson et.al. 1968). It occurs in soft waters at temperatures above 60C, when pH is below 7 and there is a low bicarbonate to sulfate ratio. The pits are small in cross section. The main corrosion products are hard crystalline cuprous oxide capped by mounds of greenish black cuprous oxide and copper sulfate(Cruse et.al. 1988). In between the pits, beneath a thin layer of silt, there are both oxides, cuprous and cupric. When the water contains manganese, the pits are reported to be larger and manganese dioxide is added to the corrosion products. The presence of aluminum has also been reported to induce this type of corrosion (Tunturi et.al. 1968). Rupture of the pipe typically occurs after some 8 years of use (Mattsson at.al. 1968). Hot water pitting accounts for 5% of the copper pipe faults reported in the USA between 1988 and 1993, and it has also been reported to occur in Germany, the U.K. and Canada. c- Non Classified Pitting Corrosion Cohen et.al. (1987) carried out experiments that simulated cold water pitting (11.1 C) occurred in 25 houses in Ohio in 1978. The raw water had pH 7.1, HCO3 298 mg/L, Cl- 28 mg/L, sulfides 63 g/L (as S), sulfate 362 mg/L, Mg 295.7 as CaCO3 total solids 911 mg/L, Ca 362 as CaCO3, free CO2 54 mg/L. Aeration and filtering was applied at the treatment plant, in order to eliminate hydrogen sulfide and iron. Addition of sodium zeolite softened the water to levels of 250 to 300 mg/L as CaCO3. Pitting was eliminated by raising pH to 8.1 or more, by adding soda ash. Duthill et al.(1996) studied the influence of sulfate and chloride ion containing borate-buffered solutions on pitting corrosion of low alloyed copper containing 216 ppm Sn and 103 ppm P, and found that each of these species induce copper pitting. The borate solution was 0.01 M H3BO3 + 0.01 M
29/10/2001
33
Na2B2O7, pH 9. The equations for the dependence of pitting germination or generation rate, , on the concentrations of sulfate and chloride ions are: = ([SO42-] [SO42-]c) = ([Cl-] [Cl-]c) where = 1.92 s-1 cm-2 l mol-1 (6)
where = 0.137 s-1 cm-2 l mol-1
(7)
where [SO42-]c and [Cl-]c are the critical concentrations of both ions below which pitting does not occur, and is equal to 0.004 M and 0.07 M respectively. With respect to the synergistic effect of chloride and sulfate on pitting, for a constant sulfate concentration the variation of with chloride content is separated in three regions: region I for low chloride content increases with chloride content, region II for medium chloride content decreases with chloride content, and in region III, for high chloride contents, increases with chloride content. d- Erosion Corrosion Erosion corrosion is produced primarily by high velocity running water impinging on the pipe material. It is easily recognized by the characteristic roughening of the pipe interior (Cruse et.al. 1988). Entrained gases and solids increase the rate of corrosion and reduce the velocity threshold at which corrosion is initiated. Water impinging on pipes at high velocity impede the build-up of a protective film. When the protective film is broken, assuming that there is one in the first place, a small anodic surface is formed which is surrounded by a large cathodic surface. Corrosion is rapid but the copper ions formed are swept away and thus the concentration of copper in the water does not build up. The constant water impingement on the active electrodes depolarizes them and the corrosion rate remains high. This type of corrosion is usually the consequence of faulty design of the water system. It often occurs with hot water lines, where water is extra pressurized. A recommended maximum velocity of 0.5 m/sec should be designed for hot water systems. In the case of cold water, the velocity is recommended to be lower than 2 m/sec.
29/10/2001
34
Erosion corrosion accounted for 23.5% of the faults detected in Japan by Sumitomo Light Metal Industries (Sumitomo 1994) in 1993 and for 17.5% of the faults accounted for by the CDA in the USA between 1988 and 1993. e- Cavitation This type of corrosion is produced in areas located close to pump impellers, where the action of the impeller creates regions of low pressure. Oxygen and nitrogen low pressure bubbles form in aerated waters and when these bubbles collapse on the metal surface pressures as high as 60,000 psi are produced (Cruse et.al.1988) leading to rapid corrosion. f- Soil Corrosion When bedding and backfill materials surround a metal pipe, differences in pH or/and soluble salts presence, can produce electrochemical concentration cells along the pipe length. Areas in contact with higher soluble salt concentration should become cathodic and the anodic area, where concentration of soluble salts is lower, should corrode. Another case where soil corrosion can occur is when the oxygen concentration of the soil changes along the length of the pipe. The area along the highest oxygen concentration becomes a cathode. This type of corrosion is recognizable because some sections of the length of the pipe corrode while others, usually with incrustations of calcium carbonate, are free from attack(Cruse et.al.1988). Avoidance of copper piping soil corrosion is one of good construction practice and has been reviewed by (Cruse et.al.1988). g- Corrosion in Concrete Slabs The origin of this type of corrosion is very similar to that of soil corrosion and is produced by different concentrations or conditions around the pipe bedding. Freshly poured concrete close to a copper pipe which is not well encased can produce corrosion on the external surface of the pipe with the formation of corrosion products such as crysocolla (CuSiO3.2H2O).
29/10/2001
35
Again, the proper design of the piping system should prevent this type of corrosion. h- Stray Current Corrosion Stray current corrosion occurs when electrical systems are grounded to the piping system and when the alternating current is not symmetric in its positive and negative cycles over long periods of time. Specifically, when the phase lag of the AC current is as high as 2 percent it has been considered to be the cause of external corrosion of the pipe (Cruse et.al.1988). When direct current sources are earthed to the piping system, corrosion is to be expected at the point where the current leaves the pipe. j- Stress Corrosion Cracking Stress corrosion cracking occurs by the simultaneous presence of tensile stress and a specific corrosive medium (Fontana at.al. 1978). In the case of copper pipes this medium can be produced by the presence of ammonia vapors and solutions, amines and water or water vapor in the vicinity of the pipes. Tensile stress can occur due to a variety of causes including intergranular stress in the pipe material, stress due to the installation of the pipe, etc. During stress corrosion most of the pipe is free from attack while a section of the pipe should exhibit propagating cracks on the exterior surface. There is much scientific discussion regarding the mechanisms of stress corrosion, clearly demonstrating the benefits of a well designed piping system along with well fabricated pipe in preventing this type of corrosion. Between 1988 and 1993 the total number of cases of stress corrosion reported in the USA with respect to the total number of corrosion cases reported, were 2.5% (CDA, USA, 1994). In Germany such cases have disappeared almost completely (Cruse et.al.1988), while in Japan they are not reported as such (Sumitomo 1994). k- Galvanic Corrosion
29/10/2001
36
Copper is a noble material and acts as a cathode when in couple with other less noble metals such as iron, zinc, nickel, lead, etc. Most minerals also have less noble (more negative) electrochemical potentials than copper and tend to corrode rather than copper. Copper is less noble than metals such as silver, gold and platinum, rarely present in piping systems. Galvanic corrosion is very rare and seldom reported. In the USA, only one case (0.04% of the total of reported cases during this period) was reported during the last 6 years. l- Thermogalvanic Corrosion This type of corrosion should be expected for hot water pipes which run underground and where severe temperature differences build up in short sections of the pipe. Thermally produced electrochemical potential differences should be relatively small and thus induce very slow corrosion processes. Another effect of temperature is the evaporation of water and the resulting salting out produced in the vicinity of the pipe, which induces concentration cells along the length of the pipe, similar to that observed in soil corrosion. 4 - Corrosion and the Manufacturing of Tubes Copper pipes for water distribution can be broadly classified in two types: first, soft annealed or flexible tubes, used primarily for the connection of taps and valves where pipes are not visible. And second, hard drawn tube, used mainly in visible and underground sections of the water distribution systems. In Germany, 85% of the copper plumbing tubes are hard drawn. [editor: what about half-hard tube.......author..I have no information about use of hard hard tube in drinking water systems.] 4.1 - Carbonaceous Films Formed during Manufacturing A controversy has developed during the last 40 years over the effect of a carbonaceous film on the initiation of cold water pitting corrosion (Campbell 1950). This film is formed on the surface of the copper pipes during manufacturing when residues of the die lubricant are cracked to carbon at high temperature. This process occurs when annealing flexible tubes, but can also
29/10/2001
37
occur due to high temperature produced by friction between the tube and the die in the case of hard drawn tubes (Moss and Potter 1984). Campbell proposed that this carbon film would be noble with respect to copper, thus creating a galvanic cell where copper is anodic and the film is cathodic. Later, several researchers proposed that the effect of carbonaceous films was to raise the potential beyond the critical point, above which copper corrosion starts. This potential is approximately 100 mV versus the calomel electrode. Any water composition leading to potentials above 100 mV would produce pitting, and above 170 mV the pitting would be severe (Cornwell et.al. 1973, Lucey 1982). Callot et.al. (1978) identified an evenly distributed but not continuous carbon film across the thickness of a cuprite film which was adhered to the copper surface. Cornwell et.al.(1976) found that certain types of water compositions, together with low content of natural organic matter, favored pitting type I provided that there was a more than critical amount of carbon residue in the bore. Five major European copper water tube manufacturers employ a proprietary process for producing a carbon free tube bore and its product is marketed under the registered trademark SANCO, whose first patent was created in 1982. The SANCO patents have a validity of 18 years and consist of the inside oxidation of the copper tubes during annealing, in the case of flexible tubes, and in a special cleaning technique in the case of the hard drawn tubes. Additionally, at least two other major European manufacturers use a blasting cleaning technique to remove the carbonaceous films. No carbon lubricants are reported to be used in the US in the manufacture of soft copper tubes, thus no carbon film should be expected. [editor:delete?......author...perhaps it is worth indicating this...I leave it to the editor] European manufacturers of copper tube claim that since the creation of the SANCO process in 1982, most, if not all, type I pitting is caused by the presence of carbon films (Edwards 1995), and therefore this type of pitting has been eradicated from Europe.
29/10/2001
38
Until recently it was thought that the carbon free tube was the main factor in tube manufacturing that contributed to the prevention of type I pitting. Taylor and Cannington (1993) have found, nevertheless, that there is a cuprous oxide film which is formed on the pipes surface during the SANCO manufacturing process which involves annealing. This film is p-type and thus constitutes a corrosion protective film. It is important, to examine this debate within the overall context of copper pipe corrosion. While no one disagrees that carbon films induce corrosion of copper tubes; researchers from Japan, Australia, New Zealand and the U.S. have proven that cold water pitting (type I) can and does occur in the complete absence of carbon films (Edwards 1995). Moss and Potter (1984) conclude that water composition has a major effect on copper corrosion whereas the variations in tube manufacturing techniques are of less significance to corrosion. Other authors address only the problem of water composition and of design and installation procedures, thus implicitly acknowledging that these are the principal factors in copper corrosion. An aggressive water composition can destroy a protective film created during manufacturing and can lead to the creation of a non protective film, whereas other types of water contribute to either reinforcing this protective film or to create it in the first place. Design and installation procedures can also wipe out whatever film has been created during manufacturing. Not only does the action of tube design and installation and of water composition, come later in the pipe's life cycle than manufacturing methods, but the great variety of water sources and of people involved in design and installation of pipes, make much more difficult to control these variables than to control the manufacturing method, which is performed by a handful of companies throughout the world. 5- Copper By-product Liberation to Drinking Water 5.1- Introduction
29/10/2001
39
Corrosion prevention has been a main aim of the copper plumbing tube manufacturing companies throughout the world for many years. Only during the 1990s this emphasis changed to prevention of copper by-product liberation, due to the emerging health based regulations for copper in drinking water adopted by the U.S. Environmental Protection Agency, USEPA (USEPA 1985, 1991a, 1994, Wyllie 1957), the World Health Organization, WHO (WHO 1993,1996,1998, Fitzgerald 1995, IPCS 1999), and the European Union (EU 1998). Present concern about high levels of copper contained in drinking water is related to its potential acute gastrointestinal effects. These include nausea, followed sometimes by vomiting, and diarrhoea. Low levels of copper in drinking water have also been under scrutiny from the perspective of the potential deficiency of an essential element (IPCS 1999). For many years the world wide practice, based on the absence of epidemiological data to relate any health effects of copper, was to include copper in the List of Substances and Parameters in drinking water that may give rise to complaints from consumers at a value of 1 mg/L (WHO 1993), a level which was defined as a reference value to avoid staining of sanitary ware and complaints of the bitter taste of the water by consumers but with no health significance. This changed in 1991, when the U.S. Environmental Protection Agency (EPA) created the Lead/Copper Rule (USEPA 1991b), which established a Maximum Contaminant Level Goal, MCLG, of 1.3 mg/L, on a 90th percentile basis, for copper in drinking water, measured at a tap. The action level, i.e., the treatment of water, is triggered when 10% or more of the samples measured at the faucet have a concentration which exceeds the MCLG. Thus, the action level is independent of the degree of exceedence of a particular sample. This standard was derived from a retrospective case study on a group of nurses who suffered acute gastrointestinal disturbances after consuming an alcoholic beverage with presumed high copper concentration (Wyllie 1957), and has been severely criticized (Fitzgerald 1995). In 1993, the WHO included copper in its list of Health Significance due to chronic effects (WHO 1993), and in 1997 it changed this to acute gastrointestinal effects (WHO 1998). The guideline level established was 2.0 mg/L, measured as an average throughout one day, at a tap.
