Potrebbero piacerti anche
- Hydro Testing + Post Weld Heat TreatmentDocumento20 pagineHydro Testing + Post Weld Heat TreatmentRafia ZafarNessuna valutazione finora
- Pneumatic Testing Procedure For PipelinesDocumento3 paginePneumatic Testing Procedure For PipelinesKu Masayu Ku HusinNessuna valutazione finora
- To Commissioning Manual: Appendix No. 1Documento7 pagineTo Commissioning Manual: Appendix No. 1Bassem BalghouthiNessuna valutazione finora
- A.9.02 - CPCL Itp For Utility Boiler PackageDocumento3 pagineA.9.02 - CPCL Itp For Utility Boiler PackageGanesh EshwarNessuna valutazione finora
- Report No. TA-V-1456Documento2 pagineReport No. TA-V-1456u04ajf3Nessuna valutazione finora
- Butt JointsDocumento21 pagineButt JointsRaj1-23Nessuna valutazione finora
- Petronas Technical Standards: Shop and Field Fabrication of Steel PipingDocumento30 paginePetronas Technical Standards: Shop and Field Fabrication of Steel PipingAli YarahmadiNessuna valutazione finora
- Hydro Test ProcedureDocumento8 pagineHydro Test Procedurevinoth100% (3)
- If You Want The ASTM Standard For Adhesion Testing of Thermal Sprayed Coatings ASTM C633Documento3 pagineIf You Want The ASTM Standard For Adhesion Testing of Thermal Sprayed Coatings ASTM C633rajauae2008100% (1)
- Helium Leak TestDocumento8 pagineHelium Leak TestHiren Panchal50% (2)
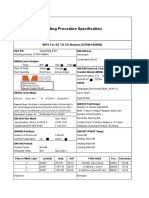
- Welding Procedure Specification: Wps For Ss To Cs Material (Gtaw+Smaw)Documento1 paginaWelding Procedure Specification: Wps For Ss To Cs Material (Gtaw+Smaw)Lipika GayenNessuna valutazione finora
- Procedure Welding Part 2Documento14 pagineProcedure Welding Part 2mohammadNessuna valutazione finora
- Pneumatic TestDocumento3 paginePneumatic Testpuneethkumarr100% (1)
- Heat Treatment Requirement As Per ASME B31.3Documento2 pagineHeat Treatment Requirement As Per ASME B31.3Siddiqui Abdul Khaliq67% (3)
- Technical Manual - 2000 USG Horizontal Lined Acid TankDocumento20 pagineTechnical Manual - 2000 USG Horizontal Lined Acid TankGade JyNessuna valutazione finora
- Flange Inspection - Part1Documento5 pagineFlange Inspection - Part1safwanNessuna valutazione finora
- 3LPE Repair ProcedureDocumento3 pagine3LPE Repair Procedurelhanx2Nessuna valutazione finora
- Pressurized Air Shock BlowingDocumento3 paginePressurized Air Shock BlowingEmir PayNessuna valutazione finora
- Pipeline Drying ProceduresDocumento6 paginePipeline Drying Proceduresronald rodrigoNessuna valutazione finora
- Hydrostatic Shell TestDocumento5 pagineHydrostatic Shell TestsojeckNessuna valutazione finora
- Piping Pneumatic Test ProcedureDocumento2 paginePiping Pneumatic Test Procedureruzla67% (3)
- Pneumatic Test - Write UpDocumento7 paginePneumatic Test - Write UpDilip0% (1)
- AL Wps PDFDocumento4 pagineAL Wps PDFprem nautiyalNessuna valutazione finora
- ITP For Inspection Fin-Fan Cooler 03-E-2A (1 & 2) B1CDocumento2 pagineITP For Inspection Fin-Fan Cooler 03-E-2A (1 & 2) B1CAmel Rayhan Aira100% (5)
- Pipeline TestingDocumento4 paginePipeline Testingveljko2008100% (1)
- S.O.P For Hydro-Test: Ipcl-Gandhar Complex WI/GC-C&I/6.3/001 GC Maintenance Manual Hydro Test OF5Documento7 pagineS.O.P For Hydro-Test: Ipcl-Gandhar Complex WI/GC-C&I/6.3/001 GC Maintenance Manual Hydro Test OF5கோகுல் இராNessuna valutazione finora
- API 598 Testing Procedure-20130720-032647Documento2 pagineAPI 598 Testing Procedure-20130720-032647JOMAGUES100% (1)
- Fluid Service CategoriesDocumento5 pagineFluid Service CategoriesKodali Naveen Kumar100% (1)
- ASME V Article 10 Leak TestingDocumento2 pagineASME V Article 10 Leak TestingAmanda Ariesta Aprilia0% (1)
