Potrebbero piacerti anche
- Gas Turbine Air Filter System OptimizationDocumento10 pagineGas Turbine Air Filter System Optimizationsevero97Nessuna valutazione finora
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentDa EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentValutazione: 4.5 su 5 stelle4.5/5 (3)
- AHU (Air Handling Unit)Documento12 pagineAHU (Air Handling Unit)Arvind ChaudharyNessuna valutazione finora
- Bodor Topsinn Filter Todc-4b Tehnicki PodaciDocumento18 pagineBodor Topsinn Filter Todc-4b Tehnicki PodaciBodor Serbia Filos (Bodor Serbia)Nessuna valutazione finora
- Lecture No.7 (Air Filtration)Documento10 pagineLecture No.7 (Air Filtration)Mohsen HassanNessuna valutazione finora
- RAF Baghouse Filter MikropulDocumento4 pagineRAF Baghouse Filter MikropulCharik JainNessuna valutazione finora
- Conditioning and Distribution of Compressed AirDocumento19 pagineConditioning and Distribution of Compressed AirKCNessuna valutazione finora
- 39CQDocumento10 pagine39CQAnonymous yPWi8p3KkANessuna valutazione finora
- Ventilation and Air-ConditioningDocumento93 pagineVentilation and Air-ConditioningEmmanuel P Dube100% (2)
- Air Handling SystemsDocumento46 pagineAir Handling SystemsAnirudh BabbarNessuna valutazione finora
- The Inertial Filters Manufactured by Barclay Engineering Are SelfDocumento2 pagineThe Inertial Filters Manufactured by Barclay Engineering Are SelfArt JamesNessuna valutazione finora
- Air Intake Filters Case Study by Omar KhaledDocumento5 pagineAir Intake Filters Case Study by Omar KhaledOmar KhaledNessuna valutazione finora
- CCJ3 Air Inlet Filters FinalDocumento7 pagineCCJ3 Air Inlet Filters FinalDomingo Pinto100% (1)
- Page 42Documento1 paginaPage 42Mahmoud Ali Abd-elghany MousaNessuna valutazione finora
- Selecting Laboratory Exhaust SystemsDocumento3 pagineSelecting Laboratory Exhaust SystemsAnonymous 1zdRSWskhgNessuna valutazione finora
- Filter BrochureDocumento8 pagineFilter BrochurekalbrabazonNessuna valutazione finora
- 9.0 Dust Collection SystemsDocumento15 pagine9.0 Dust Collection SystemsNol BarandonNessuna valutazione finora
- Air Drying ProcessDocumento2 pagineAir Drying Processmarcoo8Nessuna valutazione finora
- Sanitaire Difussers AerationDocumento16 pagineSanitaire Difussers Aerationxbelda5041Nessuna valutazione finora
- Fabric Dust Collector SystemsDocumento50 pagineFabric Dust Collector Systemsbreyes25100% (3)
- FiltrationDocumento4 pagineFiltrationmido AANessuna valutazione finora
- Chapter C5: Air Handling UnitsDocumento16 pagineChapter C5: Air Handling UnitsAli AimranNessuna valutazione finora
- Dust Collector Evaluation and Selection Guide: (Mechanical Cleaning) Shaker Dust CollectorsDocumento7 pagineDust Collector Evaluation and Selection Guide: (Mechanical Cleaning) Shaker Dust CollectorsnaushadNessuna valutazione finora
- Fabric Lean Brochure Rev 3 ADocumento10 pagineFabric Lean Brochure Rev 3 AMurray BookchinNessuna valutazione finora
- Ventilation SystemDocumento22 pagineVentilation SystemPrakriti Goel100% (3)
- Horizontal and High-Efficiency CycloneDocumento6 pagineHorizontal and High-Efficiency Cyclonemshah222Nessuna valutazione finora
- FItrLTERS PDFDocumento4 pagineFItrLTERS PDFAriz Joelee ArthaNessuna valutazione finora
- Filters and Filtration HydraulicsDocumento18 pagineFilters and Filtration HydraulicsRej Idio OcampoNessuna valutazione finora
- Gasoline NoteDocumento75 pagineGasoline NoteWbamlak AshebrNessuna valutazione finora
- Ecology Unit SpecificationsDocumento3 pagineEcology Unit SpecificationsMotaz H OthmanNessuna valutazione finora
- Compressed Air UsesDocumento5 pagineCompressed Air Usesandy habibiNessuna valutazione finora