29/10/2001
40
In 1998 the European Union adopted the WHO guideline (EU 1998) and is in the process of defining whether the 2 mg/L should be measured as a mean or as a maximum. Countries in the European Union are in the process of changing their internal regulations in order to adapt them to the EU. This section defines maximum, stagnant, mean, minimum, and running water copper concentrations in drinking water. It analyses data about copper concentration in drinking water and discusses some implications on drinking water regulations. Finally, it reviews theoretical tools to predict the concentration of copper in drinking water, it discusses the effects of water composition on copper concentration and considers methods to reduce copper by product liberation to water. 5.2- Copper Concentration in Drinking Water The maximum potential copper concentration that can be generated in a copper pipe containing drinking water, depends on, the time that the water has been standing in the pipe, also known as stagnation time, on the water composition (i.e., pH, alkalinity, hardness, the concentrations of anions such as sulfate and chloride, and other parameters), on the water temperature, on the pipe diameter, and on the age of the pipe. The stagnant copper concentration may be equal to the maximum potential copper concentration provided that, the stagnation time is the same as the chemical equilibration time required to reach the maximum potential concentration, and that the diameter of the pipe is not greater than inch. In pipes of larger diameter the time required for copper to diffuse from the pipe wall to the center of the pipe, and thus produce a homogeneous concentration across the pipe section, is much greater than 8 hours (Van den Hoven et.al. 1995). Therefore, under these conditions, the copper stagnant concentration is lower than the maximum potential concentration. Health based copper regulations establish a period of stagnation before sampling, and this can vary between 6 and 12 hours (USEPA 1991, HM Germany 1990, ME Denmark 1998). The minimum concentration of copper or mains copper concentration at a water tap usually occurs when the water has been running for a few minutes and can be considered fresh from the mains. The concentration in water distributed through the mains by water utility companies is low and usually
29/10/2001
41
does not constitute a regulatory concern (AWWA 1996, Maggi 1999). In some cases, nevertheless, the running water copper concentration does not decrease fully to the mains concentration due to the design and/or length of the copper pipes. Several methods have been developed and applied for measuring stagnant, and running water copper concentrations in drinking water (USEPA 1991b, HM Germany 1990, ME 1998). The European Union has developed several methods to measure the mean lead concentration in drinking water throughout a day (Kiwa 1998), problem which has several similarities with that of copper in drinking water. Figure 5.2.1 illustrates copper concentration profiles with time in three houses in Santiago, Chile. The first sample in every house was taken after 8 hour of water stagnation. Subsequent samples were taken every one hour. The last sample was taken after letting water run for a few minutes. The copper concentration varies according to the use of water in every house. Peak copper concentrations occurs usually first time in the morning and it does not coincide always with human exposure to peak copper concentration due to different patterns of water ingestion (Lagos et.al.1990). For instance, in house one of Figure 5.2.1, the peak copper concentration (135 g/L) occurred at 8 AM in the kitchen tap, but this water may have been used for washing, preparation of foods, or may have been flushed before ingesting it. Lagos et.al. (1999) developed a method to estimate peak and average human exposure to copper in drinking water, and showed that only 4.5% of the population of Santiago, Chile, ingested water at the overnight stagnant concentration. Figure 5.2.1: Measurements of copper in drinking water in three houses in Santiago, Chile, 1998.
Copper concentration (ug/l) 160 140 120 100 80 60 40 20 0
7:00 8:00 9:00 10:00 11:00 12:00 13:00 14:00 15:00 16:00 17:00 18:00 House 1 House 2 House 3
Hour
29/10/2001
42
The data of Figure 5.2.1 allows to estimate the mean copper concentration throughout the day, variable that is important for the estimation of compliance with the WHO guideline for copper in drinking water. Dodrill and Edwards (1995), and Lagos (1997), examined data originally compiled during a 1991 American Water Works Association, AWWA, survey (AWWA 1996). The data base analyzed contains the population data of 284 utilities, the number of samples taken by each utility, the 90th percentile, the lowest and the highest copper concentrations measured by each utility, the pH, the alkalinity and also the corrosion treatment status of the waters at the time of monitoring. A fraction of these water utilities (118) had carried out by 1991 water treatment (pH adjustment and addition of phosphate inhibitors) in order to reduce iron corrosion. This reduced the corrosion potential of these waters towards copper as well.
The 284 utilities supply water to a population of 105.8 million people. A total of 27407 samples were taken by these utilities in order to comply with the USEPA regulation about copper and lead in drinking water. Figure 5.2.2 shows the copper concentration distributions for the 284 utilities: highest, 90th percentile, mean and lowest. Figure 5.2.2: Copper concentration distribution for 284 Water Utilities in the US, 1991. Data modified from Dodrill and Edwards (1995)
10 Copper Concentration, mg/L
1 highest 0.1 90th%ile 0.01 lowest
0.001 0.00 20.00 40.00 60.00 80.00 100.00 % of Utilities Below Indicated Concentration
The mean concentration shown in Figure 5.2.2. was estimated by Lagos (1997) and has not been validated for this data. It can be observed that 2.3% of
29/10/2001
43
the population sampled exceeded the MCLG of 1.3 mg/L on a 90th percentile basis. Figure 5.2.3 shows the cumulative frequency distribution of first draw water copper concentration, or stagnant copper concentration, for the US data shown in Figure 5.2.2, of a region in Germany comprising 2577 samples, of Santiago Chile, comprising a population of 5.2 million people, and of the Brumsleby Housing complex, in Copenhagen, Denmark (Force Institute 1999). The stagnation periods for these distributions were 6 hours for the USA, 8 hours for the Brumsleby housing complex, 12 hours for the German data, and variable stagnation time with a mean of 7.85 hours for Santiago. The distributions for the USA, Germany and Chile were shown to be lognormal by chi square tests. The Brumsleby distribution is based on only ten points and is insufficient to derive detailed statistical information from it. Its interest lies on the fact that the variability of water composition in this housing complex is small and therefore the copper concentration distribution is flat, with little dispersion (see Table 5.2.1), and is not log normal. The dispersion of data from the USA, Chilean, and German data is equivalent. Figure 5.2.3: Stagnant copper concentration distributions for the USA (AWWA 1996), Germany, Chile (Lagos et.al. 1999), a Housing Complex in Copenhagen, Denmark (Force Institute 1999). German data was modeled from Meyer (1996).
10000
Stagnant Copper Concentration, ug/L
1000
100
10
Cu max (Copenhagen) Cu First Draw (USA, AWWA)
Cu Firs Draw (Santiago, Chile) Cu First Draw (Germany)
0.1 0% 10% 20% 30% 40% 50% percentile 60% 70% 80% 90% 100%
It is evident from Figure 5.2.3 and Table 5.2.1 that US waters are more aggressive with respect to copper dissolution than the German waters shown, and than Santiagos water.
29/10/2001
44
Table 5.2.1: mean and standard deviation for the four first draw copper concentration distributions shown in Figure 5.3.1
First Draw Copper Concentration mean (g/L) Standard Deviation Standard Deviation/Mean USA Germany Santiago, Chile Brumsleby, Copenhagen 2527.3 369.0 0.15
1100 1500 1.36
222.6 335.9 1.51
123.9 181.1 1.46
Figure 5.2.4 shows one utility in the USA that supplies water to a population of 175 thousand people and its 90th percentile concentration before treatment was 2.26 mg/L, with a highest concentration of 4.56 mg/L and a minimum close to zero. The pH before corrosion control was 7.1 and the alkalinity was 268 mg/L as CaCO3 . To meet the action limit the utility raised pH to 7.4 and lowered alkalinity to 98 mg/L. Two subsequent monitoring events conducted after this water quality change was implemented demonstrated that the 90th percentile concentration dropped to 0.31 mg/L, and the highest concentration to 0.6 mg/L. Release of copper by-products was mitigated at all houses. Figure 5.2.4: Stagnant copper concentration monitoring for one water utility in Colorado, USA, before and after corrosion treatment. From Dodrill and Edwards (1995), and Lagos (1997)
Stagnant Copper Concentration (mg/l) 5.0 4.5 4.0 3.5 3.0 2.5 2.0 1.5 1.0 0.5 0.0 0 10 20 30 40
before after
50
60
70
80
90
100
Cumulative frequency distribution
5.3- Who is Responsible for Copper in Drinking Water?
29/10/2001
45
The drinking water quality delivered at the tap of copper distribution systems, can be the responsibility, of the water authority (U.S., Netherlands), of the installer - who takes the responsibility for recommending or not recommending copper as plumbing material - (Germany), or of the consumer. The results of the application of these regulatory philosophies are dramatically different for the copper tube manufacturers and for the copper industry in general. When the responsibility lies with the water authority, the result is that all potable water should be suitable for use with copper plumbing tube installations after water treatment made by water utilities. Copper by-product liberation is reduced at least ten fold in those facilities that apply corrosion inhibitors (Lagos 1997). The concentration of copper in drinking water after corrosion treatment is well below the USEPA Lead Copper Rule level. The Lead Copper Rule approach to corrosion prevention will be discussed in section 5.6. When the responsibility lies with the installer, as in Germany (HM Germany 1990), then installation of copper plumbing tubes does not take place when the water is not suitable. Reportedly, this could be approximately 5% of Germanys water. Copper pipe compatible waters are considered to be those with pH between 6.5 and 9.5, if the alkaline capacity Kb 8.2 is not higher than 1 mol/m3 (approximately 44 mg CO2/L). Installations that were put in place before this regulation (HM Germany 1990) in 1990 are classified according to their age. For new pipes, copper by-product liberation should be reduced to levels that are below the German standard (3 mg/L measured as a maximum). This is acknowledged in the German Water Ordinances Annex 7 which states The guide level applies after 12 hrs stagnation. Within two years after the installation of copper pipework (old pipes) the guide level shall apply without taking stagnation into account. Also for those private wells with corrosive waters that use copper tubes, different approaches may exist, such as recommending using bottled water for more sensitive populations, or letting water run for a few minutes after periods of stagnation. The German regulation to be adopted after the 1998 European Union Water Directive will still place the responsibility with the installer, but aspects such as measurement protocol for compliance (with the 2 mg/L EU regulation), and the type of waters to be banned for copper pipe installation are not known yet.
29/10/2001
46
When responsibility lies with the consumer, then the Government may or may not enter into the homes and measure the concentration of copper. Therefore, the most suitable approach to insure that the standard is not surpassed may be to ban the installation of copper plumbing tubes. 5.4- Diagnosis of Water Quality and Its Potential to Liberate Copper ByProducts Several models for predicting copper corrosion and/or liberation of copper to drinking water have elaborated. Luceys empirical nomogram (Lucey 1972a) for English water forecasts pitting in the U.K. and Europe but is not valid for U.S. waters which are more mineralized and have more sulfate and chloride than European waters (Cruse et.al. 1988). Other assessments of pitting characteristics of waters differ with Lucey's and between themselves (Cohen et.al., 1984). Lucey's nomogram is able to predict the pitting type I propensity of waters when sulfate, chloride, pH, oxygen, sodium and nitrate concentrations are known. This nomogram has been successful for predicting the "time to failure" via pitting type I in waters of a limited range of compositions. As was discussed, nevertheless, pitting type I is not one of the corrosion mechanisms that contributes to releasing great amounts of copper to water. The U.S. Copper Development Association developed a computer model for predicting corrosion propensity and "time to failure" (Lyman et.al. 1982), based on a small number of water samples from the U.S. and the data base employed by Lucey in the U.K. The results of this empirical model confirms that pH is the most relevant variable and that below pH 7.8 waters are more corrosion. The second most important variable was carbon dioxide, with the dividing line at 25 ppm. Sulfate/chloride ratio, as well as dissolved oxygen, were also found to be of major importance. Lyman et al.(1982) point out that one of the flaws of this model is that it leaves out too many variables, such as flux, and corrosion inhibitor residues, etc. The results of these models, even though empirical, have served the purpose for which they were designed but it is evident that a larger data base of water compositions related to failure is required in order to predict the corrosion propensity of any type of water via any type of mechanism.
29/10/2001
47
Other corrosion models, such as the Langelier Index and Larsons Index have been used widely for reducing copper by-product liberation to water (Edwards, Schock et.al.1996), however these models are not suitable for this application. Langeliers Index was derived for waters where precipitation of calcite occurs and it is now known that this is not the case for the majority of potable waters. On the other hand, Larsons index, originally developed for the steel industry, predicts the opposite effect of Shocks solubility model, which concludes, that adding chloride to a solution, would be more corrosive, whereas it has been shown that high chloride concentrations have beneficial effects on corrosion. Similarly, Larssons index predicts that the more bicarbonate added to a solution, the less corrosive it should be. Edwards, Schock et al.(1996) work show that what occurs is exactly the opposite in most situations. a- A Solubility Model and its Limitations As it was mentioned in the introduction, most corroded copper from plumbing tubes is in solid form and the amount that is liberated into solution depends on the solubility of these solids in equilibrium with water of a certain composition, and also on the amount of solid film that is detached from the film and goes in to solution as a solid. In the case of new pipes (Edwards, Schock et.al. 1996) the overwhelming majority of copper present in solution is soluble. In the case of old pipes, copper present in solution is usually mixed between soluble and solid, and the soluble fraction is greater than the solid fraction by a factor of 5 to 1, according to Lagos et.al.(1999). The relative fraction of soluble and solid copper in solution may depend on factors such as flow rate used when opening the tap, and also on the composition of the film in the inner surface of the pipe. Figure 5.4.1 shows [(cstagnant total - cstagnant dissolved)/cstagnant total] 100 versus cumulative percentage of the houses surveyed; c is the copper concentration measured in 250 houses in the Santiago water survey in 1997 (Lagos et.al.,1999). In about 10% of the houses the dissolved stagnant copper concentration was equal to the total stagnant copper concentration. For approximately 20% of the houses the dissolved stagnant copper concentration is less than 80% of the total stagnant copper concentration. Figure 5.4.1: percentage difference between dissolved and total stagnant copper concentrations measured in the Santiago survey (Lagos et.al. 1999).
