Potrebbero piacerti anche
- CNC BasicsDocumento208 pagineCNC Basicshoan van100% (2)
- CNC Macros PDFDocumento91 pagineCNC Macros PDF27b7m2100% (6)
- FANUC MANUAL GUIDE I - OPERATOR'S MANUAL - InglêsDocumento336 pagineFANUC MANUAL GUIDE I - OPERATOR'S MANUAL - InglêsSandro Alfradigne50% (2)
- CNC Program Entry and Editing On Fanuc Machines S.K. SinhaDocumento38 pagineCNC Program Entry and Editing On Fanuc Machines S.K. Sinhatheguru_999100% (7)
- CNC MillingDocumento70 pagineCNC Millingiresa_nurat100% (2)
- Servoworks CNC Macro Programming Manual: Revision 1.94 © 2011 Soft Servo Systems, IncDocumento80 pagineServoworks CNC Macro Programming Manual: Revision 1.94 © 2011 Soft Servo Systems, IncLe Hoang HiepNessuna valutazione finora
- CNC TrainingDocumento202 pagineCNC Traininghoan van100% (3)
- Exercise - FANUCDocumento175 pagineExercise - FANUCsubbu.v1987100% (1)
- CNC Turning Programing GuideDocumento58 pagineCNC Turning Programing GuideGeet_DNessuna valutazione finora
- Fanuc CNC Custom Macros - Programming Resources For Fanuc Custom Macro B Users - Peter Smid (Seduction28)Documento336 pagineFanuc CNC Custom Macros - Programming Resources For Fanuc Custom Macro B Users - Peter Smid (Seduction28)bruno86% (21)
- Understanding CNC Lathe Programs: A Guide to Programming Methods and Tool PathsDocumento52 pagineUnderstanding CNC Lathe Programs: A Guide to Programming Methods and Tool PathsKen LeeNessuna valutazione finora
- Turning Programming ManualDocumento321 pagineTurning Programming ManualPrashanta PandaNessuna valutazione finora
- Custom Macro BDocumento25 pagineCustom Macro Bikebud100% (1)
- CNC ProgrammingDocumento529 pagineCNC Programmingbroll_undomiel93% (30)
- The CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Da EverandThe CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Valutazione: 5 su 5 stelle5/5 (1)
- CNC Machining Certification Exam Guide: Setup, Operation, and ProgrammingDa EverandCNC Machining Certification Exam Guide: Setup, Operation, and ProgrammingNessuna valutazione finora
- CNC Trade Secrets: A Guide to CNC Machine Shop PracticesDa EverandCNC Trade Secrets: A Guide to CNC Machine Shop PracticesNessuna valutazione finora
- CNC Machining Handbook: Building, Programming, and ImplementationDa EverandCNC Machining Handbook: Building, Programming, and ImplementationNessuna valutazione finora
- Advances in Machine Tool Design and Research 1969: Proceedings of the 10th International M.T.D.R. Conference, University of Manchester Institute of Science and Technology, September 1969Da EverandAdvances in Machine Tool Design and Research 1969: Proceedings of the 10th International M.T.D.R. Conference, University of Manchester Institute of Science and Technology, September 1969S. A. TobiasNessuna valutazione finora
- CNC Milling for Makers: Basics - Techniques - ApplicationsDa EverandCNC Milling for Makers: Basics - Techniques - ApplicationsValutazione: 4.5 su 5 stelle4.5/5 (6)
- Autodesk Fusion 360 Black Book (V 2.0.10027) - Part 2Da EverandAutodesk Fusion 360 Black Book (V 2.0.10027) - Part 2Nessuna valutazione finora
- Production Engineering - Jig And Tool DesignDa EverandProduction Engineering - Jig And Tool DesignValutazione: 3.5 su 5 stelle3.5/5 (3)
- Design Principles of Metal-Cutting Machine ToolsDa EverandDesign Principles of Metal-Cutting Machine ToolsValutazione: 4 su 5 stelle4/5 (4)