- Multi Process Welding Procedures QW200.4 (ASME IX)Documento1 paginaMulti Process Welding Procedures QW200.4 (ASME IX)HoangNessuna valutazione finora
- Pages From NSH-SAOMPP-QCP-PI-021 Hydratight Procedure For Flange Hydraulic Torque TighteningDocumento2 paginePages From NSH-SAOMPP-QCP-PI-021 Hydratight Procedure For Flange Hydraulic Torque TighteningRajis Rahim100% (1)
- WPS and PQR ChecklistDocumento2 pagineWPS and PQR Checklistshabbir626Nessuna valutazione finora
- Hydrotest ProcedureDocumento3 pagineHydrotest Procedureaman131100% (2)
- TK®-236 Physical Properties: 1. HardnessDocumento2 pagineTK®-236 Physical Properties: 1. HardnessSaradhi MedapureddyNessuna valutazione finora
- Pressure Testing of Pressure VesselDocumento3 paginePressure Testing of Pressure VesselAriq FauzanNessuna valutazione finora
- Piping System Hydraulic Test Procedure R0Documento6 paginePiping System Hydraulic Test Procedure R0cmc261185Nessuna valutazione finora
- WPQ PDFDocumento0 pagineWPQ PDFstanleyNessuna valutazione finora
- Proc SopDocumento90 pagineProc SopJohn Dolan100% (1)
- 9501-PP-QA-009 Piping Leak Test Procedure R-0Documento27 pagine9501-PP-QA-009 Piping Leak Test Procedure R-0Josh RuddyNessuna valutazione finora
- Structural Steel and Pipe Work ProcedureDocumento5 pagineStructural Steel and Pipe Work ProcedureMohamed100% (2)
- Enbridge Pipeline Repair Workplan WeldingDocumento23 pagineEnbridge Pipeline Repair Workplan WeldingJesus MaestreNessuna valutazione finora
- ROCEDURE - INSPECTION & TEST ValvesDocumento10 pagineROCEDURE - INSPECTION & TEST Valvessabes26Nessuna valutazione finora
- Hydrotest Test PacksDocumento1 paginaHydrotest Test Packsswaraj4u50% (2)
- Witness Joint ChecklistDocumento1 paginaWitness Joint ChecklistAustin J AlfredNessuna valutazione finora
- Hydro Test ReportDocumento2 pagineHydro Test ReportAnonymous a8oga83Nessuna valutazione finora
- P 2 X Tadj X .35 X SMYS X Ej Do: N-G-PI-305: Hot Tap & Stopples Procedure - Hot Tap Fitting Selection ChartDocumento1 paginaP 2 X Tadj X .35 X SMYS X Ej Do: N-G-PI-305: Hot Tap & Stopples Procedure - Hot Tap Fitting Selection Chartorqh007Nessuna valutazione finora
- Using s275jr For Asme Div1 Vessel-UnassignedDocumento6 pagineUsing s275jr For Asme Div1 Vessel-UnassignedNasrul AdliNessuna valutazione finora
- Welding Procecure SpecificationDocumento9 pagineWelding Procecure SpecificationNwoha PeterNessuna valutazione finora
- Pressure Vessel Dimension Inspection PDFDocumento17 paginePressure Vessel Dimension Inspection PDFEqubal KhanNessuna valutazione finora
- Step 3 Hydrotest Diagram Stage 1Documento1 paginaStep 3 Hydrotest Diagram Stage 1mansih457100% (1)
- Pneumatic Test ProcedureDocumento2 paginePneumatic Test Proceduredyke_engg67% (3)
- Hydrostatic TestingDocumento18 pagineHydrostatic TestingRicardoNessuna valutazione finora
- Spark Testing of Rubber Lining PDFDocumento2 pagineSpark Testing of Rubber Lining PDFNima Sharifi100% (1)
- ASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationDocumento2 pagineASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationAmit SharmaNessuna valutazione finora
- Bolted Flanged Joints New Methods Practices ProceedingsDocumento2 pagineBolted Flanged Joints New Methods Practices ProceedingsMladen ČorokaloNessuna valutazione finora
- AB-522 Standard Pneumatic Test Procedure RequirementsDocumento16 pagineAB-522 Standard Pneumatic Test Procedure RequirementsShank HackerNessuna valutazione finora
- Pneumatic TestDocumento6 paginePneumatic TestSubbarayan SaravanakumarNessuna valutazione finora