29/10/2001
48
% difference between dissolved and total stagnant copper concentrations
90.00 80.00 70.00 60.00 50.00 40.00 30.00 20.00 10.00 0.00 0.0 20.0 40.0 percentile 60.0 80.0 100.0
Shock, Lytle et al.(1995a) carried out extensive thermodynamic calculations of copper solubility in waters of compositions normally found in drinking waters. These authors concluded that the quantitative prediction of copper levels in drinking water relies heavily on the solubility and physical properties of cupric oxide, hydroxide and basic carbonate solids that comprise most scales or films in water supplies. At pH values normally found in drinking water the formation of the solid phase Cu(OH)2(s) is favored over the formation of cupric oxide or malachite, especially under anodic potentials and in new plumbing systems (Edwards, Schock et.al. 1996). Formation of CuO(s) can occur after growth of the crystallite of Cu(OH)2(s) has taken place, in an estimated period of one month or more. The solubility of CuO is much lower than that of cupric hydroxide. While carbon dioxide, chloride and ammonia species can be manipulated experimentally when assessing the reliability of solubility constants, nothing can be done to avoid the presence of hydroxide species such as CuOH2 , Cu(OH)20, Cu(OH)3- , except by operating at low pH. Copper forms stable chloride and amine cuprous complexes in solution, however the cuprous ion itself is unstable in aqueous solutions. Shock, Lytle et al. (1995b) also showed that carbonate complexation dominates copper (II) solubility in most drinking waters over pH 7, and is the key to developing effective cuprosolvency reduction strategies. Copper solubility increases with alkalinity above pH 7, while below this pH the effect 2is much less severe. Above pH 9.5 the complex CuCO3(OH)2 is formed enhancing the solubility of copper hydroxide even more.
29/10/2001
49
These authors carried out thermodynamic calculations of copper solubility and their dependence on ionic strength at pH 8 and above (range of 0.001 to 0.02), and showed that the latter did not alter the former significantly because of the dominance of uncharged aqueous species over much of the pH/DIC (Dissolved inorganic carbon) range. The effect of ionic strength on solubility is greater at lower pH (about 6.5) where it contributes approximately 2 mg/L to copper solubility. Edwards, Schock, et al.(1996) concluded that at pH between 7.0 and 8.5 and alkalinities between approximately 10 and 250 mg/L as CaCO3 , the + predominant copper species are Cu(OH)2(aq) , CuCO3(aq) , and CuHCO3 , and therefore solubility depended on these species. The equation that was worked out on the basis of solubility constants for these species at 25 C yields:
Soluble Cu(mg/L)=10 (13.4-2pH) +0.58+10 (5.1-pH) (alkalinity)+10 (11.4-2pH) (alkalinity)
(8)
Thus, for a given pH the relationship between soluble copper and alkalinity is linear. The slope of the line is directly related to the likelihood of forming copper carbonate complexes, and the lower pH the greater the slope. This predicted relationship has been shown to be in excellent agreement with experimental data. Taking Schock et al.(1995a)Error!Marcador no definido. data, at pH below 6 and dissolved inorganic carbon between 2 and 8 mg C/l the concentration of copper depends only on pH and complies with the following equation:
Soluble Cu (mg/L) = exp (12/(e 3.9265*pH ))
(9)
Empirical models developed by KIWA (Dutch Institute for the Study of Waters), (Van den Hoven 1988) agree with these results, but also include the effect of sulfate according to the following equation:
2Cumax = 0.52 TIC - 1.37 pH + 2(SO4 ) + 10.2
(10)
29/10/2001
50
Cumax is in mg/L while total inorganic carbon, TIC, and SO4 mmol/L.
2-
are in
This model is valid, according to KIWA, for old pipes with a stabilized corrosion layer and for the following range of water compositions: pH 7-8.45; 2Cl 7-176 mg/L; temperature 8-19.8 C; SO4 0-131 mg/L; TIC 0.75-6.5 mmol/L; KMnO4 0-29 mg/L; O4 4.5-12 mg/L. Figure 5.4.2: shows the predictions of copper concentration of four equations developed by: Schock Lytle et. al.(1995a)Error!Marcador no definido., Edwards, Schock et al.(1996), and KIWA in the pH range from 7 to 8. The KIWA equation for old pipes includes a sulfate term and 70 mg/L were assumed for this concentration.
Four Models that Predict the Concentration of Copper Released to Water
5,00 4,00 3,00 2,00 1,00 0,00 50 100 150 Alkalinity 200 250 Copper (mg/l)
Kiwa(new pipe),1993 Kiwa(old pipe),1988 EPA, 1995 Edwards 1996
It is crucial that the corrosion layer be stabilized, and herein lies one of the greatest uncertainties related to the application of these models to old pipes. If the corrosion layer is not stabilized, i.e., well adhered to the pipe wall, then the solubility model is not valid because a sizeable part of the corrosion layer goes into solution as solid particles. Reports of blue and green water correspond to the presence of solids such as malachite, brochantite, or other solid copper compounds in the water. Models for the dissolution of copper compounds other than cupric hydroxide, such as tenorite, malachite, brochantite, etc., can be formulated, but another of the important uncertainties present in this approach is that different values exist for the thermodynamic equilibrium constants (Paulson 1980, Hidmi and Edwards 1999). Using one value for a constant rather than another one may
29/10/2001
51
signify overestimating dissolution by as much as one order of magnitude in some cases, such as that of tenorite. One of the advantages of using thermodynamic models such as the one discussed above is that powerful software, which includes large databases, are available such as MINEQL+ (Schecher et.al. 1998), and MINTEQA2 (Allison et.al. 1991). These models do not consider the particle or grain size of the scales or films built on the pipes. Stumm et.al. (1996) have studied this relationship and concluded that for particles smaller than approximately one micron, the value of solubility may increase considerably, and thus, stability should decrease. Therefore, aging of small particles may involve recrytallization into large ones. Precipitation of tenorite is favoured in certain water compositions above pH 7.5, because its solubility is lower than that of other copper compounds. When the precipitation of tenorite occurs with the formation of fine particles, its solubility increases considerably and can give way to chemical unstability and the formation of compounds such as cupric hydroxide which usually has higher solubility than tenorite (Schindler 1967). Walsh et.al.(1995) found that during exposure to aqueous solutions of cupric chloride, the etch rate and the film composition is dictated by grain size of the original copper. 5.5 - Aspects of Copper By-Product Liberation, Water Composition, Stagnation, and Pipe Aging. a-Stagnation, Equilibrium and Aging Figure 5.5.1 shows the concentration profile as a function of time for one Santiago house with inch copper pipe diameter, and it is observed that there is diffusion control (Van den Hoven 1995 and 1998, Lytle and Schock 1997b) i.e., that the diffusion of copper from the pipe wall to the center of a pipe is slower than the copper dissolution kinetics. This has proven to be the case for several water compositions, but there may be some water compositions for which copper dissolution kinetics is the controlling step. Figure 5.5.1: Copper loading from a diameter copper pipe. The figure shows standardized copper concentration versus time. Water Composition: pH 7.4, Ca 84.5 mg/L, Cl- 102 mg/L, SO4 173 mg/L, HCO3 60 mg/L as CaCO3, Temperature 16.1 C.
29/10/2001
52
1 0.9 0.8 0.7 0.6 0.5 0.4 0.3 0.2 0.1 0 0 2 4 6 stagnation time (hours)
Standardized Units
stagnation curve Diffusion
10
The dissolution curve of Figure 5.2.2 indicates that equilibrium between the dissolving solid copper containing film on the pipe wall and water may be attained at approximately 8 hours, but it is not conclusive evidence of it. In some water compositions, and depending on the psotion of the pipe (horizontal, vertical, etc.) there may be convective forces generated by dissolution precipitation processes. In this case dissolution precipitation kinetics may take a leading role, rather than molecular diffusion. The age of the pipe, together with water composition have an effect on the level and equilibration time for copper in water. The following figures illustrate the influence of these parameters as shown by Meyer (1996). With waters of alkalinity of 320 (as mg/L of CaCO3) and at pH 7.2, the dissolution of copper proceeds rapidly up to 4 hours and then becomes slower. After 8 hours stagnation, the copper concentration of water was measured to be 90% of the concentration obtained after 16 hours stagnation (see figure 5.5.2). In waters of lower pH and the same alkalinity (320 mg/L), the behavior of solubility may be quite different, as indicated in Figure 5.5.3. In this case the concentration reaches a maximum after 4 hours and then the concentration begins to decrease, suggesting that precipitation is possibly taking place, presumably due to the change in solution composition. Whether this new solid forms a scale or is in the form of particles is speculation at this stage, but obviously in terms of regulatory impact it is very different. If the solid is liberated to solution in the form of particles, then this will have a regulatory impact, whereas if it is not, the only effect would be that of changing solubility. Another case studied by Meyer is waters of pH 6.9 but of lower alkalinity (about 100 mg/L as CaCO3). In this case it is observed that an apparent equilibrium is reached after 4 hours stagnation. The copper
29/10/2001
53
concentration continues increasing after 8 hours, nevertheless, and after 16 hours a new equilibrium is not reached (figure 5.5.4). In figures 5.5.2 and 5.5.3 it is evident that the effect of pipe usage age is to decrease the copper byproduct release to the water. Figure 5.5.2- Copper concentration versus stagnation time in a copper pipe 22*1 mm, K B8.2(CO2) = 0.82 mmol/L (36.1 mg/L of CO2); DIC = 77 mg/L (Alkalinity = 320 mg/L as CaCO3); pH = 7.2; Modified from E.Meyer(1996)
Copper/(mg/l)
7 6 5 4 3 2 1 0 0 4 8 12 16
Stagnation Period / h
5 month 12 month 24 month 86 month
Figure 5.5.3- Copper concentration versus stagnation time in a copper pipe 22*1 mm, K B8.2(CO2) = 1.5 mmol/L (66 mg/L of CO2) ; DIC = 96 mg/L (Alkalinity = 400 mg/L as CaCO3) ; pH = 6.9; Modified from E.Meyer(1996)
Copper/(mg/l)
10 8 6 4 2 0 0 4 8 12 16
Stagnation Period / h
5 month 8 month 19 month 56 month
29/10/2001
54
Figure 5.5.4- Copper concentration versus stagnation time in a copper pipe 22*1 mm, K B8.2(CO2) = 0.6 mmol/L (26.4 mg/L CO2); DIC = 31 mg/L (alkalinity = 129 mg/L as CaCO3); pH = 6.9 0.2; Modified from E.Meyer (1996)
Copper/(g/l)
2500 2000 1500 1000 500 0 0 4 8 12 16
Stagnation Period/ h
5 month 50 month 12 month 76 month
Note: K Bx.x(CO2) is the basic capacity of water at pH=x.x. Sauter et.al.(1995) obtained comparable results regarding age, and equilibrium times for the corrosion of brass alloys. Most homes have stagnation periods of less than 8 hours (Lagoset.al. 1999), and therefore for regulatory purposes, a stagnation requirement of 6 to 8 hrs seems adequate, according to Figures 5.5.1 to 5.5.3. Hidmi and Edwards (1999) have studied the effect of aging on cupric hydroxide solubility in a solution of pH 7.0, and have found that a dissolution pseudo-equilibrium is established at a copper concentration of 6 mg/L after 7 to 8 hours stagnation. During this pseudo-equilibrium the copper concentration falls slightly to about 5.6 mg/L in a period of about 20 hours, and afterwards the copper concentration begins to fall steadily down to about 3 mg/L in a period of approximately 20 hours. This fall in concentration is marked by a fall in pH and the change in the color of the solid from blue to dark brown. A second pseudo-equilibrium is established at this level for a period of about 60 hours and also with a slight decrease in copper concentration. Finally the concentration continues to fall steadily down to about zero mg/L in a period of approximately 630 hours. Similar results were obtained at pH 7.5. At pHs of 8 and higher, a true equilibrium is established very quickly. The authors conclude that during the occurrence of pseudo
29/10/2001
55
equilibrium concentration plateaus, several solids coexist at lower pHs (7 and 7.5), namely gerhardite (Cu2NO3(OH)3), Likasite Cu2NO3(OH)3 and cupric hydroxide (Cu(OH)2). The final solid product formed after 720 hours is tenorite. When pH is 8 or greater only quick equilibria due to the formation of tenorite are observed. One of the few reports about long time aging behavior, i.e., several years, of copper pipes was published in Nielsen (1995) for water of pH between 7.4 and 7.9, bicarbonate concentration between 4.5 and 5.8 mmol/L, sulfate between 0.6 and 1.5 mmol/L, and chloride between 1.4 and 2.8 mmol/L. The data shows that the release of copper after 5 and one half years is still between 2 and 3 mg/L of copper, after stagnation. An aging process was not apparent here, and only during the first 3 weeks were copper concentrations observed to be between 4 and 5 mg/L. After this period the concentration stabilized at 2 to 3 mg/L, save for rare higher fluctuations. Thus, in this case the aging process was produced extremely rapidly, and also the yield of copper has remained very high during more than 5 years. This seems to be an unusual behavior which could be due to the very aggressive composition of the water, especially in regard to alkalinity. Figure 5.5.5 shows the stagnant dissolved copper concentration for the Santiago survey (Maggi 1999, Lagos et.al. 1999) as a function of pipe age. The linear trend line shown indicates that as an average, older pipes dissolve slower than newer pipes. The correlation between old pipes, i.e., more than two years old (HM Germany 1990), is not significantly better than that of Figure 5.5.5. The same applies for new pipes. Also, non dissolved copper and pipe age are poorly correlated. These findings suggest that copper dissolution may reach the same level for pipes of different ages, depending on the water composition, temperature, and physical factors, such as pipe diameter, circuit design, etc. Figure 5.5.5: Stagnant dissolved copper concentration for 218 houses in the Santiago survey versus pipe age (Maggi 1999, Lagos et.al. 1999). The mean stagnation time was 7.85 hours.
