Potrebbero piacerti anche
- Glycerin Purification Column: Keerthana Baskaran 130686J CH 3060 - Plant and Equipment Design Assignment - 1Documento23 pagineGlycerin Purification Column: Keerthana Baskaran 130686J CH 3060 - Plant and Equipment Design Assignment - 1Keerthana Bas100% (1)
- Chapter 6 - Mechanical DesignDocumento121 pagineChapter 6 - Mechanical DesignohoreyNessuna valutazione finora
- Component DesignDocumento32 pagineComponent Designdaniel hambissaNessuna valutazione finora
- Numerical Problems - Casting PDFDocumento14 pagineNumerical Problems - Casting PDFSubramanian Chidambaram100% (1)
- Welding Rod CalculationDocumento4 pagineWelding Rod CalculationuemaaplNessuna valutazione finora
- Riser DesignDocumento4 pagineRiser DesignJiggy Jick100% (1)
- Problems On CastingDocumento28 pagineProblems On CastingShantha Kumar G C100% (2)
- Tugas Metalurgi Las - Heat Flow in WeldingDocumento4 pagineTugas Metalurgi Las - Heat Flow in WeldingRhidiyan Waroko100% (4)
- Report Fatigue PDFDocumento21 pagineReport Fatigue PDFHassan Aero100% (1)
- CH 3 PDFDocumento20 pagineCH 3 PDFHassaan SajidNessuna valutazione finora
- Homework CastingDocumento6 pagineHomework CastingYassineZklNessuna valutazione finora
- Production Conventional Question and AnswerDocumento10 pagineProduction Conventional Question and AnswerRamesh ChandraNessuna valutazione finora
- FinalDocumento12 pagineFinalchompink6900Nessuna valutazione finora
- Tutorial CastingDocumento4 pagineTutorial CastingFaIz FauziNessuna valutazione finora
- Outokumpu Acom High Strength Stainless Steel For Storage TanksDocumento10 pagineOutokumpu Acom High Strength Stainless Steel For Storage Tankshenrideterding1988Nessuna valutazione finora
- N0174147G Manufacturing ProcessesDocumento10 pagineN0174147G Manufacturing Processesphillip chirongweNessuna valutazione finora
- 6) 6.2 SeparatorDocumento29 pagine6) 6.2 SeparatorPeet AmranNessuna valutazione finora
- FA2015 Torispherical HeadDocumento4 pagineFA2015 Torispherical HeadAshok SureshNessuna valutazione finora
- Tks 3245 Perancangan Alat ProsesDocumento38 pagineTks 3245 Perancangan Alat Prosesfadhillah ivanNessuna valutazione finora
- Watertank GSDocumento24 pagineWatertank GSjnnce420Nessuna valutazione finora
- Agenda Item: 650-569: Title: Shell Design VDP Method, Variable Corrosion Date: ContactDocumento4 pagineAgenda Item: 650-569: Title: Shell Design VDP Method, Variable Corrosion Date: ContactMuhammad ChairulNessuna valutazione finora
- Stiffening Ring Cal For Exteneral Press.Documento11 pagineStiffening Ring Cal For Exteneral Press.inspectormhp100% (1)
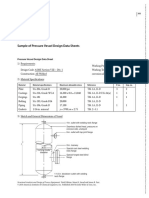
- Structural Analysis and Design of Process Equipment - 2018 - Jawad - Sample of Pressure Vessel Design Data SheetsDocumento13 pagineStructural Analysis and Design of Process Equipment - 2018 - Jawad - Sample of Pressure Vessel Design Data SheetsnaveenNessuna valutazione finora
- ISF Aachen Welding Technology Part II PDFDocumento140 pagineISF Aachen Welding Technology Part II PDFscott2355Nessuna valutazione finora
- Tutorial Last AnswerDocumento9 pagineTutorial Last AnswerEswaran ManakorNessuna valutazione finora
- How To Design Concrete Structures Using Eurocode 2 - (3) SlabsDocumento8 pagineHow To Design Concrete Structures Using Eurocode 2 - (3) Slabsbobbytirona566100% (1)
- DC 53 CatalogDocumento4 pagineDC 53 CatalogHonza MičkaNessuna valutazione finora
- Plasma Arc CuttingDocumento13 paginePlasma Arc CuttingSarahNessuna valutazione finora
- Examples and Answers-The Science and Engineering of MaterialsDocumento6 pagineExamples and Answers-The Science and Engineering of MaterialschutiyaNessuna valutazione finora
- Materials and Cold Work of Forming: 2.1 Steel StandardsDocumento23 pagineMaterials and Cold Work of Forming: 2.1 Steel Standardshunter8080Nessuna valutazione finora