- NDT Pressure TestingDocumento23 pagineNDT Pressure TestingRamu Nallathambi100% (2)
- Pressure & Leak TestingDocumento18 paginePressure & Leak TestingBilly KurniawanNessuna valutazione finora
- Pressure Tests of Piping Systems-Hydrotest Vs Pneumatic TestDocumento4 paginePressure Tests of Piping Systems-Hydrotest Vs Pneumatic TestRakesh RanjanNessuna valutazione finora
- How A Steam Jet EjectorDocumento1 paginaHow A Steam Jet EjectorjokishNessuna valutazione finora
- Bound Moisture. This Is Water Retained So That It Exerts A Vapour Pressure Less Than ThatDocumento1 paginaBound Moisture. This Is Water Retained So That It Exerts A Vapour Pressure Less Than ThatjokishNessuna valutazione finora
- Objectives Boiler Water TreatmentDocumento1 paginaObjectives Boiler Water TreatmentjokishNessuna valutazione finora
- DryingDocumento1 paginaDryingjokishNessuna valutazione finora
- DryingDocumento1 paginaDryingjokishNessuna valutazione finora
- Bound Moisture. This Is Water Retained So That It Exerts A Vapour Pressure Less Than ThatDocumento1 paginaBound Moisture. This Is Water Retained So That It Exerts A Vapour Pressure Less Than ThatjokishNessuna valutazione finora
- Notes On Plant Layout Part 1Documento1 paginaNotes On Plant Layout Part 1jokishNessuna valutazione finora
- What Is CommissioningDocumento1 paginaWhat Is CommissioningjokishNessuna valutazione finora
- Wire RopeDocumento1 paginaWire RopejokishNessuna valutazione finora
- ConductanceDocumento1 paginaConductancejokishNessuna valutazione finora
- Jet PumpsDocumento3 pagineJet PumpsjokishNessuna valutazione finora
- Pressure Relief DeviceDocumento1 paginaPressure Relief DevicejokishNessuna valutazione finora
- Applications of Liquid Ejectors and Jet PumpsDocumento1 paginaApplications of Liquid Ejectors and Jet PumpsjokishNessuna valutazione finora
- Chemical Engineering ReferenceDocumento2 pagineChemical Engineering Referencejokish0% (1)
- Typical Overall Heat-Transfer CoefficientsDocumento2 pagineTypical Overall Heat-Transfer CoefficientsjokishNessuna valutazione finora
- Calculation of The LFL and UFL of MixturesDocumento1 paginaCalculation of The LFL and UFL of MixturesjokishNessuna valutazione finora
- BafflesDocumento1 paginaBafflesjokishNessuna valutazione finora
- Mixing and AgitationDocumento1 paginaMixing and AgitationjokishNessuna valutazione finora
- EjectorsDocumento1 paginaEjectorsjokishNessuna valutazione finora
- Impeller TypesDocumento1 paginaImpeller TypesjokishNessuna valutazione finora
- Humid PDFDocumento4 pagineHumid PDFFrank MtetwaNessuna valutazione finora
- Preliminary Heat Exchanger Design ExampleDocumento4 paginePreliminary Heat Exchanger Design ExamplejokishNessuna valutazione finora
- How To Do Sundarkand Path & BenifitsDocumento1 paginaHow To Do Sundarkand Path & BenifitsjokishNessuna valutazione finora
- Fundamentals of Heat Exchanger Theory and DesignDocumento3 pagineFundamentals of Heat Exchanger Theory and DesignSakthikumar ChandrasekaranNessuna valutazione finora
- Intro To Mechanical Draft CoolersDocumento1 paginaIntro To Mechanical Draft CoolersjokishNessuna valutazione finora
- FansDocumento1 paginaFansjokishNessuna valutazione finora
- Systems Review: Systems Are Defined As A Set of Interacting or Interdependent Equipment and ProcessDocumento2 pagineSystems Review: Systems Are Defined As A Set of Interacting or Interdependent Equipment and ProcessjokishNessuna valutazione finora
- Stress AnalysisDocumento1 paginaStress AnalysisjokishNessuna valutazione finora
- Natural Draft Cooling TowersDocumento2 pagineNatural Draft Cooling TowersjokishNessuna valutazione finora