29/10/2001
56
Stagnant dissolved copper concentration (ug/L)
10000 1000 100 10 1 0 10 20 30 40 50 Age (years)
b - pH and Carbon Dioxide Aspects of the effects of pH and of carbon dioxide on solubility and copper by-product liberation have been discussed in section 5.3. These aspects will not be reviewed. The presence of carbon dioxide in (atmospheric) air leads to the dissolution of carbon dioxide into water that is in contact with air. In the absence of other chemical compounds, the pH of water depends on the dissociation of carbon dioxide into protons and bicarbonate. Carbon dioxide itself is a non-reactive dissolved gas which seems to play no direct role in corrosion, except through the modification of the water's pH that is the most significant variable in determining the corrosivity of water. Some authors have suggested that CO2 plays a direct role in corrosion and pitting, however this has not been conclusively shown (Sander et.al. 1995). Recently, Edwards, Schock et al.(1996) have indicated that the main role of carbon dioxide could be facilitating copper carbonate complexation. Indeed, soluble copper tied up with carbonate species is a linear function of dissolved carbon dioxide. In general, acid waters are more corrosive, with respect to copper, than basic waters, although waters of pH 9 can be corrosive in special circumstances and waters of pH 6 can be quite innocuous in special cases (see Figure 5.5.6.). Above pH 8, waters are usually non corrosive and below pH 6.5 waters are usually corrosive. Figure 5.5.6: Stagnant copper concentration versus pH for the Santiago survey (Maggi 1999, Lagos et.al. 1999).
29/10/2001
57
Stagnant total copper concentration, ug/L
10000
1000
100
10
1 6.5 7 7.5 pH 8 8.5 9
c - Oxygen Oxygen is a cathodic depolarizer and if corrosion is under cathodic control, the corrosion rate should be proportional to the area of the cathode and to the oxygen flux. This occurs in uniform corrosion. In systems which are not under cathodic control, such as type I pitting (Cruse et.al. 1988), oxygen concentration is not linked to corrosion rate, but oxygen is necessary to support the process. Therefore, oxygen is not always a controlling factor and it is rarely a limiting factor because waters are usually aerated. The presence of oxygen is necessary for corrosion unless a non aerobic process takes place, such as in some types of MIC. Also, due to the work presented in Ives and Rawson papers (1962 a,b,c,d) it may be possible that dissolution of copper proceeds after all the oxygen has been depleted, because copper could react anodically with water to form cuprous oxide and protons (Werner 1995). d - Carbonates and Bicarbonate The effects of carbonates and bicarbonates has been extensively studied in relation to the corrosion of copper (Cruse and Pomeroy 1974, Chen and Lyman 1972, Campbell 1971, Shalaby et.al. 1990). The effect of calcium carbonate, for instance, is thought to be beneficial in spite of the fact that the reason is not well understood. The apparent formation of surface films is one of the possible reasons for the corrosion inhibition, but the effect is beneficial well below the saturation of calcium carbonate. The effect of bicarbonate is found beneficial as a corrosion inhibitor, since it is thought to facilitate the formation of calcium carbonate and malachite protective films. It is also apparent that at high concentrations of this ion (>0.3 M) it can complex copper
29/10/2001
58
and prevent the formation of surface protective films. Recently, though, it has been shown that copper corrosion increases dramatically after aging at pH above 7.0 and in the presence of bicarbonate due to the formation of a film which catalyzes the reduction of oxygen (Edwards, Meyer at.al. 1994). After aging and at pH above 8.5 bicarbonate was found to be passivating. Edwards, Schock et al.(1996) confirm the dual effect of bicarbonate: below pH 8.1 it is aggressive and above this value it is passivating, although the explanations for such dual behavior remain at the level of hypotheses. e - Sulfates and Chlorides The role of sulfate and chloride ions in the corrosion of copper has been studied by many authors, but the conclusions of these studies do not lead to a greater understanding of the mechanisms that are behind the greater corrosion observed when there is sulfate and/or chloride present. Copper corrodes faster at increasing chloride concentrations (Braun and Nobe 1979, Nishikata et.al. 1990, Drogowska et.al.1987), but under some circumstances (Edwards, Ferguson et.al. 1993) high concentrations of chloride can inhibit corrosion when sufficient surface protective film was already present when chloride came in contact with copper. Some authors support the idea that chloride contributes to corrosion only when present in low concentrations (Lucey 1972b, Cohen and Myers 1984). Edwards, Meyer and Rehring (1994) have found that copper surfaces passivate in the presence of chloride at pH>7.0, whereas copper is activated at pH values between 5 and 10 in the presence of sulfate, and also of nitrate and perchlorate. At pH 7.0 these authors found that the aggressiveness of anions was HCO3->SO42->NO3>ClO4->Cl- and at pH 8.5 the aggressiveness strength changed to SO42->ClO4->NO3>HCO3->Cl-. Edwards, Ferguson et al.(1993) reviewed the role of sulfate in copper corrosion and conclude that this is substantiated by numerous correlations between increased pit frequency and high sulfate to chloride ratio, high sulfate to carbonate ratios and high sulfate to hardness ratios. The correlations are confirmed, according to these authors, by data obtained from corrosion cases. Most of the discussion found in the literature that relates the roles of sulfate and of chloride ions and corrosion is not linked to the type of mechanism, i.e. I, II or III.
29/10/2001
59
From a point of view of solubility, Schock, Lytle and Clement (1995b) conclude that aqueous sulfate complexes are not likely to be significant influences on copper by-product liberation in the pH range of 6 to 8 at low and moderate dissolved inorganic carbon, DIC, and in the absence of malachite. Royuela and Otero(1993) studied the effect of chloride and sulfate ions on corrosion and concluded that the greatest corrosion current or corrosivity occurs in waters near neutrality, with high salinity [Cl- + SO42-] and low HCO3-/SO42-, and the lowest corrosivity occurred for solutions with low salinity. All the corrosion potentials measured at the end of tests are in the stability zone for Cu2O in the Eh-pH diagram. The greatest corrosivity coincides with the larger conductivities. Copper dissolution was not significant in these experiments, since most of it seems to have precipitated out of solution. g- Effect of Natural Organic Matter, NOM Rehring and Edwards (1996) have studied the effects of natural organic matter (NOM) on copper corrosion. This effect has been known to occur for more than 40 years. NOM is a heterogeneous group of organic molecules that are present in natural waters at concentrations between 0.05 and 20 mg/L total organic carbon (TOC). The most common components of NOM are humic and fulvic acids, anionic polyelectrolytes with molecular weights ranging from several hundred to several million daltons. NOM's removal from natural waters is justified because they potentially serve as organic precursors for the formation of carcinogen disinfection by-products (DBP) when water disinfectants such as chlorine or other chemicals are added to water (Rehring and Edwards 1996). Also NOM's have been recognized since the 1950's as having an effect on copper corrosion (Campbell 1971). Some of the most commonly used methods to remove NOM are adsorption with granular activated carbon (GAC), enhanced coagulation using alum or ferric chloride. The GAC method, enhanced coagulation and ozonation were investigated experimentally by Rehring and Edwards (1996) and it was concluded that the presence of NOM increased anodic currents, i.e., corrosion rates, at all pH's although this effect is more pronounced when the pH is 6.0 or less. At pH greater than 7.5 it was found that the effect of NOM on corrosion were minor.
29/10/2001
60
Also, the rate of corrosion increased more with alum ((Al2SO4)318H2O) treatment than with ferric chloride (FeCl36 H2O), most probably due to the greater corrosion effect of sulfate than that of chloride. GAC adsorption increased corrosion rates whereas ozonation had little or no impact. Korshin et al. (1996) found that NOM promotes the formation of pits in a certain narrow range of concentrations (0.1 to 0.2 mg/L of NOM, Chloride 35 mg/L, sulfate 96 mg/L, bicarbonate 244 mg/L, temperature 20 C, pH 7.3) and suppresses this type of corrosion at higher dosages. Leaching, or liberation of copper by products, is increased. h - Ionic Strength The ionic strength is given by the product of the concentration of each ion present in solution multiplied by the square of the valency of each ion. All such products are then added. The physical significance of ionic strength is the reach of the ionic atmosphere in the solution. The larger the number of ions present, the larger the ionic strength. On the other hand the activity of each specific ion decreases with increasing ionic strength due to greater competition for ion exchange. Alkalinity is the addition of the concentrations of strong bases present in water, namely carbonate and bicarbonate ions. If only strong bases are present in solution there is usually proportionality between alkalinity and ionic strength. When ions such as chloride, sulfate, calcium and magnesium are present in appreciable concentrations in solution, then there is no proportionality between ionic strength and alkalinity. A data base of water compositions published for types I, III and MIC corrosion has been compiled. The following figures show some of the relationships between pH, alkalinity, ionic strength and specific ion concentrations. Figure 5.5.7 shows that corrosion type III occurs in water with pH from 6 to 9.2 but alkalinity (Figure 5.5.8) is restricted to values between 10 to 38 mg CaCO3/L. Most of the 11 cases compiled for type III pitting occurred at around pH 7.0 and alkalinity between 10 and 30.
29/10/2001
61
Figure 5.5.7- Alkalinity versus pH for types I and III pitting. Data from the studies by Moss et al. 1984; Taylor et al. 1993; Linder et al. 1982; Page et al. 1974.; Cohen et al. 1984; Cruse et al. 1974;Cornwell et.al.1976.
500 400 Alkalinity (mgCaCO3/lt) 300 200 100 0 6 7 8 pH 9 10 Type III pitting Type I pitting
Type I corrosion can occur in waters with pH from 6.5 to 8.5, i.e. a more restricted range of pH than type III corrosion. For the 28 cases compiled for type I corrosion, but in only one case (Figure 5.5.8) did the water have an alkalinity below 70 mg CaCO3/L. On the other hand, the dispersion of alkalinity is quite high, reaching up to 450 mg CaCO3/L, but most of the data points occur at alkalinity between 200 and 350 mg CaCO3/L and in a pH range between 7 and 7.5. Figure 5.5.8 shows that for type III pitting the ions present are mainly carbonate and bicarbonate, whereas in the case of type I pitting there are other ions apart from carbonate and bicarbonate present in solution. Figure 5.5.8- Ionic strength versus alkalinity for types I and III pitting. Data from the studies by Moss et al. 1984; Taylor et al. 1993; Linder et al. 1982; Page et al. 1974.; Cohen et al. 1984; Cruse et al. 1974; Cornwell et al. 1976.
29/10/2001
62
0.04 0.035 0.03 Ionic Strenght 0.025 0.02 0.015 0.01 0.005 0 0 100 200 300 400 500 Alkalinity (mgCaCO3/lt) Type III pitting Type I pitting
k- Sulfide and Chlorine The effect of sulfide on liberation of copper by-products to water was studied by Jacobs et al.(1998). Water with 23 mg/L sodium chloride, 30 mg/L sodium sulfate, 25 mg/L sodium bicarbonate, pH 6.5 and 9.2, and 5 mg/L sulfide added as sodium sulfate, was prepared. Water of the same composition but without sulfide was also prepared. In test pipes 8 months old with water stagnated 3 and 6 hours, the release of copper to water increased 5 times (to approximately 1.5 mg/L) at pH 6.5 and 50 times (between 0.4 and 0.8 mg/L) at pH 9.5, with respect to liberation of copper in water of the same composition but without sulfide. Sulfide induced corrosion proved difficult to stop. Removing sulfides from the water, adding chlorine or deaerating might not stop corrosion in short periods (up to two months). With chlorine, the corrosion rate increased markedly, possibly because chlorine is a stronger oxidant than oxygen. This agrees with results reported earlier about the effect of chlorine (Reiber 1989), (Hong et.al. 1998). Even after one hour of deaeration, purging nitrogen, did not reduce the corrosion rate. Therefore, it is concluded that even traces of oxygen can allow fast corrosion rates in the presence of a strong catalyst such as sulfide. Several corrosion cases in the USA, and one in Scotland, analyzed on the MIC corrosion section in this paper, are discussed by Jacobs et al. where sulfide may have been present but was not associated with the cause of corrosion.