- Compressed Air Interchangeable Elements: Engineering SuccessDocumento66 pagineCompressed Air Interchangeable Elements: Engineering SuccesscarlosNessuna valutazione finora
- Axminster 03 - Dust Extraction & Wood Waste - p109-p126Documento18 pagineAxminster 03 - Dust Extraction & Wood Waste - p109-p126Pierre799esNessuna valutazione finora
- Insertable Dust Collectors NR.01B2 WEB PDFDocumento3 pagineInsertable Dust Collectors NR.01B2 WEB PDFEdy SuprayitnoNessuna valutazione finora
- Technical Data For HVACDocumento7 pagineTechnical Data For HVACgreyNessuna valutazione finora
- Uas SFC-16-2-H55Documento8 pagineUas SFC-16-2-H55Danny DiazNessuna valutazione finora
- Pulse Valve and Automation Components For Dust Collector SystemsDocumento19 paginePulse Valve and Automation Components For Dust Collector Systemsawangga putra maulanaNessuna valutazione finora
- Brochure AirFiltersDocumento12 pagineBrochure AirFilterssandeepkhandarNessuna valutazione finora
- Cyclones: Cyclone Efficiency Generally Increases WithDocumento12 pagineCyclones: Cyclone Efficiency Generally Increases Withnkhanzada100% (1)
- Air Preparation UnitDocumento3 pagineAir Preparation UnitzainabNessuna valutazione finora
- Air Conditioning and Ventilation 1Documento6 pagineAir Conditioning and Ventilation 1Fast ReinNessuna valutazione finora
- Jet Venturi Fume ScrubbersDocumento7 pagineJet Venturi Fume ScrubbersihllhmNessuna valutazione finora
- Automatic Air Filter Cleaner For Automobile Vehicles: M.Selvamuthukumar, G.Sugash and B.Gowthama RajanDocumento12 pagineAutomatic Air Filter Cleaner For Automobile Vehicles: M.Selvamuthukumar, G.Sugash and B.Gowthama RajanNARESH JAGATHKARINessuna valutazione finora
- Industrial VentilationDocumento14 pagineIndustrial VentilationARULSELVAN MURUGESANNessuna valutazione finora
- DonalsonDocumento6 pagineDonalsonrockyttpmcNessuna valutazione finora
- Operating and Maintaining Rooftop Air Conditioners: Ashrae JournalDocumento5 pagineOperating and Maintaining Rooftop Air Conditioners: Ashrae Journal01566653Nessuna valutazione finora
- Hospital Operating Theatre PDFDocumento56 pagineHospital Operating Theatre PDFTajudeen Ibrahim80% (5)
- FFUDocumento8 pagineFFUquynhanh2603Nessuna valutazione finora
- Source - Wiki: Edit EditDocumento5 pagineSource - Wiki: Edit EditWolfMensch1216Nessuna valutazione finora
- Chapter - 1 1.1 PunchingDocumento53 pagineChapter - 1 1.1 PunchingKkkkNessuna valutazione finora
- Ventilation: MDM Nurul Aini/Qus 3206Documento22 pagineVentilation: MDM Nurul Aini/Qus 3206Anisha NaiduNessuna valutazione finora
- Daikin Légkezelő KatalógusDocumento8 pagineDaikin Légkezelő KatalógusAl Dizdar NazarNessuna valutazione finora
- GE Energy LM2500+ G4 Operation and Maintenance Manual: Ventilation and Combustion Air System DescriptionDocumento4 pagineGE Energy LM2500+ G4 Operation and Maintenance Manual: Ventilation and Combustion Air System DescriptionAndrea CupelloNessuna valutazione finora
- Silo Vent FilterDocumento2 pagineSilo Vent FilterSUPERMIX EquipmentsNessuna valutazione finora
- Dust Collector DesignDocumento13 pagineDust Collector DesignAekJay50% (2)
- Air Filter: HEPA Filters Automotive Cabin Air Filters Internal Combustion Engine Air FiltersDocumento6 pagineAir Filter: HEPA Filters Automotive Cabin Air Filters Internal Combustion Engine Air FilterssacNessuna valutazione finora
- How To Avoid The Biggest Wastewater Aeration MistakeDocumento2 pagineHow To Avoid The Biggest Wastewater Aeration Mistakesriram sNessuna valutazione finora
- Process Filters EngDocumento12 pagineProcess Filters Engmaurozuri100% (1)
- Chapter 9Documento67 pagineChapter 9Ahmed Mohamed GadoNessuna valutazione finora
- Álvarez ATE 2016Documento16 pagineÁlvarez ATE 2016Anonymous PkeI8e84RsNessuna valutazione finora