- PumpsDocumento1 paginaPumpsjokishNessuna valutazione finora
- The Carbon Emissions Associated With The Generation of ElectricityDocumento3 pagineThe Carbon Emissions Associated With The Generation of ElectricityHamyal AbdullahNessuna valutazione finora
- Water Turbine His To RZDocumento6 pagineWater Turbine His To RZJosef LoLNessuna valutazione finora
- 8th Sem - Assignment - MD II (2962108)Documento5 pagine8th Sem - Assignment - MD II (2962108)rishabhk28995Nessuna valutazione finora
- 132 KV GSSDocumento26 pagine132 KV GSSPhillip LongNessuna valutazione finora
- McCullough On ERCOT Weather EventsDocumento5 pagineMcCullough On ERCOT Weather Eventstom_fowler7438Nessuna valutazione finora
- CBSE Sample Paper - 03 Summative Assessment - Ii Class - Ix ScienceDocumento4 pagineCBSE Sample Paper - 03 Summative Assessment - Ii Class - Ix ScienceJitendra Karn Rajput100% (1)
- PV System Energy Performance Evaluations SP7.6Documento14 paginePV System Energy Performance Evaluations SP7.6SohaibNessuna valutazione finora
- Energy Storage TechDocumento4 pagineEnergy Storage TechGodfrey EmilioNessuna valutazione finora
- Climate Change Warning British English Upper Intermediate Advanced GroupDocumento4 pagineClimate Change Warning British English Upper Intermediate Advanced Groupsharondun1970Nessuna valutazione finora
- Improvements Biodiesel en 14214Documento171 pagineImprovements Biodiesel en 14214Ramadhan Dipta MaulaNessuna valutazione finora
- Skyville and Skyterrace at DawsonDocumento52 pagineSkyville and Skyterrace at DawsondevynaNessuna valutazione finora
- DG Optimal DistributionDocumento5 pagineDG Optimal DistributionAemiroNessuna valutazione finora
- 3 Hours / 70 Marks: Seat NoDocumento3 pagine3 Hours / 70 Marks: Seat NomeghrajkadamNessuna valutazione finora
- Presentation ESP GroundingDocumento60 paginePresentation ESP Groundingwilzy74Nessuna valutazione finora
- List of Eligible Consultants For Grid Connected Solar Power Project: Sector Code - 01Documento1 paginaList of Eligible Consultants For Grid Connected Solar Power Project: Sector Code - 01devashreechandeNessuna valutazione finora
- Zumma Energy Consulting - IndustryUpdate - May2020Documento8 pagineZumma Energy Consulting - IndustryUpdate - May2020Pedro MentadoNessuna valutazione finora
- ERKE Group, IHC Fundex F2200 Hydraulic Foundation MachineDocumento2 pagineERKE Group, IHC Fundex F2200 Hydraulic Foundation MachineerkegroupNessuna valutazione finora
- Cav03 OS 4 010Documento7 pagineCav03 OS 4 010Emad ElsaidNessuna valutazione finora
- CFD Analysis of Straight Ventilated Disc Brake PDFDocumento7 pagineCFD Analysis of Straight Ventilated Disc Brake PDFRogerDePaulaNessuna valutazione finora
- HydroelectricDocumento10 pagineHydroelectricBochiNessuna valutazione finora
- SanjuDocumento23 pagineSanjuAnbarasan MuthaiahNessuna valutazione finora
- NNPCDocumento21 pagineNNPCtsar_philip2010100% (1)
- Rexa Manual x2 Iom 10-2014Documento294 pagineRexa Manual x2 Iom 10-2014AH100% (1)
- Doosan Wind TurbineDocumento16 pagineDoosan Wind TurbineUhrinImreNessuna valutazione finora
- CH 5Documento35 pagineCH 5AbrhaNessuna valutazione finora
- Process Design of Heat Exchangers PDFDocumento80 pagineProcess Design of Heat Exchangers PDFUdayan Panda100% (2)
- Crosshead SlapDocumento2 pagineCrosshead SlapJose Luis RattiaNessuna valutazione finora
- FINAL Reiki Handbook1Documento73 pagineFINAL Reiki Handbook1harmanpkNessuna valutazione finora
- Neutral Position in DCVDocumento6 pagineNeutral Position in DCVAimee SpearsNessuna valutazione finora