29/10/2001
63
5.6- U.S Lead Copper Rule Approach to Copper By-Product Liberation Prevention. Lytle et.al. 1995, 1996) investigated the effect of zinc orthophosphate, alkali metal orthophosphate, and of sodium silicates on the corrosion of lead and copper in drinking water. Royuela et.al.(1994) investigated the effect of silicates and of sodium polyphosphates on copper corrosion. Two approaches that are used to reduce copper by-product liberation will be examined in this section: the first, is the use of phosphate inhibitors and the second, increasing pH. These methods may be used simultaneously. The study by Dodrill and Edwards (1995) considered the effects of pH and alkalinity on 90th percentile lead and copper concentrations, with and without the addition of inhibitors. For this purpose, water was classified in several ranges of pH and four ranges of alkalinity, as shown in tables 5.6-1 and 5.6-3. This classification spread the data into equally populated segments The analysis presented by these authors considers the aggregate data of all utilities, thus the results are valid as a general trend and are not valid for one utility in particular. a - Exceedence Without the Use of Inhibitors. When inhibitors are not used it was found that copper release increased in waters with pH lower than 7.4 and within this range, release was greater for alkalinities greater than 7.4 mgCaCO3/L. Table 5.6-1 shows the percent reduction in copper release due to indicated increase in pH and demonstrates this statement. The authors maintain that these results agrees with the hypotheses that Cu(OH)2 solids control the solubility of copper (Schock, Lytle et.al. 1995a, Schock and Lytle 1994 and 1996, Schock, Lytle and Clement 1994, Meyer and Edwards 1994) i.e., at high pH, copper solubility decreases, and high copper release is observed at high alkalinities when pH is < 7.8. The results shown in table 5.6-1 also mean that when the pH is increased to values greater than 8.4 the release of copper is reduced considerably, irrespective of the alkalinity. By increasing the pH from a range of 7.4-7.8 to 7.81-8.4 the release of copper is reduced significantly only when alkalinity is above 74 mg/L.
29/10/2001
64
Table 5.6-1: (reproduced from and Dodrill and Edwards 1995) pH change pH change Alkalinity <7.4 to 7.4-7.8 to (mg/L as CaCO3) 7.4-7.8 7.81-8.40 < 30 68% (95 pcc) 1% 30-74 43% (95 pcc) 30% 75-174 39% 51% (95 pcc) >174 -1% 53% (90 pcc) Pcc = percentage confidence.
pH change 7.81-8.4 to >8.4 75% (95 pcc) 45% (95 pcc) 47% (85 pcc) 100% (95 pcc)
No waters with pH > 7.8 exceeded the copper standard and the highest percentage of exceedances was found in waters of pH 7.4 and alkalinity < 30 mg/L. b - Inhibitor Effects The presence of phosphate species in solution (e.g., orthophosphate, zinc orthophosphate, hexametaphosphate, polyphosphates and various blends) presumably change the solids that are formed when copper plumbing tubes are corroded. The following copper (II) and orthophosphate minerals were compiled by Schock, Lytle and Clement 1994): Table 5.6-2: Reported Minerals Containing Copper (II) Orthophosphate (from Schock, Lytle and Clement 1994). Libethenite Cu2PO4OH Cornetite Cu3PO4(OH)3 Reichenbachite Cu5(PO4)2(OH)4 Ludjibaite Cu5(PO4)2(OH)4 Pseudomalachite Cu5(PO4)2(OH)4.H2O Nissonite Cu2Mg2 (PO4)2(OH)4.5H2O Zapatalite Cu3Al4 (PO4)3(OH)9.4H2O Turquoise CuAl4 (PO4)4(OH)8.5H2O Sieleckite Cu3Al4 (PO4)2(OH)12.2H2O Planerite (Cu,Ca)Al6 (PO4)4(OH)8.H2O Hentschelite CuFe2 (PO4)2(OH)2 and
29/10/2001
65
Andrewsite Chalcosiderite Phosphofibrite
3+ (Cu,Fe )(PO4)4(OH)8.4H2O 3+ Cu,Fe (PO4)4(OH)8.4H2O 3+ KCuFe 15(PO4)12(OH)12.12H2O
Early calculations with orthophosphate addition predicted negligible effects on the solubility of copper solids at neutral pH and low alkalinity. However these predictions were based on the assumption that malachite was the controlling solid phase, rather than solid cupric hydroxide. Unfortunately the solubility data for othophosphate species is very poor and at present it is not possible to predict with certainty the solids that should be formed in the presence of otrhophsophate species in solution. However, if cupric hydroxide is assumed to be the controlling solid phase, then the stability field for at least one of the orthophosphate solids with reported solubility constants, is much larger. Dodrill and Edwards (1995) found that the addition of phosphate based corrosion inhibitors to water was effective only at certain pH and alkalinity. For instance, the addition of 1 to 5 mg/L of orthophosphate to water was effective at pH 7.5 and 8.0 (Schock, Lytle and Clement 1995b, Benjamin et.al.1990). Below pH 6.0 the corrosion rate was not affected. The conclusions of Dodrill and Edwards (1995) regarding the effect of the addition of inhibitors on the percent of copper release to solution is summarized in table 5.6-3. The effectiveness of inhibitors on the reduction of copper release are mostly confined to the lower pH, although at pH>8.4 and alkalinity 75-174 there is also a region where the effects are positive. The table also shows that at certain pH and alkalinities the effects of inhibitors can also be negative, i.e., their presence would release more copper to solution. This is indicated by the negative values. Table 5.6-3-Reproduced from Dodrill and Edwards (1995). Table shows the percentage release of copper for those utilities that use inhibitor with respect to the utilities that do not use inhibitors. Alkalinity mg pH < 7.4 pH 7.4-7.8 pH 7.81-8.4 pH > 8.4 CaCO3/L
29/10/2001
66
<30 56% pcc 30-74 11% 75-174 51% >174 23% pcc=percentage confidence
13% -2% 34% 4%
47% -26% -45% -5% -34% (90 pcc) 50% (85 pcc)
Dodrill and Edwards (1995) conclude their work with the following recommendations to utilities: Exceedance problems are confined to two water characteristics: 1- pH < 7.0 & alkalinity < 30 mg/L 2- pH < 7.8 & alkalinity > 90 mg/L Phosphate inhibitors can be effective in reducing copper release only below pH 7.8. Above this value its effects are highly variable. c- Strategies to Increase pH As was mentioned, pH is the single variable that contributes most to copper by-product liberation. Increasing pH should have, therefore, the greatest effect on reducing copper by-product liberation to water. Cohen and Myers(1993) compared the effectiveness of addition of: lime, caustic soda, soda ash, aeration and other methods, for raising the pH of water. Lime is purported as the most effective and cheapest method to elevate pH, and its main limitation is its limited solubility in carbon dioxide free water. Caustic Soda (NaOH) is effective in raising pH and the only caution recommended is not to exceed 200 mg/L recommended by the WHO. Soda Ash (Na2CO3) requires higher dosages for the same neutralization benefits as lime, and therefore its use has declined. Aeration removes CO2 and it can also reduce sulfides, oxidize Mn and or Fe bicarbonates to their filterable oxides. Edwards, Schock et al.(1996) consider three alternative methods to raise pH: two methods are based on the addition of caustic (NaOH) or lime (CaOH2). If pH is raised to a value of 8.5 the added hydroxide contributes to increasing alkalinity, thus, the model discussed in section 5.2-a predicts that copper byproduct liberation increases. If the third method is used, which consists of aeration, dissolved CO2 is stripped from the solution and therefore pH
29/10/2001
67
increases but alkalinity does not (Lytle, Schock et.al., 1998). For instance if pH is raised from approximately 6.6 to 7.2, the final predicted copper solubilities are 3.8 mg/L when using lime, 3.4 mg/L using caustic, and 2.8 mg/L using aeration. Calcite precipitation is also avoided by adding air to solutions, rather than lime or caustic. 6- Conclusions Electrochemical theory predicts copper plumbing tubes oxidize to cuprite on contact with drinking water. This has been experimentally confirmed for at least one water composition. The other half cell reaction occurs at the cuprite solution interfase and consists usually of the reduction of oxygen. The cuprite film remains as the only contact with the metal. Above pH 6.5 cuprite further oxidizes, usually to malachite, or tenorite. No cupric ions are liberated to solution with these electrochemical reactions. Depending on the initial water composition, copper compounds bearing sulfates, chlorides, nitrates and other salts may form on top of cuprite, and ususally at pH values under 7.0. Under pH values of 6.5 cuprite may oxidize directly to cupric species in rare water compositions. Simultaneously with these corrosion processes, dissolution of the corrosion products occurs, allowing copper to enter the water as cupric species. Precipitation of copper compounds on the pipes inner surface, already covered by scales, may start at the same time in certain water compositions, and starts after dissolution when the solubility product of dissolved copper is reached. Copper may also enter the solution by detachment of particles from the scales formed during the corrosion processes or after precipitation of copper compounds. Aging takes place due to dissolution/precipitation processes, since for a given water composition, scales with higher solubilities should dissolve and the compounds that precipitate are those with lower solubilities. Differences in temperature between summer and winter, water composition variations, and other factors contribute to the formation of more than one copper compound on the inner surface of copper pipes. After some time, usually a few months, and some times a few years, dissolution slows down because less soluble scales have either replaced or covered more soluble scales. It is assumed that the rate of the corrosion processes that occur at the copper/cuprite interfase also slows down when outer scales are dissolving slower.
29/10/2001
68
The proportion between copper solids and dissolved copper species depends on water composition, pipe age, water velocity, and possibly other variables. Available drinking water monitoring data shows that the partitioning between solids and dissolved copper species varies between zero and about 90%, and there is no theory, at present, to predict this proportion. Solubility models have successfully predicted the dissolved copper concentration in certain water compositions at one given time. These models have not yet been developed to predict aging processes. Dissolution takes place across the water exposed scales surfaces, and is usually coupled with uniform corrosion. This added to aging, yield long life, possibly 60 years or more, for copper plumbing tubes. Pitting, on the other hand, can shorten the life of copper plumbing tubes to a few weeks before rupturing. This review classifies pitting corrosion and other types of corrosion in two groups, those that may contribute significantly to raise the copper concentration in drinking water, namely uniform corrosion, pitting type III, and jointing and MIC corrosion, and those that do not, i.e., pitting types I and II, erosion corrosion, cavitation, soil corrosion, corrosion in concrete slabs, stray current corrosion, stress cracking corrosion, and galvanic and thermogalvanic corrosion. The conditions for the occurrence of pitting and the other types of corrosion aforementioned, are known and they can be prevented. Sometimes they can be repaired or reverted once the phenomenon has already started. Apart from the the role of carbonaceous film - formed during annealing of soft tubes in the manufacturing process - on pitting type I, it is accepted that the water composition is the main factor contributing to copper liberation from copper plumbing tubes to drinking water. Regulatory concerns about drinking water fundamentally address at present the daily and maximum concentrations of copper in drinking water, and the potential effects on acute gastrointestinal illnesses. Some drinking water regulations take into account the aging of copper plumbing tubes and establish different monitoring protocols for new and old pipes. These regulations also consider regulatory differences for aggressive waters towards copper plumbing tubes, i.e., waters that may yield copper concentrations higher than the regulation. Some regulations require measurement of the maximum copper concentration to which people may be exposed, and this occurs due to
29/10/2001
69
dissolution of copper scales during water stagnation, usually overnight. House tap monitoring is required for stagnation periods between 6 and 12 hours in different countries. When regulatory action levels are exceeded, the USEPA requires water utilities to treat the water in order to reduce copper by product liberation. Raising pH remains the main variable to control, and since the roles of bicarbonate and of carbon dioxide on copper by-product liberation are now better understood, it has been shown that raising pH by adding lime or caustic soda raises alkalinity and is less effective than aeration, which strips carbon dioxide and does not alter alkalinity. [editor: From my days preparing media for toxicology tests, I recall excessive aeration supersaturating with gases such as CO2. The reverse of this statement..author: see Edwards, Schock et.al., 1996)] Phosphate inhibitors are also used for corrosion control of iron, copper and lead, and their addition has had a positive impact on the reduction of copper by-product liberation to water.
29/10/2001
70
Acknowledgments This Work was sponsored by the Chilean Governments Technical Advisory Committee Regarding the World Health Organization Provisional Guideline for Copper in Drinking Water and by the International Copper Study Group, ICSG. Special thanks to Marcelo Andia, who gathered much of the background information for this paper. Also many thanks to M. Edwards and G. Geesey who read one of the versions of the paper and contributed very useful comments. 7- References Allison, J.D., D.S.Brown, and K.J. Novo-Gradac, 1991. MINTEQA2/PRODEFA2, A geological assessment model for environmental systems: version 3.0 Users manual. USEPA/600/3-91/012., Athens, Georgia. Angel P., H.S. Campbell, and A.H.L. Chamberlain. 1990. Microbial Involvement in Corrosion of Copper in Fresh Water", Interim Report, International Copper Association. Arens P., G.J. Tuschewitzki, M. Wollmann, H. Follner, and H. Jacobi, 1995. Indicators for microbiologically induced corrosion of copper pipes in a coldwater plumbing system. Int. J. of Hygiene and Env. Medicine. 196: 444-454. Arens, P., G.J. Tuschewitzki, H. Follner, H. Jacobi, S. Leuner., 1996. Experiments for simulating microbiological induced corrosion of copper pipes in a cold-water plumbing system. Materials and Corrosion. 47: 96-102. Arens P. 1999. Personnal Communication. Deutsches Kupfer-Institut, Dusseldorf, Germany. AWWA., 1996, American Water Works Association, Database AWWA Project: Initial Monitoring Experiences of Large Utilities USEPAs Lead Copper Rule. Version 2 including modifications of Dodrill and Edwards. Denver CO., USA.