- What Are The Pressure Requirements For Pipe Testing?Documento1 paginaWhat Are The Pressure Requirements For Pipe Testing?Anonymous PkeI8e84RsNessuna valutazione finora
- SmokingFetish 1000 p101 198Documento98 pagineSmokingFetish 1000 p101 198Anonymous PkeI8e84Rs50% (4)
- Busty Mature Lady Smokes A CigaretteDocumento1 paginaBusty Mature Lady Smokes A CigaretteAnonymous PkeI8e84Rs0% (2)
- SmokingFetish 1000 p1-100Documento100 pagineSmokingFetish 1000 p1-100Anonymous PkeI8e84Rs63% (8)
- Ss 1Documento2 pagineSs 1Anonymous PkeI8e84RsNessuna valutazione finora
- Test 003Documento1 paginaTest 003Anonymous PkeI8e84RsNessuna valutazione finora
- Valuation Cogeneration Plants Things To ConsiderDocumento8 pagineValuation Cogeneration Plants Things To ConsiderAnonymous PkeI8e84Rs100% (1)
- Item 2U Staff ReportDocumento22 pagineItem 2U Staff ReportAnonymous PkeI8e84RsNessuna valutazione finora
- Sample of WorkDocumento21 pagineSample of WorkAnonymous PkeI8e84RsNessuna valutazione finora
- Test Doc 001Documento1 paginaTest Doc 001Anonymous PkeI8e84RsNessuna valutazione finora
- Psychometric Success Numerical Ability - Computation Practice Test 1 PDFDocumento7 paginePsychometric Success Numerical Ability - Computation Practice Test 1 PDFMudiare UjeNessuna valutazione finora
- CHP 11Documento62 pagineCHP 11Anonymous PkeI8e84RsNessuna valutazione finora
- Hillary Has Fun2Documento1 paginaHillary Has Fun2Anonymous PkeI8e84RsNessuna valutazione finora
- Math GamesDocumento27 pagineMath GamesAnonymous PkeI8e84RsNessuna valutazione finora
- SDSD 88 88 999 Ji Iuy F Iyta 8889 987 JJJ SDSD 9999jjj KK JJ kkfkdf90595lllkkkkkkkkDocumento1 paginaSDSD 88 88 999 Ji Iuy F Iyta 8889 987 JJJ SDSD 9999jjj KK JJ kkfkdf90595lllkkkkkkkkAnonymous PkeI8e84RsNessuna valutazione finora
- Smoking BabeDocumento3 pagineSmoking BabeAnonymous PkeI8e84RsNessuna valutazione finora
- SDSD 88 88 999 Ji Iuy F Iyta 8889 987 JJJ SDSD 9999jjj KK JJ KKFKDFDocumento1 paginaSDSD 88 88 999 Ji Iuy F Iyta 8889 987 JJJ SDSD 9999jjj KK JJ KKFKDFAnonymous PkeI8e84RsNessuna valutazione finora
- SDSD 88 88 999 Ji Iuy F Iyta 8889 987 JJJ SDSD 9999jjj KK JJ KKFKDF HHJJJDocumento1 paginaSDSD 88 88 999 Ji Iuy F Iyta 8889 987 JJJ SDSD 9999jjj KK JJ KKFKDF HHJJJAnonymous PkeI8e84RsNessuna valutazione finora
- SDSD 88 88 999 Ji Iuy F Iyta 8889 987 JJJ SDSD 9999jjj KK JJ KKFKDF HHJJJ JJ JJJDocumento1 paginaSDSD 88 88 999 Ji Iuy F Iyta 8889 987 JJJ SDSD 9999jjj KK JJ KKFKDF HHJJJ JJ JJJAnonymous PkeI8e84RsNessuna valutazione finora
- Psychometric Success Verbal Ability - Spelling Practice Test 1Documento9 paginePsychometric Success Verbal Ability - Spelling Practice Test 1Dewinta Sari Pratiwi100% (1)
- Psychometric Success Numerical Ability - Reasoning Practice Test 1Documento7 paginePsychometric Success Numerical Ability - Reasoning Practice Test 1mita000Nessuna valutazione finora
- 6th Central Pay Commission Salary CalculatorDocumento15 pagine6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- SDSD 88 88 999 Ji Iuy F Iyta 8889 987 JJJ SDSD 9999jjj KK JJ KKFKDF HHJJJ JJ JJJ LLL LLDocumento1 paginaSDSD 88 88 999 Ji Iuy F Iyta 8889 987 JJJ SDSD 9999jjj KK JJ KKFKDF HHJJJ JJ JJJ LLL LLAnonymous PkeI8e84RsNessuna valutazione finora
- Sit Down, Stand UpDocumento1 paginaSit Down, Stand UpAnonymous PkeI8e84RsNessuna valutazione finora
- Psychometric Success Fault Diagnosis - Practice Test 1Documento12 paginePsychometric Success Fault Diagnosis - Practice Test 1emmaclick100% (1)
- Psychometric Success Mechanical Reasoning - Practice Test 1 PDFDocumento12 paginePsychometric Success Mechanical Reasoning - Practice Test 1 PDFKonul AlizadehNessuna valutazione finora
- Psychometric Success Verbal Ability - Spelling Practice Test 1Documento9 paginePsychometric Success Verbal Ability - Spelling Practice Test 1Dewinta Sari Pratiwi100% (1)