- The Cyanide Canary: A True Story of InjusticeDa EverandThe Cyanide Canary: A True Story of InjusticeValutazione: 4 su 5 stelle4/5 (52)
- Guidelines for Auditing Process Safety Management SystemsDa EverandGuidelines for Auditing Process Safety Management SystemsNessuna valutazione finora
- Workbook to Accompany Maintenance & Reliability Best PracticesDa EverandWorkbook to Accompany Maintenance & Reliability Best PracticesValutazione: 3.5 su 5 stelle3.5/5 (3)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionDa EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionValutazione: 3 su 5 stelle3/5 (1)
- Waste: One Woman’s Fight Against America’s Dirty SecretDa EverandWaste: One Woman’s Fight Against America’s Dirty SecretValutazione: 5 su 5 stelle5/5 (1)
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisDa EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisValutazione: 5 su 5 stelle5/5 (1)
- A Complete Guide to Safety Officer Interview Questions and AnswersDa EverandA Complete Guide to Safety Officer Interview Questions and AnswersValutazione: 4 su 5 stelle4/5 (1)
- Introduction to Petroleum Process SafetyDa EverandIntroduction to Petroleum Process SafetyValutazione: 3 su 5 stelle3/5 (2)
- Introduction to Ecology and Environmental Laws in IndiaDa EverandIntroduction to Ecology and Environmental Laws in IndiaNessuna valutazione finora
- Chemical Process Safety: Learning from Case HistoriesDa EverandChemical Process Safety: Learning from Case HistoriesValutazione: 4 su 5 stelle4/5 (14)
- Rules of Thumb for Maintenance and Reliability EngineersDa EverandRules of Thumb for Maintenance and Reliability EngineersValutazione: 4.5 su 5 stelle4.5/5 (12)
- Fire Fighting Pumping Systems at Industrial FacilitiesDa EverandFire Fighting Pumping Systems at Industrial FacilitiesValutazione: 4.5 su 5 stelle4.5/5 (3)
- Epidemiology and Demography in Public HealthDa EverandEpidemiology and Demography in Public HealthJaphet KillewoValutazione: 5 su 5 stelle5/5 (1)
- Healthy Buildings: How Indoor Spaces Drive Performance and ProductivityDa EverandHealthy Buildings: How Indoor Spaces Drive Performance and ProductivityValutazione: 5 su 5 stelle5/5 (2)
- Plutopia: Nuclear Families, Atomic Cities, and the Great Soviet and American Plutonium DisastersDa EverandPlutopia: Nuclear Families, Atomic Cities, and the Great Soviet and American Plutonium DisastersValutazione: 4 su 5 stelle4/5 (32)
- Environmental Justice: Issues, Policies, and SolutionsDa EverandEnvironmental Justice: Issues, Policies, and SolutionsNessuna valutazione finora
- Tensor Technology Guide: Tensor Ring Benefits and UsesDa EverandTensor Technology Guide: Tensor Ring Benefits and UsesValutazione: 5 su 5 stelle5/5 (2)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsDa EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNessuna valutazione finora
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationDa EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNessuna valutazione finora
- Handbook of Hazardous Chemical PropertiesDa EverandHandbook of Hazardous Chemical PropertiesValutazione: 5 su 5 stelle5/5 (1)
- Culture, Health and Illness: An Introduction for Health ProfessionalsDa EverandCulture, Health and Illness: An Introduction for Health ProfessionalsNessuna valutazione finora
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemDa EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemNessuna valutazione finora
- A Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesDa EverandA Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesValutazione: 5 su 5 stelle5/5 (1)