29/10/2001
71
Bard, A.J. (ed.) 1976. Encyclopedia of Electrochemistry of the Elements. Volume 6: Al, In, Ir, Os, Pd, Pt, Rh, Ru, Sc, Y. Lanthanides New York: Marcel Dekker. Baukloh A., H. Protzer, and U. Reiter, 1989. Kupferrohre in der Hausinstallation Einflub von Produktqualitat, Verarbeitungs und Intsallations bedingungen auf die Bestandigkeit gegen Lochfrab Typ I, Metall, 43, No 1, pgs 26-35. Beguin-Bruhin, Y., F. Escher, H.R. Roth, 1983, Threshold concentration detection of copper in drinking water, Lebensmittel wissenschaft undtechnologie. 16(1):22-26. Benjamin, M.M., S.H. Reiber, J.F. Ferguson, E.A. Vanderwerff and M.W. Mille. 1990. Corrosion of copper pipes in Chemistry of Corrosion Inhibitors in Potable water. pgs. 210. Denver, Colorado: AWWAR. Bertocci, U. 1978. Photopotentials on copper and copper alloy electrodes. J. Electrochem. Soc. 125: 1598. Braun, M. and K. Nobe. 1979. Electrodissolution Kinetics of Copper in Acidic Chloride Solutions. J. Electrochem. Soc. 126(10): 1666-1671. Bockris, J.O.M, B. Conway, E. Yeager and R.E. White (eds.) 1981. Comprehensive Treatise of Electrochemistry. Volume 4: Electrochemical Materials Science. New York: Plenum Press. Callot P., A. Jaegle, A Kalt and G. Nanse, 1978. Pitting Corrosion of Copper Tubes and Carbon Deposits: ESCS studies, Werkstoffe und Korrosion 29, pgs 519-522. Campbell, H.S. 1950. Pitting corrosion in copper water pipes caused by films of carbonaceous material produced during manufacture, J. Inst. Metals. 77: 345. Campbell, H.S. 1971. Corrosion , Water Composition and Water Treatment. Water Treat. and Exam. 20: 11-34. Campbell, H.S. 1979. A Review: Pitting Corrosion of Copper and its Alloys", Localized Corrosion. Houston: NACE.
29/10/2001
72
CDA 1994, Annual data:CopperBrassBronze: Copper Supply & Consumption in the USA in the period 1973-1993, Copper Development Association, N.Y., USA, 1994. Cohen, A., and W.S. Lyman. 1972. Service Experience with Copper Plumbing Tube. Material Protection & Performance. 11(2): 48-52. Cohen, A. and J.R. Myers. 1984. Mitigation of Copper Tube Cold Water Pitting by Water Treatment. Proceedings Corrosion Conference (1984). Cohen A., and J.R. Myers, 1987. Mitigating Copper Pitting Through Water Treatment, J.AWWA, vol. 79, number 2, pgs 58-61 Cohen A., and J.R. Meyers, 1993. Water Tretament to Mitigate Corrosion of Copper Plumbing Systems, Materials Performance, vol. 32, number 8. Cohen, A. 1994. Occurrence and Control of Corrosion in Copper Water Tube Systems. Proceedings of the AWWA Water Quality Technology Conference, San Francisco, November 1994. Cohen, A., and J.R. Myers 1995. "Overcoming Corrosion Concerns in Copper Tube Systems", Corrosion 95, The NAC International Annual Conference and Corrosion Show, Paper 605. Cornwell, F.J., G. Wildsmith, and P.T. Gilbert. 1973. Pitting Corrosion in Copper Tubes in Cold Water Service. British Corrosion Journal. 8: 203. Cornwell F.J., G. Wildsmith, and P.T. Gilbert, 1976. Pitting Corrosion in Copper Tubes in Cold Water Service, Galvanic and Pitting Corrosion Field and Laboratory Studie, ASTM STP 576, American Society for Testing and Materials, pgs 155-179. Cruse, H. and R.D. Pomeroy. 1974. Corrosion of Copper Pipes. JAWWA. 67(8): 479-483. Cruse, H., Von Franque O., and Pomeroy R. 1988. Corrosion in Potable Water Systems. Chapter 5 of Corrosion in Pipes, Published by the American Water Works Association, pg. 317- 416. Deutscher, R.L., and Woods R. 1986. Characterization of oxide layers on copper by linear potential sweep voltammetry. J. of Applied Electrochem. 16: 413-421.
29/10/2001
73
Dodrill, D. and M. Edwards. 1995. Corrosion Control on the basis of utility experience, J.AWWA, V.89, No 7, 74-85. Drogowska, M., L. Brossard, and H. Menard, 1987. Anodic Copper Dissolution in the Presence of Cl- Ions at pH 12. Corrosion. 43: 549-552. Duthill, J.P., G. Mankowski and A. Giusti. 1996. The synergetic effect of chloride and sulphate on pitting corrosion of copper. Corrosion Science. 38(10): 1839-1849. Edwards, M., J.F Ferguson and S.H. Reiber, 1993. On the pitting corrosion of copper. Journal of the AWWA. 86(7): 74. Edwards, M., T. Meyer, and J. Rehring. 1994. Effect of Selected Anions on Copper Corrosion Rates. J.AWWA, 86:12, pgs. 73-81. Edwards M., 1995. Worldwide perspective of copper corrosion. Proc. Of the 1994 AWWA WQTC in San Francisco, CA. Edwards, M., M.R. Schock and T.E. Meyer, 1996. Alkalinity, pH, and copper: corrosion by-product release. J.AWWA., 8:3, 81-94. EU, 1998, Directive 98/93CE from the Council, Official Newspaper of the European Community, 5 December, 1998. Fitzgerald D.J., 1995, Copper guidelines values for drinking water: reviews in need of review?, Regulatory Toxicology and Pharmacology, Vol. 21, pgs 001003. Force Institute 1999, Pilot project on copper investigation of 10 houses in Copenhagen, Corrosion Department, Force Institute, Copenhagen, Park Alle 345, Denmark. Geesey G.G., M.W. Mittelman, T. Iwaoka, P.R. Griffiths. 1986. Role of Bacterial Exopolymers in the Deterioration of Metallic Copper Surfaces, Materials Performance, 2: 37-40. Geesey. G., C. Kalaiyappan, 1994. Determination of Biocide Treatment to Control Biofilm Growth and Associated "Blue Water" Phenomenon in Copper Plumbing Systems. Progress Report to ICA, Project number 484-94, NY., USA.
29/10/2001
74
Geesey, G., P. Bremer, W. Fischer, D. Wagner, C. Keevil, J. Walker, A. Chamberlain, and P. Angel 1994. Unusual Types of Pitting Corrosion of Copper Tubes Used for Water Service in Institutional Buildings. In Biofouling and Biocorrosion in Industrial Water Systems. Boca Raton : Lewis Publishers. Gerischer, H. 1966. Electrochemical behaviour of semiconductors under illumination. J. Electrochem. Soc. 113: 1174-1182. Hadley, R.F. 1948. Corrosion by Microorganisms in Aqueous and Soil Environments. In Corrosion Handbook., H.H. Uhlig.(ed.), Pgs. 466-481. New York: John Wiley & Sons. Hamilton, W.A., 1985. "Sulfate reducing bacteria and anaerobic corrosion", Annual Review of Microbiology. 39: 195-217. Hidmi, L., and M. Edwards M., 1999. Role of temperature and pH in Cu(OH)2 solubility, ES&T, V.33, No.15, 2607-2610. HM. Germany 1990. Potable Water Ordinance, Ordinance on Potable Water for Food Production Undertakings, Translation (December 1990), Health Ministry, Germany. Holm , R., R. Sunberg and E. Mattsson. 1982. Corrosion of Copper Pipes in Fresh Waters - Swedish Experience. Conference on Corrosion of Copper and Copper Alloys in Buildings, Japan CDA, Tokyo. Hong P.K.A, and Y-Y Macauley, 1998. Corrosion of Copper Tubing Exposed to Chlorinated Water, Water, Air and Soil Pollution, 108: pgs 457-471. Hongve, D., and E. Andruchow. 1995. Cuprosolvency in soft drinking water controlled by alkalinity and pH. In Internal Corrosion in Water Distribution Systems, Proceed. International Seminar, Chalmers University of Technology, Goteborg, Sweden, May 22-24, 1995, pg. 197-205. INCRA. 1988. Interim Report on the International Copper Research Association (INCRA), Research Report 407. IPCS, 1999, Environmental Health Criteria for Copper, Vol. 200, Published by the WHO. Ives, D.J., and Rawson A.E., 1962-a. Copper Corrosion I. Thermodynamic
29/10/2001
75
aspects. J. Elec.Soc. 109(6): 447-451. Ives, D.J., and Rawson A.E., 1962-b. Copper Corrosion II. kinetic studies. J. Elec.Soc. 109(6): 452-457. Ives, D.J., and Rawson A.E., 1962-c. Copper Corrosion III. Electrochemical theory of General Corrosion. J. Elec.Soc. 109(6): 458-462. Ives, D.J., and Rawson A.E., 1962-d. Copper Corrosion IV. The effects of saline additions. J. Elec.Soc. 109(6): 458-462. Jacobs, S.A., 1997. Sulfide-induced corrosion of copper in potable water. M.Sc. Thesis, Department of Civil Engineering, University of Colorado, Colorado, USA. Jacobs, S., S. Reiber, and M. Edwards. 1998. Sulfide induced copper corrosion. J.AWWA. 90(7): 62-73. Johansson L. 1989. Importance of Water Composition for Prevention of Internal Copper and Iron Corrosion. Chalmers University of Technology, Goteborg, Sweden. Kiwa., 1998, Developing a new protocol for the monitoring of lead in drinking water, Order number SMT4-CT96-2112, Institute for the study of watre, KIWA, Nieuwegein, The Netherlands. Korshin, G.V., S.A.L. Perry, J.F.Ferguson, 1996. Influence of NOM on copper corrosion. J.AWWA, 88: 7, pgs 36-47. Lagos, G. 1997. Population Exposure to Copper in Drinking Water. National Environmental Health Forum Monographs, Metal Series No 3, pp 52-59, 1997, South Australian Health Commission. Lagos, G.E., L.C. Maggi, D. Peters, and F. Reveco, 1999. Model for Estimation of Human Exposure to Copper in Drinking Water. The Sc. Of the Total Env., 239 (1999), pp 49-70. Linder M. & E.K. Lindman. 1983. Investigation of Pitting Corrosion Type III , in Copper Pipes. 9th Scandinavian Corrosion Congress, September, 1983. Swedish Inst. of Corrosion. Lucey, V.F., 1967. Mechanisms of pitting corrosion of copper in supply waters, Br. Corrosion J., 2: 175.
29/10/2001
76
Lucey, V.F., 1972a. Pitting Corrosion of Copper in Supply Waters: The Effect of Water Composition. British Non Ferrous Research Association, Research Report A1838. Lucey, V.F. 1972b. Developments Leading to the Present Understanding of the Mechanisms of Pitting Corrosion of Copper. Br. Corrosion J. 7: 36-40. Lucey, V.F. 1982. Pitting Corrosion of Copper: a Review. Proceedings of the International Symposium, Corrosion of Copper and Copper Alloys in Building. Tokyo, March 1982. Lytle D.A., M.R. Schock, and T.S. Sorg, 1995. Investigation on Techniques and Control of Building Lead and Copper Corrosion by Orthophosphate and Silicate., Proc of The NACE International Annual Conference and Corrosion Show, paper No 609. Lytle D.A., M.R. Schock, and T.S. Sorg, 1996. Controlling Lead Corrosion in the Drinking Water of a Building by Orthophosphate and Silicate Treatment, J. NEWWA, vol 110, No3, pgs 202-217. Lytle, D.A. and M.R. Schock, 1996. Stagnation time, composition, pH and orthophosphate effects on metal leaching from brass. EPA/600/R-96/103. September, 1996, Cincinnati, Ohio: EPA. Lytle D.A., and M.R. Schock, 1997a. An Investigation of the Impact of Alloy Composition and pH on the Corrosion of Brass in Drinking Water, Advances in Environmental Research, 1 (2), pgs 213-233. Lytle D.A., and M.R. Schock, 1997b. Impact of stagnation time on the dissolution of metal from plumbing materials, Proceedings AWWA Annual Conference, Atlanta, GA, Volume D, pgs. 193-225. Lytle, D.A., M.R. Schock, J.A. Clement, and C. Spencer. 1998. Using aeration for corrosion control. J. AWWA. 90:3: 74-88. Lyman, W.S., A. Cohen, and J.R. Myers. 1982. Causes and Prevention of Pitting in Copper Plumbing Systems in the USA. Proceedings of the International Symposium on Corrosion of Copper and Copper Alloys in Buildings, Japan Copper Development Association, Tokyo, 1982.