- Metal PressworkDocumento32 pagineMetal PressworkLihle Ayabonga NcambacaNessuna valutazione finora
- Unit2B SSDocumento8 pagineUnit2B SSRahul YadavNessuna valutazione finora
- Job Knowledge 95 - Calculating Weld Volume and Weight (July 2008)Documento3 pagineJob Knowledge 95 - Calculating Weld Volume and Weight (July 2008)waleed yehiaNessuna valutazione finora
- Miet2072 C7Documento17 pagineMiet2072 C7vincent02hk_57881301Nessuna valutazione finora
- Alloy Castings: Experimental Analysis of Cylindrical Riser Design For Lm6 AluminiumDocumento10 pagineAlloy Castings: Experimental Analysis of Cylindrical Riser Design For Lm6 AluminiumvengadeshNessuna valutazione finora
- Injection Mold DesignDocumento12 pagineInjection Mold DesignbobNessuna valutazione finora
- Thickness Cal. Fo DM Water Storage Tank-API 650Documento15 pagineThickness Cal. Fo DM Water Storage Tank-API 650Jose Rodriguez50% (2)
- Lecture Mechanical Design of Heat ExchangerDocumento46 pagineLecture Mechanical Design of Heat ExchangerDawitNessuna valutazione finora
- Thin CylinderDocumento10 pagineThin Cylinderarunnical100% (3)
- Heat-Treatment of High Carbon Steel Wire - PatentingDocumento4 pagineHeat-Treatment of High Carbon Steel Wire - Patentingعزت عبد المنعم100% (1)
- Final Exam Key AnswerDocumento6 pagineFinal Exam Key Answergirma worku100% (1)
- Quay Walls - Combined - Wall - Buckling - TubesDocumento12 pagineQuay Walls - Combined - Wall - Buckling - TubesHugo LeiteNessuna valutazione finora
- Calculating Weld Volume and Weight: Welding CostsDocumento4 pagineCalculating Weld Volume and Weight: Welding CostsMehmet SoysalNessuna valutazione finora
- Nptel CombinedDocumento76 pagineNptel CombinedRADHE GRAPHICSNessuna valutazione finora
- Design For RC Flat SlabsDocumento70 pagineDesign For RC Flat SlabsAil Aafaaq100% (3)
- ManPro IJan 2020Documento5 pagineManPro IJan 2020Mansingh YadavNessuna valutazione finora
- PVD Coating-ADocumento12 paginePVD Coating-Arijoy p pNessuna valutazione finora
- Design of Cylindrical Shell Part 2Documento14 pagineDesign of Cylindrical Shell Part 2Tito FebriantoNessuna valutazione finora
- Design of Penstock Pipe For A HydroelectDocumento21 pagineDesign of Penstock Pipe For A Hydroelectjanardhana100% (1)
- Dilli Max 690Documento4 pagineDilli Max 690Fernando Alonso Troncos MendivesNessuna valutazione finora
- WeldDocumento3 pagineWeldSenthil SubramanianNessuna valutazione finora
- Cylinders, Compound Cylinders, Press & Shrink FitsDocumento9 pagineCylinders, Compound Cylinders, Press & Shrink Fitstvsaagar100% (1)
- Vessel, BS5500 Cat-3, Is Followed. The Chamber Is Designed As A Pressure VesselDocumento19 pagineVessel, BS5500 Cat-3, Is Followed. The Chamber Is Designed As A Pressure Vesselbhalchandrak1867Nessuna valutazione finora
- TS7 Unfolding Computation MethodsDocumento11 pagineTS7 Unfolding Computation MethodsNina GregorioNessuna valutazione finora
- IWE4-3 - Residual StressesDocumento16 pagineIWE4-3 - Residual StressesIrmantas ŠakysNessuna valutazione finora
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsDa EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsValutazione: 4.5 su 5 stelle4.5/5 (10)
- Chem Academy: Enolate ChemistryDocumento13 pagineChem Academy: Enolate ChemistryHamit RanaNessuna valutazione finora
- Presentation: Darwisa G. Hawari Dip-Ems 1ADocumento35 paginePresentation: Darwisa G. Hawari Dip-Ems 1AZeal Alexis MontellorNessuna valutazione finora
- ARO 2019 PX20X 2 Inch Metallic Diaphragm Pump Manual Fluid SectionDocumento12 pagineARO 2019 PX20X 2 Inch Metallic Diaphragm Pump Manual Fluid Sectionduc tranNessuna valutazione finora