- 6th Central Pay Commission Salary CalculatorDocumento15 pagine6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Psychometric Success Concentration Practice Test 1 PDFDocumento0 paginePsychometric Success Concentration Practice Test 1 PDFEfran Ocehb100% (2)
- Casing Leaks PDFDocumento8 pagineCasing Leaks PDFChairul AbdiNessuna valutazione finora
- Present Day Challenges in Power SystemsDocumento80 paginePresent Day Challenges in Power SystemsboopelectraNessuna valutazione finora
- Unit Marie-CurieDocumento10 pagineUnit Marie-CurieZara GL -Escritora-Ensayista. Asesora MarketingNessuna valutazione finora
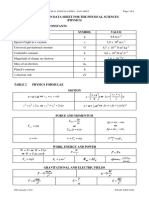
- Physical Sciences Ieb NSC Grade 12 Past Exam Papers 2016 p1 Data SheetDocumento2 paginePhysical Sciences Ieb NSC Grade 12 Past Exam Papers 2016 p1 Data Sheetoluhlevumisa07Nessuna valutazione finora
- Tehnički List ProizvodaDocumento1 paginaTehnički List ProizvodaTomislav LoinaNessuna valutazione finora
- Cervac Board HS&HS PlusDocumento2 pagineCervac Board HS&HS PlusCynthia MillerNessuna valutazione finora
- Gas Laws Packet Ideal Gas Law Worksheet PV NRTDocumento5 pagineGas Laws Packet Ideal Gas Law Worksheet PV NRTJose Barrera GaleraNessuna valutazione finora
- Properties of Alpha, Beta and Gamma.Documento3 pagineProperties of Alpha, Beta and Gamma.Allen Raleigh TesoroNessuna valutazione finora
- Bio F5 - 8.2 Biodiversity DLPDocumento19 pagineBio F5 - 8.2 Biodiversity DLPALAMEL MANZGHAI A/P GANESONNessuna valutazione finora
- Grid Connected Ground Mounted Solar Power Plant PDFDocumento35 pagineGrid Connected Ground Mounted Solar Power Plant PDFkannan1987sNessuna valutazione finora
- Earth Science ReviewerDocumento7 pagineEarth Science ReviewerSOPHIA MARGARETTE NOVELONessuna valutazione finora
- HaRa Solutions Brochure NewDocumento2 pagineHaRa Solutions Brochure NewvanilavarasuNessuna valutazione finora
- Requirements For A Tidal Power Demonstration SchemeDocumento6 pagineRequirements For A Tidal Power Demonstration SchemeMarlon MataNessuna valutazione finora
- Technical Standard For SolarDocumento44 pagineTechnical Standard For SolarAbhinav SinhaNessuna valutazione finora
- Energy Statement of Purpose: BackgroundDocumento2 pagineEnergy Statement of Purpose: BackgroundYASIN ISMAILNessuna valutazione finora
- Recycling On PlasticsDocumento15 pagineRecycling On PlasticskunalNessuna valutazione finora
- Fluid-Solid Non-Catalytic Reaction: Kinetics: Lecture OnDocumento13 pagineFluid-Solid Non-Catalytic Reaction: Kinetics: Lecture OnshubhamNessuna valutazione finora
- Chemistry SanikaDocumento11 pagineChemistry SanikaAman MujawarNessuna valutazione finora
- f5 Modul SBP EseiDocumento5 paginef5 Modul SBP EseiMohdNazreeNessuna valutazione finora
- Al 03402180221Documento4 pagineAl 03402180221International Journal of computational Engineering research (IJCER)Nessuna valutazione finora
- Determination of Specific Gravity or Relative Density of Substances (Formal Report)Documento3 pagineDetermination of Specific Gravity or Relative Density of Substances (Formal Report)Zac AshtonNessuna valutazione finora
- Key - 1162257 - 2023-10-11 05 - 46 - 58 +0000Documento13 pagineKey - 1162257 - 2023-10-11 05 - 46 - 58 +0000rajakshubham7730Nessuna valutazione finora
- Science 7 4th Quarter ExDocumento4 pagineScience 7 4th Quarter ExJoselito CepadaNessuna valutazione finora
- 360W PV Panel CatalogueDocumento2 pagine360W PV Panel Catalogueblue fluxNessuna valutazione finora
- Rock Mass Properties CalculationDocumento9 pagineRock Mass Properties CalculationP Allen Samuel IgnatiusNessuna valutazione finora
- Building Block of NatureDocumento2 pagineBuilding Block of NatureDharmendra SinghNessuna valutazione finora