29/10/2001
77
Maggi. C., 1999, Desarrollo de un modelo para estimar la exposicin humana al cobre contenido en el agua potable, M.Sc. thesis, School of Engineering, Catholic University of Chile, Santiago, Chile. Mahapatra S., and R.Subrahmanya, 1967. Studies in the Hydrolysis of Metal Ions, Part I: Copper, Proc. Indian Acad. Sci. 65:283-290. Mattsson, E., & A.M. Fredriksson. 1968. 1968. Pitting Corrosion in Copper Tubes-Cause of Corrosion and Counter Measures, Br. Corrosion J., 3: 246. Mattsson E. 1988. Counteraction of pitting in copper water pipes - causes and countermeasures. Werkstoffe und Korrosion. 39: 499-503. Mattsson E., 1990. Copper and Brass for Plumbing: a Guide for Corrosion Prevention", Proceedings of Copper 90 Refining, Fabrication, Market, October 1990, London: The Institute of Metals. ME. Denmark 1998. Statutory Order from the Ministry of the Environment Number 515 of August 29, 1998, on Water Quality Supervision of Water Supply Plants., Denmark.. Meyer, E., 1996. Determinants of Copper Intake from Water. NIH - University of Chile Conference, Genetic and Environmental Determinants of Copper Metabolism., 18-20 March, 1996, Washington D.C. Meyer, T.E. & M. Edwards. 1994. Role of Bicarbonate in copper corrosion, in Critical Issues in water and Wastewater Treatment, Proceedings of the 1994 ASCE National Conference on Environmental Engineering. Braun-Brumfield Publishers. Greenwich, CT., USA. Millet, B., C. Fiaud, C. Hinnen and E.M.M. Sutter, 1995. A correlation between electrochemical behaviour, composition and semiconducting properties of naturally grown oxide films on copper. Corr. Sc., 37(12): 19031918. Mittelman M., 1994. Corrosion Workshop Organised by the International Copper Association, ICA, September 1994, London, U.K. Mittelman M.W., D. Davidson. 1994. Influence of Bacterial Biofilm Community Structure and Activity Mobilization of Copper in Domestic Water Systems, Department of Microbiology, Faculty of Medicine, University of Toronto, Interim Report of Project 484-94, July 1, 1994.
29/10/2001
78
Moss G., and E.C. Potter. 1984. Investigation in the interactions between cold potable water and copper pipes. CSIRO Restricted Investigation Report 1534R, June 1984, Australia, 72 pgs. Nielsen K, 1983. Control of Metal Contaminants in Drinking Water in Denmark, Aqua, No 4, pgs 182-182. Nielsen, K., 1995. Copper release from pipes in high alkalinity water, in Internal Corrosion in Water Distribution Systems, Proceed. International Seminar, Chalmers University of Technology, Goteborg, Sweden, May 22-24, 1995, pgs. 207-217. Nishikata, A., M. Itagaki, T. Tsuru, and S. Haruyama. 1990. Passivation and its Stability on Copper in Alkaline Solutions Containing Carbonate and Chloride Ions. Corrosion Science, 31: 287-292. O'Connell, W.J. 1941. Characteristics of Microbial Deposits in Water Circuits. Proc. American Petroleum Institute, 11th Mid Year Meeting, 1941, 22(3):6683. Page, G.G., 1972. Copper Corrosion: Discussion on Blue Water. Materials Performance. 11(2):53. Page G.G., P.C.A. Bailey and G.A. Wright. 1974. Mechanisation of New Type of Copper Corrosion in Water. Australasian Corrosion Engineering, (Nov-Dec) pgs. 13-19. Paradies, H.H., I. Hanbel, W. Fischer,and D.Wagner, 1990. Microbiologically induced corrosion on copper pipes. INCRA Project number 404, July 1990. Paulson, A. J. & D.R. Kester. 1980. Copper (II) Ion Hydrolysis in Aqueous Solution. Journal of Solution Chemistry, 9:4:269. Potter E.C. 1969. An Investigation of the Green-Water Problem in Auckland, New Zealand and a Discussion of Possible Remedies. CSIRO Report, Sydney, Australia. Rehring, J.P., and M. Edwards. 1996. Effect of natural organic matter and water treatment processes on copper corrosion. Corrosion, V.52, No. 4, pgs 307-317.
29/10/2001
79
Reiber S., 1989. Copper plumbing surfaces: an electrochemical study. J.AWWA. 81(7):114. Riedl R., and J Klimbacher, 1989. Pitting corrosion in copper water pipes, Int.J. of Materials and Product Technology, vol. 4, No 2, 159-166. Royuela, J.J., and E. Otero. 1993. The assessment of short term data of pipe corrosion in drinking water II. Copper. Corrosion Science. 34(10): 15951606. Royuela J.J., and E. Otero, 1994. Corrosion Inhibition in Drinking Water. Effect of Temperature. Part 2. Copper, Rev. Metal. Madrid, 30(2), pgs 92-99. Sander, A., A Elfstrom Broo, B. Berghult, T. Hedberg, and E. Lind Johanson. 1995. The influence of water quality on corrosion of iron and copper pipe materials. In Internal Corrosion in Water Distribution Systems, Proceed. International Seminar, Chalmers University of Technology, Goteborg, Sweden, May 22-24, 1995, pgs. 105-110. Sauter W., E. Meyer, and O. von Franque, 1995. Operation of a Test Rig to Assess the Suitability of Alloys in Different Types of Water, Proceed. International Seminar, Chalmers University of Technology, Goteborg, Sweden, May 22-24, 1995, pgs. 207-217. Schecher, W.D., and D.C., McAvoy. 1998. MINEQL+, A chemical equilibrium modeling system for PCs, version 4.0 for Windows. The Procter and Gamble Company, Environmental Research Software, Hallowell, Maine, USA. Schindler, P.W. 1967. Heterogeneous Equilibria Involving Oxides, Hydroxides, Carbonates and Hydroxide Carbonates. In Equilibrium Concepts in Natural Water Systems, Adv. Chem. Ser., No 67, American Chemical Society, Washington DC, p 196. Schock, M.R., D.A. Lytle, J.A. Clement, 1985. Effect of pH, DIC, Orthophosphate and Sulfate on Drinking Water Cuprosolvency. EPA/600/R95/085, June 1985, USEPA. Schock, M.R., & D.A. Lytle. 1994. The importance of stringent control of DIC and pH in Laboratory Corrosion Studies: Theory and Practice.
29/10/2001
80
Proceedings of the AWWA Water Quality Technology Conference, San Francisco, Ca., Nov., 1994. Schock, M.R., D.A. Lytle & J.A. Clement. 1994. Modeling Issues of Copper Solubility in Drinking water", Proceedings ASCE National Conference on Environmental Engineering, Boulder, Colorado, July, 1994. Schock, M.R., D.A. Lytle & J.A. Clement. 1995a. Effect of pH, DIC, Orthophosphate and sulfate on Drinking water Cuprosolvency". U.S. Environmental Protection Agency, EPA/600/R-95/085, Office of Research and Development, Cincinnati, OH. Schock, M.R., D.A. Lytle., and J.A. Clement, 1995b. Effects of pH, carbonate, orthophosphate, and redox potential on cuprosolvency. The NACE, Corrosion 95, paper N 610, 29 pages. Shalaby, H.M., Al-Kharafi and Gouda, V.K. 1989. A Morphological Study of Pitting Corrosion of Copper in Soft Tap Water. Corrosion. 45: (7): 536-547. Shalaby, H.M., F.M. Al-Kharafi and A.J. Said. 1990. Corrosion Morphology of Copper in Dilute Sulfate, Chloride and Bicarbonate Solutions. Br. Corrosion J. 25(4): 292-298. Shuey, R.T. 1975. Semiconducting ore minerals. New York: Elsevier. Pg. 349. Shull, K.E. and Becker R.J. 1960. Cold Water Corrosion of copper tubing. J. AWWA. 52(8):1022. Smith, S., And Francis, R. 1990. Use of Electrochemical current noise to detect initiation of pitting conditions on copper tubes. Br. Corrosion J. 25(4): 285291. Stumm, W.S; & J.J. Morgan, 1996. Aquatic Chemistry - Chemical Equilibria and Rates in Natural Waters. John Wiley & Sons, Inc., New York (Third Edition). Sumitomo Light Metal Industries, Ltd., 1994., Super Tin Coat Copper Tube Data Sheet, Technical Research Laboratories, Japan, September 1994. Fontana, M.G., and N.D. Greene. 1978. Corrosion Engineering. New York: McGraw-Hill.
29/10/2001
81
Taylor, R.J., and Cannington P.H. 1993. Control of Pitting Corrosion of Copper tubes in Potable Waters", Melbourne: Urban Research Association of Australia. August, 1993. Tunturi, P., and S. Ylasaarl. 1968. "A Special Case of the Pitting Corrosion of Copper in a Hot Water System", 5th Scandinavian Corrosion Congress, Copenhaguen, Denmark, 1968. USEPA, 1985, National primary drinking water regulations, Environmental Protection Agency., 40 CFR Part 141. Fed. Reg. 50:46967. USEPA, 1991a, Maximum contaminant level goals and national primary drinking water regulations for lead and copper; final rule., 40 CFR Parts 141 and 142. Fed. Reg. 56:110. USEPA, 1991b, Maximum contaminant level goals and national primary drinking water regulations for lead and copper; final rule., 40 CFR Parts 141 and 142. Fed. Reg. 56:110. USEPA, 1994, CFR, Vol. 59, No 125, Part V, 59 FR 33860, Thursday, June 30. 1 Wyllie, J., 1957, Copper poisoning at a cocktail party. Am. J. Public Health, number 47, p. 617. Van den Hoven, Th., H. Brink and N. Slaats. 1995. Copper corrosion and the environmental consequences. In Internal Corrosion in Water Distribution Systems, Proceed. International Seminar, Chalmers University of Technology, Goteborg, Sweden, May 22-24, 1995, pgs. 53-57. Van Den Hoven, Th., M.W.M. Van Eekeren, 1998., Optimal Composition of Drinking Water. Kiwa Report 100. Groningenhaven 7, PO Box 1072, 3430 BB Nieuwegein, The Netherlands. Wagner, D., W. Fischer, and G. J. Tuschewitzki. 1992. Microbiologically Induced Pitting Corrosion of Copper Pipes. Final Report ICA Project number 453, 1992. Wagner D., Peinemann H., Siedlarek H., Fischer W.R., Arens P., and Tuschewitzki G.J., " Microbiological Influenced Pitting Corrosion of Copper Pipes", Final Report, ICA Project number 453-A, 1993.
29/10/2001
82
Walsh L.H., and N.B. Feilchenfield, 1995. Characterization of Films Formed During Corrosion of Copper in Dilute Solutions of Cupric Chloride, Mat.Res.Soc.Symp. Proceedings Vol 390, Materials Research Sciety, USA, pgs 117-122. Werner W, H.J Grob, M. Gerlach, D Horvath, and H. Sontheimer, 1994. Untersuchungen zur Flachekorrosion in Trinkwasserleitungen aus Kupfer, GWF, Gas Wasserfach: Wasser/Abwasser 135, 2, pgs 92-103 Werner, W. 1995. Uniform copper corrosion. In Internal Corrosion in Water Distribution Systems, Proceed. International Seminar. Chalmers University of Technology: Goteborg, Sweden, May 22-24, 1995, pg. 95-103. WHO, 1993, Guidelines for Drinking Water Quality, Volume 1. WHO, 1996, Guidelines for Drinking Water Quality, Volume 2. WHO, 1998, Guidelines for drinking-water quality, second edition, addendum to volume 2, health criteria and other supporting information, WHO/EOS/98-1. Wilhelm, S.M., Tanizawa Y., Liu C., Hackerman N., 1982. A photoelectrochemical investigation of semiconducting oxide films on copper. Corrosion Science. 22(8): 791-805. Yamauchi, S., K. Nagata, and S. Sato, 1986. Dissolution from Copper Water Tubes and New Copper Alloys showing Anti-Cuprosolvency. Report presented to the International Copper Research Association, NY: INCRA.
