Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- SR TestDocumento10 pagineSR TestkuladeepkatragaddaNessuna valutazione finora
- Industrial _ Engineering Chemistry Process Design and Development Volume 19 issue 4 1980 [doi 10.1021_i260076a001] Garside, John; Shah, Mukund B. -- Crystallization Kinetics from MSMPR Crystallizers.pdfDocumento6 pagineIndustrial _ Engineering Chemistry Process Design and Development Volume 19 issue 4 1980 [doi 10.1021_i260076a001] Garside, John; Shah, Mukund B. -- Crystallization Kinetics from MSMPR Crystallizers.pdfIka SulistyaningtiyasNessuna valutazione finora
- Hydraulics Objective Questions With Answers - Set 25 - Engineering, Competitive Exams and Jobs PDFDocumento9 pagineHydraulics Objective Questions With Answers - Set 25 - Engineering, Competitive Exams and Jobs PDFl8o8r8d8s8i8v8100% (3)
- Laboratory - Manual MN 201Documento35 pagineLaboratory - Manual MN 201Manish KumarNessuna valutazione finora
- Lec 1Documento11 pagineLec 1syamsundariitmNessuna valutazione finora
- Dynamics Lab ManualDocumento69 pagineDynamics Lab ManualDr. B. Ramesh100% (4)
- Units of MeasurementDocumento16 pagineUnits of MeasurementManish KumarNessuna valutazione finora
- Springs 304Documento46 pagineSprings 304Manish KumarNessuna valutazione finora
- Solar SystemDocumento21 pagineSolar SystemSubash ManikkamNessuna valutazione finora
- CalibrationDocumento47 pagineCalibrationManish KumarNessuna valutazione finora
- Wedling ModelingDocumento32 pagineWedling ModelingManish KumarNessuna valutazione finora
- Compound Belt DrivesDocumento3 pagineCompound Belt DrivesManish Kumar100% (1)
- Engineering Drawings IntrodroductionDocumento39 pagineEngineering Drawings Introdroductionadnan100% (3)
- Wedling ModelingDocumento32 pagineWedling ModelingManish KumarNessuna valutazione finora
- Chapter 3 - Submerged Arc WeldingDocumento17 pagineChapter 3 - Submerged Arc WeldingmasoodmuhidNessuna valutazione finora
- 300 Excel TipsDocumento5 pagine300 Excel TipsGlenn96% (23)
- 2 - Ghosh - FVDocumento9 pagine2 - Ghosh - FVManish KumarNessuna valutazione finora
- Linear Algebra: MatricesDocumento14 pagineLinear Algebra: MatricesSherwin BaisNessuna valutazione finora
- Intellectual Property RightsDocumento29 pagineIntellectual Property RightsManish KumarNessuna valutazione finora
- Chain DrivesDocumento7 pagineChain DrivesManish KumarNessuna valutazione finora
- Finite Element Modeling of Friction Stir Weldingthermal and Thermomechanical AnalysisDocumento8 pagineFinite Element Modeling of Friction Stir Weldingthermal and Thermomechanical AnalysisManish KumarNessuna valutazione finora
- ClutchDocumento8 pagineClutchManish KumarNessuna valutazione finora
- Lecture 6 MachiningDocumento38 pagineLecture 6 MachiningManish KumarNessuna valutazione finora
- Jig ManufacturingDocumento13 pagineJig ManufacturingAnurag JoshiNessuna valutazione finora
- Pages From Combined QP - Unit 1 Edexcel Physics A-Level-8Documento2 paginePages From Combined QP - Unit 1 Edexcel Physics A-Level-8ieswaheedNessuna valutazione finora
- Final Exam PHYS 191 Spring 2011Documento14 pagineFinal Exam PHYS 191 Spring 2011nacimugNessuna valutazione finora
- Jyothikiran TotalRecallDocumento11 pagineJyothikiran TotalRecallHARITHA H.PNessuna valutazione finora
- Capillary Flow PorosimetryDocumento3 pagineCapillary Flow PorosimetryAlokaNessuna valutazione finora
