Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Diesel High Speed Diesel SpecificationsDocumento8 pagineDiesel High Speed Diesel SpecificationsSuman Chatterjee100% (1)
- Demands For Sour Service Requirements For Pressure Vessel Steel Plates in The View of The Steel ProducerDocumento10 pagineDemands For Sour Service Requirements For Pressure Vessel Steel Plates in The View of The Steel Producerm5416Nessuna valutazione finora
- Spec Pump Hd2-4000Documento24 pagineSpec Pump Hd2-4000SAKDA MAPRADITKUL100% (2)
- Sulphur Recovery UnitDocumento39 pagineSulphur Recovery UnitChetal Bhole100% (1)
- Limiting Reagents and Percent YieldDocumento28 pagineLimiting Reagents and Percent YieldMelanie perez cortezNessuna valutazione finora
- Mining Methods-Part IV-Solution Mining: February 2010Documento50 pagineMining Methods-Part IV-Solution Mining: February 2010DewaDewi BussinessNessuna valutazione finora
- Pre-Sulfiding On-Line Sulfiding ProceduresDocumento8 paginePre-Sulfiding On-Line Sulfiding ProceduresIrma Brennan0% (1)
- Level 3 - Plant Assessment Optimization - Ammonia - Electronic HandoutDocumento81 pagineLevel 3 - Plant Assessment Optimization - Ammonia - Electronic HandoutTrang Doan VanNessuna valutazione finora
- BRJ - Volume 6 - Issue 2 - Pages 962-979Documento18 pagineBRJ - Volume 6 - Issue 2 - Pages 962-979SAKDA MAPRADITKULNessuna valutazione finora
- Chapter 6 Biomass Energy ResourceDocumento36 pagineChapter 6 Biomass Energy ResourceSAKDA MAPRADITKULNessuna valutazione finora
- Biomass Technology For Electricity Generation in CommunityDocumento10 pagineBiomass Technology For Electricity Generation in CommunitySAKDA MAPRADITKULNessuna valutazione finora
- Reliability of Renewable Energy: BiomassDocumento7 pagineReliability of Renewable Energy: BiomassSAKDA MAPRADITKULNessuna valutazione finora
- Virgatum), Rye (Secale Cereale), and Miscanthus (Miscanthus SPP.)Documento6 pagineVirgatum), Rye (Secale Cereale), and Miscanthus (Miscanthus SPP.)SAKDA MAPRADITKULNessuna valutazione finora
- Superheated SteamDocumento19 pagineSuperheated SteamSAKDA MAPRADITKUL100% (1)
- Pressure Reducing Valves Part 3Documento12 paginePressure Reducing Valves Part 3SAKDA MAPRADITKULNessuna valutazione finora
- IEC 60034-30 Technical NoteDocumento2 pagineIEC 60034-30 Technical Notetran_lamNessuna valutazione finora
- Hydraulic Oil CoolerDocumento19 pagineHydraulic Oil CoolerSAKDA MAPRADITKULNessuna valutazione finora
- Flow Measuring System: ModelDocumento2 pagineFlow Measuring System: ModelSAKDA MAPRADITKULNessuna valutazione finora
- SalesDocumento7 pagineSalesSAKDA MAPRADITKULNessuna valutazione finora
- 16930S65-Steam Pressure Reducing Valve (PRV)Documento1 pagina16930S65-Steam Pressure Reducing Valve (PRV)SAKDA MAPRADITKULNessuna valutazione finora
- D10 Technical Specifications MOTORDocumento7 pagineD10 Technical Specifications MOTORSAKDA MAPRADITKULNessuna valutazione finora
- K3VGSBDocumento6 pagineK3VGSBSAKDA MAPRADITKULNessuna valutazione finora
- AC Motor Controls For Elevators: An MCE Technical PublicationDocumento16 pagineAC Motor Controls For Elevators: An MCE Technical PublicationSAKDA MAPRADITKULNessuna valutazione finora
- Ifp High Performance Industrial Single Intra-Vane PumpsDocumento1 paginaIfp High Performance Industrial Single Intra-Vane PumpsSAKDA MAPRADITKULNessuna valutazione finora
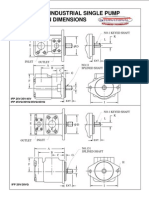
- Ifp Mobile & Industrial Single Pump Installation Dimensions: K No.1 Keyed ShaftDocumento1 paginaIfp Mobile & Industrial Single Pump Installation Dimensions: K No.1 Keyed ShaftSAKDA MAPRADITKULNessuna valutazione finora