- CH 3-2-Portland Cement Concrete MixDocumento81 pagineCH 3-2-Portland Cement Concrete MixHind AwadNessuna valutazione finora
- Implementation and Evaluation Maximum Power Point Tracking (MPPT) Based On Adaptive Neuro Fuzzy Inference Systems For Photovoltaıc PV SystemDocumento121 pagineImplementation and Evaluation Maximum Power Point Tracking (MPPT) Based On Adaptive Neuro Fuzzy Inference Systems For Photovoltaıc PV Systematılay demirezerNessuna valutazione finora
- SHM Ex2Documento1 paginaSHM Ex2Kshitij BansalNessuna valutazione finora
- General ScienceDocumento6 pagineGeneral ScienceSalvari VitasNessuna valutazione finora
- Practical Reservoir Engineering and CharacterizationDa EverandPractical Reservoir Engineering and CharacterizationValutazione: 4.5 su 5 stelle4.5/5 (3)
- Enhanced Oil Recovery Handout: A Focus on WaterfloodingDa EverandEnhanced Oil Recovery Handout: A Focus on WaterfloodingNessuna valutazione finora
- Pocket Guide to Flanges, Fittings, and Piping DataDa EverandPocket Guide to Flanges, Fittings, and Piping DataValutazione: 3.5 su 5 stelle3.5/5 (22)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesDa EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNessuna valutazione finora
- Gas-Liquid And Liquid-Liquid SeparatorsDa EverandGas-Liquid And Liquid-Liquid SeparatorsValutazione: 3.5 su 5 stelle3.5/5 (3)
- Well Testing Project Management: Onshore and Offshore OperationsDa EverandWell Testing Project Management: Onshore and Offshore OperationsNessuna valutazione finora
- Machine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsDa EverandMachine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsValutazione: 4 su 5 stelle4/5 (4)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideDa EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideValutazione: 2 su 5 stelle2/5 (1)
- Fundamentals and Applications of Bionic Drilling FluidsDa EverandFundamentals and Applications of Bionic Drilling FluidsNessuna valutazione finora
- Well Control for Completions and InterventionsDa EverandWell Control for Completions and InterventionsValutazione: 4 su 5 stelle4/5 (10)
- Heavy and Extra-heavy Oil Upgrading TechnologiesDa EverandHeavy and Extra-heavy Oil Upgrading TechnologiesValutazione: 4 su 5 stelle4/5 (2)
- Essentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesDa EverandEssentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesValutazione: 5 su 5 stelle5/5 (5)
- Advanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityDa EverandAdvanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityValutazione: 3 su 5 stelle3/5 (2)
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsDa EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsValutazione: 4 su 5 stelle4/5 (6)
- Asset Integrity Management for Offshore and Onshore StructuresDa EverandAsset Integrity Management for Offshore and Onshore StructuresNessuna valutazione finora
- Advanced Production Decline Analysis and ApplicationDa EverandAdvanced Production Decline Analysis and ApplicationValutazione: 3.5 su 5 stelle3.5/5 (4)
- A Practical Handbook for Drilling Fluids ProcessingDa EverandA Practical Handbook for Drilling Fluids ProcessingNessuna valutazione finora
- Gas and Oil Reliability Engineering: Modeling and AnalysisDa EverandGas and Oil Reliability Engineering: Modeling and AnalysisValutazione: 4.5 su 5 stelle4.5/5 (6)
- Hydro Testing Handbook: Principles, Practices, Applications, Formulas, and Common Q&ADa EverandHydro Testing Handbook: Principles, Practices, Applications, Formulas, and Common Q&ANessuna valutazione finora
- A Practical Guide to Piping and Valves for the Oil and Gas IndustryDa EverandA Practical Guide to Piping and Valves for the Oil and Gas IndustryValutazione: 5 su 5 stelle5/5 (3)