- CNC Program Manu AL: PUMA 450Documento30 pagineCNC Program Manu AL: PUMA 450Ridwan RahmatullahNessuna valutazione finora
- Fanuc OT CNC Program Manual Gcode Training 588Documento104 pagineFanuc OT CNC Program Manual Gcode Training 588Maximiliano GarciaNessuna valutazione finora
- CNCPROGDocumento82 pagineCNCPROGSergio Fabian CorripioNessuna valutazione finora
- Licensed to Fly El Salvador: Ilopango International Airport ApproachDocumento11 pagineLicensed to Fly El Salvador: Ilopango International Airport ApproachNeto RubioNessuna valutazione finora
- Panel TornoDocumento39 paginePanel TornoDIEGO ARMANDO VANEGAS DUQUENessuna valutazione finora
- Fanuc21tb en CDocumento96 pagineFanuc21tb en CPedro BarataNessuna valutazione finora
- Bul.140U/UE: Molded Case Circuit BreakersDocumento1 paginaBul.140U/UE: Molded Case Circuit BreakersJuan Alberto Amaya HurtadoNessuna valutazione finora
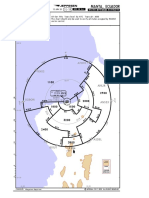
- Ilsucatiirwy10: Santa Cruz SCR Santa Cruz SCR 113.60Documento1 paginaIlsucatiirwy10: Santa Cruz SCR Santa Cruz SCR 113.60Gui VecchiioNessuna valutazione finora
- Semt/Mec Manta, Ecuador: 10-1R Eloy Alfaro IntlDocumento16 pagineSemt/Mec Manta, Ecuador: 10-1R Eloy Alfaro IntlDavid CordovillaNessuna valutazione finora
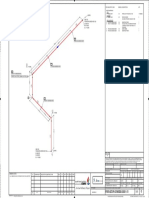
- Plan View at Tos - El +104.000Documento1 paginaPlan View at Tos - El +104.000D7mey XNessuna valutazione finora
- Semt 14-12-2021Documento24 pagineSemt 14-12-2021Pablo MontalvoNessuna valutazione finora
- Vor Dme 1 Rwy 09Documento1 paginaVor Dme 1 Rwy 09Manuel AscencioNessuna valutazione finora
- VAULT - BALANCE - 27 01 17Documento93 pagineVAULT - BALANCE - 27 01 17Anonymous fbAycDKhwNessuna valutazione finora
- P055azor 03WD00 0001 51Documento1 paginaP055azor 03WD00 0001 51alhad.maNessuna valutazione finora
- Mroc - Ils Z 07Documento1 paginaMroc - Ils Z 07estebanandres21Nessuna valutazione finora
- Guatemala City airport departure routesDocumento1 paginaGuatemala City airport departure routesEduardo SalinasNessuna valutazione finora
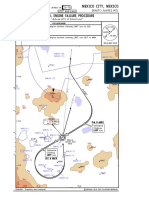
- Special Engine Failure Procedure: Mexico City, MexicoDocumento1 paginaSpecial Engine Failure Procedure: Mexico City, MexicoLucas KnightNessuna valutazione finora
- IscarDocumento158 pagineIscarDOBJAN100% (1)
- Drill DataDocumento5 pagineDrill DataDOBJANNessuna valutazione finora
- Tap NomenclatureDocumento2 pagineTap NomenclatureJoe MortensonNessuna valutazione finora
- 96-8700-Haas Lathe Operators ManualDocumento312 pagine96-8700-Haas Lathe Operators ManualDOBJAN100% (1)
- Yasnac MX-1Documento252 pagineYasnac MX-1DOBJANNessuna valutazione finora
- Comparison of Direct and Indirect Assessments of Temperature Effects and Interface Shear Strength Between Sand and HDPE GeomembranesDocumento10 pagineComparison of Direct and Indirect Assessments of Temperature Effects and Interface Shear Strength Between Sand and HDPE GeomembranesJustin MillerNessuna valutazione finora
- Understanding Hooke's Law and Modulus of ElasticityDocumento18 pagineUnderstanding Hooke's Law and Modulus of ElasticityIznifaiznur Faiznur0% (1)
- 01AUL SG 17d SymbolicCircuitAnalysisDocumento33 pagine01AUL SG 17d SymbolicCircuitAnalysisLuca CorNessuna valutazione finora
- REVIEW OF CLRMsDocumento53 pagineREVIEW OF CLRMswebeshet bekeleNessuna valutazione finora
- Remarksonmulti FidelitysurrogatesDocumento23 pagineRemarksonmulti FidelitysurrogateskkaytugNessuna valutazione finora