- Product Information Sheet: Alloy Bc6CDocumento1 paginaProduct Information Sheet: Alloy Bc6CSAKDA MAPRADITKULNessuna valutazione finora
- Ifp Industrial Single Vane Pump Service Parts Information: Cartridge ChartDocumento1 paginaIfp Industrial Single Vane Pump Service Parts Information: Cartridge ChartSAKDA MAPRADITKULNessuna valutazione finora
- High Torque Geared Motors: T 238.000 NM Output Torque (175.500 LBF - FT)Documento26 pagineHigh Torque Geared Motors: T 238.000 NM Output Torque (175.500 LBF - FT)SAKDA MAPRADITKULNessuna valutazione finora
- Staffa: Accessories CatalogDocumento6 pagineStaffa: Accessories CatalogSAKDA MAPRADITKULNessuna valutazione finora
- Hy0738 A CHDocumento12 pagineHy0738 A CHSAKDA MAPRADITKULNessuna valutazione finora
- Optimization of Extracellular Keratinase Production by Aspergillus Terreus Isolated From Chicken's LitterDocumento7 pagineOptimization of Extracellular Keratinase Production by Aspergillus Terreus Isolated From Chicken's LitterKanhiya MahourNessuna valutazione finora
- Polymer Notes 2017Documento10 paginePolymer Notes 2017Bikram YadavNessuna valutazione finora
- Sulfites in BeerDocumento9 pagineSulfites in Beer_juliogsNessuna valutazione finora
- t2 Chem Revision Ex 4Documento9 paginet2 Chem Revision Ex 4Nicholas OwNessuna valutazione finora
- Lurgi Sulfur ManagementDocumento8 pagineLurgi Sulfur ManagementRamon IglesiasNessuna valutazione finora
- Acid Sulfate Soils, FormationDocumento5 pagineAcid Sulfate Soils, FormationAnonymous EMS9x6Nessuna valutazione finora
- The Homeopathic Point of View Resonance Richard Moskowitz.09511 2mineralsDocumento8 pagineThe Homeopathic Point of View Resonance Richard Moskowitz.09511 2mineralsÁtilaNessuna valutazione finora
- E02 - GpsaDocumento6 pagineE02 - GpsaJorge Luis Guerra FlorezNessuna valutazione finora
- HSC Chemistry Lesson 13Documento7 pagineHSC Chemistry Lesson 13Ali HaidarNessuna valutazione finora
- Republic of Moldova: Eco-Friendly and Cheap Method of Harvesting Energy From Lead Zirconate TitanateDocumento18 pagineRepublic of Moldova: Eco-Friendly and Cheap Method of Harvesting Energy From Lead Zirconate TitanateLozovan GregoryNessuna valutazione finora
- Gen. Chem QuestionaireDocumento15 pagineGen. Chem Questionaireferrie olivaNessuna valutazione finora
- Acid DewpointDocumento2 pagineAcid Dewpointachmadh_2010Nessuna valutazione finora
- ADocumento6 pagineAIvy GalamitonNessuna valutazione finora
- BurnersDocumento2 pagineBurnersArfianti Kurnia Nur FadillaNessuna valutazione finora
- Environmenta AuditingDocumento43 pagineEnvironmenta Auditingsethu anand100% (1)
- ACI For WaterproofingDocumento7 pagineACI For WaterproofingGhayas JawedNessuna valutazione finora
- Nordstrom Valves: Sealants and Sealant EquipmentDocumento12 pagineNordstrom Valves: Sealants and Sealant EquipmentHrushikesh ReddyNessuna valutazione finora
- Practice Test 4 CHM 112Documento16 paginePractice Test 4 CHM 112Froileth PulidoNessuna valutazione finora
- Polysulphate Booklet UsaDocumento13 paginePolysulphate Booklet UsasharemwNessuna valutazione finora
- KS3 Sci / 8B 8F Test MC AnswersDocumento7 pagineKS3 Sci / 8B 8F Test MC AnswersPaul BurgessNessuna valutazione finora
- SulfurDocumento21 pagineSulfurClaudia MmsNessuna valutazione finora
- Minerals Engineering: E.A. Oraby, J.J. EksteenDocumento8 pagineMinerals Engineering: E.A. Oraby, J.J. EksteenfabianraNessuna valutazione finora
- Chemical Corrosion On Body MaterialDocumento2 pagineChemical Corrosion On Body MaterialGama TeknikalNessuna valutazione finora