Potrebbero piacerti anche
- Astm F723Documento17 pagineAstm F723Sunantha KaenthongNessuna valutazione finora
- Basic Calculations III - Analyst - Fall - 10 (Web-Sm) - 4 PDFDocumento10 pagineBasic Calculations III - Analyst - Fall - 10 (Web-Sm) - 4 PDFalibarra2Nessuna valutazione finora
- 000000000001024961Documento176 pagine000000000001024961Shesharam ChouhanNessuna valutazione finora
- DH18 Issue 1 Lean BuildDocumento28 pagineDH18 Issue 1 Lean Buildwinc9303Nessuna valutazione finora
- Nanotechnology - Gunter Schmid (Wiley-VCH, 2008) PDFDocumento2.664 pagineNanotechnology - Gunter Schmid (Wiley-VCH, 2008) PDFMokeng Mokoma100% (5)
- 2.2 Question Bank MCQ SemiconductorsDocumento5 pagine2.2 Question Bank MCQ SemiconductorsPrathamesh Nawale100% (2)
- Corrosion Prevention 2Documento329 pagineCorrosion Prevention 2Manuel GomesNessuna valutazione finora
- Alkalinityandwaterchemistry PDFDocumento2 pagineAlkalinityandwaterchemistry PDFRantyNessuna valutazione finora
- Colour Coding of pipes-SADocumento9 pagineColour Coding of pipes-SAjeykumar.BalannairNessuna valutazione finora
- TS 18 Protection of Buried Pipework V1.0 20160210Documento13 pagineTS 18 Protection of Buried Pipework V1.0 20160210Ram SudarshanNessuna valutazione finora
- DOW Caustic Soda Solution System Design Considerations and Storage GuidelinesDocumento2 pagineDOW Caustic Soda Solution System Design Considerations and Storage GuidelinesAnonymous Kr13NEBNessuna valutazione finora
- Suction Strainer Boxes: Standard Specification ForDocumento5 pagineSuction Strainer Boxes: Standard Specification ForKevin JosueNessuna valutazione finora
- Galvanic Series (Electrochemical Series)Documento3 pagineGalvanic Series (Electrochemical Series)chockanan suwanprasertNessuna valutazione finora
- VGB PowerTech Magazine Article PDFDocumento7 pagineVGB PowerTech Magazine Article PDFWaleed EmaraNessuna valutazione finora
- BS en 12502-3Documento18 pagineBS en 12502-3laboratorium logamNessuna valutazione finora
- Valves - AWWA Valves PDFDocumento28 pagineValves - AWWA Valves PDFnilnilen2009Nessuna valutazione finora
- Trashracks and Raking Equipment, Water Power PDFDocumento16 pagineTrashracks and Raking Equipment, Water Power PDFJhony MedranoNessuna valutazione finora
- Flexible-Membrane-Lining and Floating-Cover Materials For Potable Water StorageDocumento16 pagineFlexible-Membrane-Lining and Floating-Cover Materials For Potable Water StorageNanangNessuna valutazione finora
- Pitting Corrosion of Copper PDFDocumento132 paginePitting Corrosion of Copper PDFpipedown456Nessuna valutazione finora
- Predicting and Preventing Flow Accelerated Corrosion in Nuclear Power PlantDocumento18 paginePredicting and Preventing Flow Accelerated Corrosion in Nuclear Power Plantmini2018Nessuna valutazione finora
- Flow in Flow-Accelerated Corrosion For Nuclear Power PlantDocumento16 pagineFlow in Flow-Accelerated Corrosion For Nuclear Power PlantSalih Gürkan üyümezNessuna valutazione finora
- Principles of Backflow Prevention: Zurn Wilkins Backflow PreventersDocumento12 paginePrinciples of Backflow Prevention: Zurn Wilkins Backflow PreventersShijumon PadavilNessuna valutazione finora
- Copper CorrosionDocumento9 pagineCopper CorrosionTri Ade PutraNessuna valutazione finora
- Total Requirements PDFDocumento7 pagineTotal Requirements PDFsmrndrdasNessuna valutazione finora
- FAC ChemistryDocumento6 pagineFAC ChemistrymarydaughterNessuna valutazione finora
- 4 - Best Practices For Sodium Hypochlorite Storage and Metering SystemsDocumento48 pagine4 - Best Practices For Sodium Hypochlorite Storage and Metering SystemsZain Ali100% (1)
- Ad 036821 002Documento1 paginaAd 036821 002AmolNessuna valutazione finora
- Seamless Ferritic Alloy-Steel Pipe For High-Temperature ServiceDocumento11 pagineSeamless Ferritic Alloy-Steel Pipe For High-Temperature ServiceIndra NainggolanNessuna valutazione finora
- Chilled Water TreatmentDocumento10 pagineChilled Water TreatmentacmvorgNessuna valutazione finora
- OsidationDocumento49 pagineOsidationSadhasivam VeluNessuna valutazione finora
- Life Assessment of High Temperature HeadersDocumento31 pagineLife Assessment of High Temperature HeadersAnonymous UoHUag100% (1)
- State of Maryland Final Report Task Force To Study Pinhole Leaks in Copper PlumbingDocumento65 pagineState of Maryland Final Report Task Force To Study Pinhole Leaks in Copper PlumbingSyavash EnshaNessuna valutazione finora
- F101 96Documento24 pagineF101 96naser712Nessuna valutazione finora
- Guideline Industrial Leakage Test 1200.compressed PDFDocumento109 pagineGuideline Industrial Leakage Test 1200.compressed PDFMarzuki AlkindiNessuna valutazione finora
- Chlorine Contact Basin Design: White's Handbook of Chlorination and Alternative Disinfectants, 5th EditionDocumento5 pagineChlorine Contact Basin Design: White's Handbook of Chlorination and Alternative Disinfectants, 5th Editionmaicana building100% (1)
- Standard Guide For Selection of Weirs and Flumes For Open-Channel Flow Measurement of WaterDocumento7 pagineStandard Guide For Selection of Weirs and Flumes For Open-Channel Flow Measurement of WaterdrakenhavenNessuna valutazione finora
- A0 ENG P SP 010 Rev.0 December 2019 WithdrawnDocumento48 pagineA0 ENG P SP 010 Rev.0 December 2019 WithdrawnJaseel ValiyaparambilNessuna valutazione finora
- As 3778.4.1-1991 Measurement of Water Flow in Open Channels Measurement Using Flow Gauging Structures - ThinDocumento7 pagineAs 3778.4.1-1991 Measurement of Water Flow in Open Channels Measurement Using Flow Gauging Structures - ThinSAI Global - APACNessuna valutazione finora
- Strainers Handbook Rev.2Documento4 pagineStrainers Handbook Rev.2Vu TranNessuna valutazione finora
- An Alternative To Silt Density IndexDocumento4 pagineAn Alternative To Silt Density IndexberanoshNessuna valutazione finora
- Section I 2015Documento33 pagineSection I 2015ferds2599Nessuna valutazione finora
- Astm G 96 PDFDocumento10 pagineAstm G 96 PDFJORGE ARTURO TORIBIO HUERTANessuna valutazione finora
- Asme Section II A Sa-302 Sa-302mDocumento4 pagineAsme Section II A Sa-302 Sa-302mAnonymous GhPzn1xNessuna valutazione finora
- Guidelines For The Use of Stainless Steel in The Water and Desalination IndustriesDocumento213 pagineGuidelines For The Use of Stainless Steel in The Water and Desalination Industriesdj22500Nessuna valutazione finora
- 08 ACC Chemistry and Amines PDFDocumento17 pagine08 ACC Chemistry and Amines PDFLaszlo HiltNessuna valutazione finora
- Performance of Reinforced Thermosetting Resin Pipe Systems in Desalination Applications: A Long-Term Solution To Corrosion - The Arabian Gulf ExampleDocumento6 paginePerformance of Reinforced Thermosetting Resin Pipe Systems in Desalination Applications: A Long-Term Solution To Corrosion - The Arabian Gulf ExamplejatecconsultNessuna valutazione finora
- Case Study On Copper CorrosionDocumento15 pagineCase Study On Copper CorrosionClaudia MmsNessuna valutazione finora
- CI Sodium Hypochlorite Compatibility ChartDocumento1 paginaCI Sodium Hypochlorite Compatibility ChartastromoNessuna valutazione finora
- Global Review of Spray-On Structural Lining Technologies: Subject Area: InfrastructureDocumento184 pagineGlobal Review of Spray-On Structural Lining Technologies: Subject Area: InfrastructuresaishankarlNessuna valutazione finora
- Water Regulations 1999 Summary PDFDocumento3 pagineWater Regulations 1999 Summary PDFAboaliNessuna valutazione finora
- Norma Awwa C507-99 PDFDocumento24 pagineNorma Awwa C507-99 PDFAnderson SiqueiraNessuna valutazione finora
- G 1Documento3 pagineG 1choodeshNessuna valutazione finora
- 14122Documento4 pagine14122Jozsef MagyariNessuna valutazione finora
- ARCSA-ASPE-63 Rainwater Catchment Systems 2012 DraftDocumento43 pagineARCSA-ASPE-63 Rainwater Catchment Systems 2012 DraftSusan LamNessuna valutazione finora
- Corrosion Inhibitor in Steam-Condensate LinesDocumento6 pagineCorrosion Inhibitor in Steam-Condensate LinesmnasiroleslamiNessuna valutazione finora
- Ross Wood and Timber Condition Assessment Manual CH 4 PDFDocumento20 pagineRoss Wood and Timber Condition Assessment Manual CH 4 PDFKen SuNessuna valutazione finora
- Status of Advanced Ultra-Supercritical Pulverised Coal Technology - ccc229Documento57 pagineStatus of Advanced Ultra-Supercritical Pulverised Coal Technology - ccc229sarangss100% (1)
- Underground PE Wrapped Pipe 21 Years Paling LamaDocumento14 pagineUnderground PE Wrapped Pipe 21 Years Paling Lamahengkiirawan2008Nessuna valutazione finora
- Corrosion Failures: Theory, Case Studies, and SolutionsDa EverandCorrosion Failures: Theory, Case Studies, and SolutionsNessuna valutazione finora
- Systematic Methods of Water Quality Parameters Analysis: Analytical MethodsDa EverandSystematic Methods of Water Quality Parameters Analysis: Analytical MethodsNessuna valutazione finora
- Corrosion-Erosion On Waste Heat Recovery Boiler SyDocumento11 pagineCorrosion-Erosion On Waste Heat Recovery Boiler SyIan B. YtomNessuna valutazione finora
- Effect of Chloride Concentration On The Corrosion Rate in Carbon SteelDocumento7 pagineEffect of Chloride Concentration On The Corrosion Rate in Carbon SteelAziz SaputraNessuna valutazione finora
- Accelerated Corrosion of Steel Rebar in Concrete by Electromigration: Effect of Reservoir Length and Concrete MixesDocumento9 pagineAccelerated Corrosion of Steel Rebar in Concrete by Electromigration: Effect of Reservoir Length and Concrete MixesAlmas XamiNessuna valutazione finora
- Drift and Diffusion CurrentsDocumento6 pagineDrift and Diffusion Currentsprabhat_prem50% (4)
- KTH ThesisDocumento137 pagineKTH Thesisvarun hemanthNessuna valutazione finora
- Conductivity Type of Extrinsic Semiconducting Materials: Standard Test Methods ForDocumento6 pagineConductivity Type of Extrinsic Semiconducting Materials: Standard Test Methods ForRob GridleyNessuna valutazione finora
- Seminar ReportDocumento44 pagineSeminar ReportAnirban Sur100% (1)
- B) DCAM PART 66 - Module 4 PDFDocumento114 pagineB) DCAM PART 66 - Module 4 PDFwmfadzli7265100% (2)
- PUC II Chemistry Scoring Hand BookDocumento63 paginePUC II Chemistry Scoring Hand BookVaishnavi VaishuNessuna valutazione finora
- JNTU Hyderabad B.tech ECE SyllabusDocumento28 pagineJNTU Hyderabad B.tech ECE Syllabuskrsrao74Nessuna valutazione finora
- Aircraft External Lights System: A Project OnDocumento37 pagineAircraft External Lights System: A Project OnYugal BirzareNessuna valutazione finora
- Cape PhysicsDocumento12 pagineCape PhysicsKeniel BarrettNessuna valutazione finora
- R20 CseDocumento196 pagineR20 Csesandeep_siriNessuna valutazione finora
- Ec 01Documento14 pagineEc 01Archit VermaNessuna valutazione finora
- PH6251-Engineering Physics II-with AnswersDocumento58 paginePH6251-Engineering Physics II-with Answersjj012586100% (2)
- New Horizon-Eng Phy SyllabusDocumento4 pagineNew Horizon-Eng Phy SyllabusSrinivasulu PuduNessuna valutazione finora
- Growth of Native Oxide On A Silicon Surface: Articles You May Be Interested inDocumento11 pagineGrowth of Native Oxide On A Silicon Surface: Articles You May Be Interested inAntonio LaneNessuna valutazione finora
- ProductionDocumento104 pagineProductionbk26Nessuna valutazione finora
- Band Gap of Semiconductor by MR - Charis Israel AnchaDocumento4 pagineBand Gap of Semiconductor by MR - Charis Israel AnchaCharis Israel AnchaNessuna valutazione finora
- Zno Nano Composite Poster 1Documento1 paginaZno Nano Composite Poster 1Amir KhalidNessuna valutazione finora
- Dielectric Constant With Local Field Effects IncludedDocumento8 pagineDielectric Constant With Local Field Effects IncludedCharles Marcotte GirardNessuna valutazione finora
- Periodic Exam 1Documento7 paginePeriodic Exam 1Inah RamosNessuna valutazione finora
- Diamond ChipDocumento2 pagineDiamond ChipNabil MuhammedNessuna valutazione finora
- Hall Effect LabDocumento8 pagineHall Effect LabTory JohansenNessuna valutazione finora
- Paf Branches Past Mcqs by Issb MaterialsDocumento17 paginePaf Branches Past Mcqs by Issb MaterialsJavaid IqbalNessuna valutazione finora
- The Spinning Solar CellDocumento4 pagineThe Spinning Solar CellEditor IJTSRDNessuna valutazione finora
- BPL - 301: Electricity and MagnetismDocumento8 pagineBPL - 301: Electricity and Magnetismasanamikasingh8Nessuna valutazione finora
- Flexible Bioelectronics With Power Autonomous Sensing and Data AnalyticsDocumento187 pagineFlexible Bioelectronics With Power Autonomous Sensing and Data AnalyticsYo MeNessuna valutazione finora
- 2-Metal Semiconductor ContactsDocumento32 pagine2-Metal Semiconductor ContactsSiddhesh GhodekarNessuna valutazione finora
- Grimes C. A., Varghese O., Ranjan S. - Solar Production of Hydrogen by Water Photoelectrolysis (2007)Documento561 pagineGrimes C. A., Varghese O., Ranjan S. - Solar Production of Hydrogen by Water Photoelectrolysis (2007)Benjamin F ZavalaNessuna valutazione finora