- Dissertation FactoringDocumento4 pagineDissertation FactoringCollegePaperGhostWriterAkron100% (1)
- MSC PHYSICS 2019 AdmissionDocumento212 pagineMSC PHYSICS 2019 Admissionthomson SebastianNessuna valutazione finora
- Sample Paper 5: Class - XII Exam 2021-22 (TERM - II) Applied MathematicsDocumento4 pagineSample Paper 5: Class - XII Exam 2021-22 (TERM - II) Applied MathematicsLakshmanan MeyyappanNessuna valutazione finora
- Chapter 9 DimensioningDocumento44 pagineChapter 9 Dimensioningkleidi85Nessuna valutazione finora
- L4 LinqDocumento19 pagineL4 LinqSaitejNessuna valutazione finora
- Detailed Lesson Plan About Normal DistributionDocumento11 pagineDetailed Lesson Plan About Normal DistributionMai LaNessuna valutazione finora
- Machine Learning: An Introduction to Predicting the Future from Past ExperienceDocumento65 pagineMachine Learning: An Introduction to Predicting the Future from Past ExperienceAnilNessuna valutazione finora
- Grade DescriptorsDocumento2 pagineGrade DescriptorsMoloy GoraiNessuna valutazione finora
- Voltage Transducer DVL 1000 V 1000 VDocumento8 pagineVoltage Transducer DVL 1000 V 1000 Vnaveen kumarNessuna valutazione finora
- A Reed-Solomon Code Magic TrickDocumento7 pagineA Reed-Solomon Code Magic TrickAbe AbeNessuna valutazione finora
- MiniTest 230304Documento2 pagineMiniTest 230304Osama MaherNessuna valutazione finora
- Board of The Foundation of The Scandinavian Journal of StatisticsDocumento7 pagineBoard of The Foundation of The Scandinavian Journal of StatisticslacisagNessuna valutazione finora
- Section 8.2: Monte Carlo Estimation: Discrete-Event Simulation: A First CourseDocumento19 pagineSection 8.2: Monte Carlo Estimation: Discrete-Event Simulation: A First CoursessfofoNessuna valutazione finora
- Geometry m5 Topic A Lesson 1 TeacherDocumento12 pagineGeometry m5 Topic A Lesson 1 TeacherGina CasinilloNessuna valutazione finora
- EEE I & IV Year R09Documento107 pagineEEE I & IV Year R09Sravan GuptaNessuna valutazione finora
- Jayshree Periwal Global School Grade 7D TimetableDocumento1 paginaJayshree Periwal Global School Grade 7D Timetableranveer 0Nessuna valutazione finora
- Github ComDocumento7 pagineGithub ComFahad AliNessuna valutazione finora
- CATIA Full Book 2 Print - 2Documento147 pagineCATIA Full Book 2 Print - 2Sum Sumne SumanthNessuna valutazione finora
- Vlastakis ScienceDocumento4 pagineVlastakis ScienceAnonymous 4O5p5xK2OBNessuna valutazione finora
- Finite Element Based Analysis of Rotating Robot PedestalDocumento5 pagineFinite Element Based Analysis of Rotating Robot PedestalAnonymous kw8Yrp0R5rNessuna valutazione finora
- Amc 14 QsDocumento6 pagineAmc 14 Qsjoebloggs_comNessuna valutazione finora
- Forecasting Mortality Trends in The 1980 Cohort - A Comparative Analysis of Cairns Blake Dowd (CBD) and Lee-Carter ModelsDocumento34 pagineForecasting Mortality Trends in The 1980 Cohort - A Comparative Analysis of Cairns Blake Dowd (CBD) and Lee-Carter Modelsngahuemily76Nessuna valutazione finora
- 10-14 Abs Value Notes PDFDocumento24 pagine10-14 Abs Value Notes PDFParadox ParadoxNessuna valutazione finora
- Assignment Questions - Heat TransferDocumento12 pagineAssignment Questions - Heat TransferPratik Walimbe0% (1)
- PE20M002 Seismic MigrationDocumento18 paginePE20M002 Seismic MigrationNAGENDR_006Nessuna valutazione finora