- Gravimetric Analysis: Dr. Mohammed Najim Al-Hialy College of Pharmacy University of MosulDocumento43 pagineGravimetric Analysis: Dr. Mohammed Najim Al-Hialy College of Pharmacy University of MosulMarci MunirNessuna valutazione finora
- GPSA Propiedades Termodinamicas 24 PDFDocumento42 pagineGPSA Propiedades Termodinamicas 24 PDFDavid Cortez PeraltaNessuna valutazione finora
- Classical Mechanics: Central Force MotionDocumento6 pagineClassical Mechanics: Central Force MotionEpic WinNessuna valutazione finora
- 9 Enhanced Oil Recovery-1Documento23 pagine9 Enhanced Oil Recovery-1Muneeb AhmadNessuna valutazione finora
- PerturbationsDocumento7 paginePerturbationsdeardestiny0% (1)
- High Temperature Heat ExchangersDocumento13 pagineHigh Temperature Heat ExchangersuvsarathiNessuna valutazione finora
- Tifr Dec2011 Question PaperDocumento15 pagineTifr Dec2011 Question Papertvsagar830% (1)
- 08aug18 - Batch2 - B Ed ScienceDocumento13 pagine08aug18 - Batch2 - B Ed ScienceTapaswinee SamalNessuna valutazione finora
- Kofa Ti Abb 2017.02.07Documento10 pagineKofa Ti Abb 2017.02.07600sNessuna valutazione finora
- Modeling and Simulation of EHV (402034MJ) : Unit 6: Crashworthiness DesignDocumento51 pagineModeling and Simulation of EHV (402034MJ) : Unit 6: Crashworthiness Designsagar kordeNessuna valutazione finora
- PB Arang Aktif 11032020 BDocumento2 paginePB Arang Aktif 11032020 BSiti Sarifa YusuffNessuna valutazione finora
- Examination Paper of CBSE CLass XIIDocumento383 pagineExamination Paper of CBSE CLass XIIRON75% (4)
- 1-s2.0-S030094402100521X-mainDocumento10 pagine1-s2.0-S030094402100521X-mainFábio FriolNessuna valutazione finora
- Mastertop Aggregate Sra 1m&3m 12-04Documento2 pagineMastertop Aggregate Sra 1m&3m 12-04djrote4Nessuna valutazione finora
- Alkyl HalidesDocumento11 pagineAlkyl HalidesZunaira NoreenNessuna valutazione finora
- ECE440 MW Chapter - 2 - EM Plane Wave Propagation PDFDocumento53 pagineECE440 MW Chapter - 2 - EM Plane Wave Propagation PDFBill PiedraNessuna valutazione finora
- Negative-Index Metamaterial at 780 NM WavelengthDocumento3 pagineNegative-Index Metamaterial at 780 NM WavelengthdickNessuna valutazione finora
- Synthesis of Potassium AlumDocumento5 pagineSynthesis of Potassium AlumEricson EscobedoNessuna valutazione finora
- De Broglie PHD Thesis LengthDocumento8 pagineDe Broglie PHD Thesis Lengthfjdqvrcy100% (2)
- CH2051 - Mass Transfer (Qtr&TBtruyen Khoi)Documento7 pagineCH2051 - Mass Transfer (Qtr&TBtruyen Khoi)Haroshi TatsuyaNessuna valutazione finora
- IGSCE Reviewer Multiple Choice PDFDocumento52 pagineIGSCE Reviewer Multiple Choice PDFAlan Peter50% (2)
- Model Question Paper-CBCS Scheme: 18ME15/25 15ME751Documento2 pagineModel Question Paper-CBCS Scheme: 18ME15/25 15ME751channabasavanna S GNessuna valutazione finora
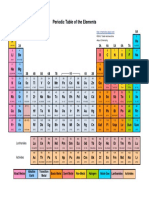
- Periodic Table of The Elements: LanthanidesDocumento1 paginaPeriodic Table of The Elements: LanthanidesSyamsurizal, S.Hum.Nessuna valutazione finora










































![Industrial _ Engineering Chemistry Process Design and Development Volume 19 issue 4 1980 [doi 10.1021_i260076a001] Garside, John; Shah, Mukund B. -- Crystallization Kinetics from MSMPR Crystallizers.pdf](https://imgv2-2-f.scribdassets.com/img/document/284126833/149x198/abec42366b/1444359067?v=1)