- Potent Antimutagenic Activity of White Tea in Comparison With Green Tea in The Salmonella AssayDocumento15 paginePotent Antimutagenic Activity of White Tea in Comparison With Green Tea in The Salmonella AssayPhan Anh TrịnhNessuna valutazione finora
- RT (Main)Documento16 pagineRT (Main)Keshav Singhal100% (1)
- NT Mat 003 - Assessment of Corrosion Protection Classes For Inorganic Coatings On Steel - Nordtest MethodDocumento7 pagineNT Mat 003 - Assessment of Corrosion Protection Classes For Inorganic Coatings On Steel - Nordtest MethodCorina StanculescuNessuna valutazione finora
- Single Phase Heat Transfer and Pressure Drop Characteristics of Micro-Fin TubesDocumento2 pagineSingle Phase Heat Transfer and Pressure Drop Characteristics of Micro-Fin TubesGerehNessuna valutazione finora
- Torsion I: Prepared By: Nash BonaventuraDocumento25 pagineTorsion I: Prepared By: Nash Bonaventuranashb96Nessuna valutazione finora
- Blueberry Fruit QualityDocumento4 pagineBlueberry Fruit Qualityolga leonNessuna valutazione finora
- Untitled PresentationDocumento10 pagineUntitled Presentationanurag singhNessuna valutazione finora
- ManometerDocumento2 pagineManometerAlexanderSorianoNessuna valutazione finora
- Bitesize Bio SDS-PAGE Cheat Sheet: Essential Buffer and Gel Recipes For Your LaboratoryDocumento4 pagineBitesize Bio SDS-PAGE Cheat Sheet: Essential Buffer and Gel Recipes For Your LaboratoryCristian RuizNessuna valutazione finora
- Coatings Formulation: Bodo Müller - Ulrich PothDocumento285 pagineCoatings Formulation: Bodo Müller - Ulrich PothAdnan HussainNessuna valutazione finora
- The Effect of Polycarboxylate Ethers As Deflocculants in CastablesDocumento4 pagineThe Effect of Polycarboxylate Ethers As Deflocculants in CastablesAmi Sa100% (1)
- Mark Scheme (Results) Summer 2016Documento31 pagineMark Scheme (Results) Summer 2016NaushinNessuna valutazione finora
- 5070 s23 QP 42 MergedDocumento100 pagine5070 s23 QP 42 MergedMuhammad QasimNessuna valutazione finora
- Flootank® Catalogue 2022Documento21 pagineFlootank® Catalogue 2022Anindra Ahmad FarrasNessuna valutazione finora
- PE6705 Water Flooding and Enhanced Oil Recovery L T P C 3 0 0 3 Objective: Unit I 9Documento6 paginePE6705 Water Flooding and Enhanced Oil Recovery L T P C 3 0 0 3 Objective: Unit I 9Prince ImmanuelNessuna valutazione finora
- Pulp Mill Odor ControlDocumento6 paginePulp Mill Odor Controlalakazum28Nessuna valutazione finora
- The Influence of Methanol Concentration To Biodiesel Yield and QualityDocumento5 pagineThe Influence of Methanol Concentration To Biodiesel Yield and QualityOniNessuna valutazione finora
- MasterEmaco S 466 PDFDocumento145 pagineMasterEmaco S 466 PDFSri KanthNessuna valutazione finora
- MSDS BenzeneDocumento3 pagineMSDS BenzeneUmair JavedNessuna valutazione finora
- Cationic and Anionic Redox in Lithium-Ion Based Batteries PDFDocumento18 pagineCationic and Anionic Redox in Lithium-Ion Based Batteries PDFLeilane Natsumi Alves KanbaraNessuna valutazione finora
- Eudragit l100 55 PDFDocumento2 pagineEudragit l100 55 PDFJohnNessuna valutazione finora
- Fish Processing HandoutDocumento1 paginaFish Processing HandoutGre ChieNessuna valutazione finora
- Solutions - Levi a.F.J. Applied Quantum Mechanics.. Solutions Manual (2ed., CUP, 2006) (ISBN 0521860962) (73s) - PQMTBDocumento73 pagineSolutions - Levi a.F.J. Applied Quantum Mechanics.. Solutions Manual (2ed., CUP, 2006) (ISBN 0521860962) (73s) - PQMTBenareshkumar23100% (1)
- Physical Chemistry - R. L. MadanDocumento1 paginaPhysical Chemistry - R. L. MadanOscar Santos EstofaneroNessuna valutazione finora
- Chapter 9 The Endocrine SystemDocumento1 paginaChapter 9 The Endocrine SystemacNessuna valutazione finora
- Class 6 Asm 1 Science Chemistry Unit 1: Sorting Separation and ChangesDocumento2 pagineClass 6 Asm 1 Science Chemistry Unit 1: Sorting Separation and Changessipdas 10a100% (1)