Potrebbero piacerti anche
- Common Rail Fuel Injection Technology in Diesel EnginesDa EverandCommon Rail Fuel Injection Technology in Diesel EnginesNessuna valutazione finora
- Bearing FailureDocumento5 pagineBearing Failuremechmaster4uNessuna valutazione finora
- Bearing Failure AnalysisDocumento12 pagineBearing Failure AnalysisDerrick AramNessuna valutazione finora
- How To Prevent Bearing Failure and Determine Their CausesDocumento11 pagineHow To Prevent Bearing Failure and Determine Their CausesAntonio da Luz100% (1)
- Piston and Ring Failures 1Documento27 paginePiston and Ring Failures 1Sushant Patil100% (2)
- Shell Bearing Failure GuidelineDocumento10 pagineShell Bearing Failure GuidelineMadhana GopalNessuna valutazione finora
- Causes of Engine Bearing Failure PDFDocumento15 pagineCauses of Engine Bearing Failure PDFManuel Roberto Chirinos ValerNessuna valutazione finora
- Cylinders and Cylinder Liners Part 2 Technipedia Motorservice PDFDocumento6 pagineCylinders and Cylinder Liners Part 2 Technipedia Motorservice PDFWera AutoClassicNessuna valutazione finora
- Tonkaflo Pump ManualDocumento47 pagineTonkaflo Pump ManualmrdomeniciNessuna valutazione finora
- Strong Sureseal Shaft Seals: Tides Marine IncDocumento2 pagineStrong Sureseal Shaft Seals: Tides Marine IncEdgar Real ViúlaNessuna valutazione finora
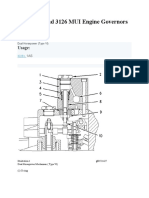
- 3114, 3116 and 3126 MUI Engine Governors Caterpillar: UsageDocumento2 pagine3114, 3116 and 3126 MUI Engine Governors Caterpillar: UsagezeljkoNessuna valutazione finora
- Failure Analysis For Plain BearingsDocumento5 pagineFailure Analysis For Plain BearingsPuchit SpkNessuna valutazione finora
- Service Bulletin - Piston Rings:: Piston Ring Failure Diagnosis - Foreign Particle ContaminationDocumento0 pagineService Bulletin - Piston Rings:: Piston Ring Failure Diagnosis - Foreign Particle ContaminationVelshankar MJNessuna valutazione finora
- Piston and Ring Failures 2001Documento5 paginePiston and Ring Failures 2001Abdelrahman MagdyNessuna valutazione finora
- BearingDocumento10 pagineBearingpvjawaleNessuna valutazione finora
- Reacondicionamiento de Bloque de Cilindros PDFDocumento37 pagineReacondicionamiento de Bloque de Cilindros PDFJavier Hector CayaNessuna valutazione finora
- Shaft Alignment - Rim and Face MethodDocumento6 pagineShaft Alignment - Rim and Face MethodWajdi MansourNessuna valutazione finora
- 096 How Bearings FailDocumento4 pagine096 How Bearings FailAaron Fulton100% (1)
- Piston Failure Analysis - 1 PDFDocumento1 paginaPiston Failure Analysis - 1 PDFcof20Nessuna valutazione finora
- Failure Analysis of Diesel Engine CrankshaftDocumento11 pagineFailure Analysis of Diesel Engine Crankshaftricrf5297100% (1)
- Manual en InglesDocumento141 pagineManual en InglesRonald Alexs Lopez AguilarNessuna valutazione finora
- Engine Crankshaft Deflection MeasurementDocumento9 pagineEngine Crankshaft Deflection MeasurementVannex MensidorNessuna valutazione finora
- Akarshan Sood Graduate Marine Engineer Main Engine Bearing: Inserting Type Removable Shell BearingDocumento7 pagineAkarshan Sood Graduate Marine Engineer Main Engine Bearing: Inserting Type Removable Shell Bearingakarshansood100% (4)
- Sehs 7654 CM20160713 53120 62927 PDFDocumento28 pagineSehs 7654 CM20160713 53120 62927 PDFnasiramzanNessuna valutazione finora
- Scania dc12 Cylinder HeadDocumento1 paginaScania dc12 Cylinder HeadaliNessuna valutazione finora
- Lombardini 25LD Parts ListDocumento46 pagineLombardini 25LD Parts ListDomNessuna valutazione finora
- Cylinder Liner TheoryDocumento85 pagineCylinder Liner TheoryMuhammad Nasim Abbas100% (1)
- ER-82 EN Soft Foot and Top Plane Flatness Checks PDFDocumento3 pagineER-82 EN Soft Foot and Top Plane Flatness Checks PDFCamilo Andres Cardozo FajardoNessuna valutazione finora
- Air Start ExplosionDocumento12 pagineAir Start ExplosionsahilimuNessuna valutazione finora
- Partes - Motor CUMINNS B3.3Documento88 paginePartes - Motor CUMINNS B3.3Raja RoaNessuna valutazione finora
- Grafica de Medidas para Recesion de Valvulas G3400Documento3 pagineGrafica de Medidas para Recesion de Valvulas G3400carlos angelNessuna valutazione finora
- Miba Bearing Catalogue 2007Documento176 pagineMiba Bearing Catalogue 2007nicoss69100% (1)
- qr25 Service ManualDocumento38 pagineqr25 Service ManualAUDRANNessuna valutazione finora
- Interpretacion UFM - SOS Services CATDocumento1 paginaInterpretacion UFM - SOS Services CATcarlos trilloNessuna valutazione finora
- Hydrodynamic or Full Fluid Film LubricationDocumento59 pagineHydrodynamic or Full Fluid Film LubricationAbhishek Singh ChauhanNessuna valutazione finora
- How To Select and Service Turbine OilsDocumento5 pagineHow To Select and Service Turbine OilsmvanzijpNessuna valutazione finora
- Analysis and Prevention of Bearing FailuresDocumento76 pagineAnalysis and Prevention of Bearing Failurestahazeeshan100% (1)
- Cat App and AlignmentDocumento28 pagineCat App and AlignmentJameel KhanNessuna valutazione finora
- Specifications: 1206F-E70TA and 1206F-E70TTA Industrial EnginesDocumento64 pagineSpecifications: 1206F-E70TA and 1206F-E70TTA Industrial Enginesمحمد يونسNessuna valutazione finora
- NPR 2013noacatalogforprintoutDocumento596 pagineNPR 2013noacatalogforprintoutSelvaraji MuthuNessuna valutazione finora
- Crankshaft TerminologyDocumento16 pagineCrankshaft TerminologySathistrnpcNessuna valutazione finora
- Thrust Bearing End PlayDocumento3 pagineThrust Bearing End PlayKrishnan SanthanarajNessuna valutazione finora
- Eliminator™ FilterDocumento35 pagineEliminator™ FiltertstkupdhNessuna valutazione finora
- Honing Procedures For LinerDocumento6 pagineHoning Procedures For LinersughieantoNessuna valutazione finora
- Marine Trans Owners Manual 1016313 RevH 0116 CDDocumento200 pagineMarine Trans Owners Manual 1016313 RevH 0116 CDMarco Aurelio BarbosaNessuna valutazione finora
- Special Tools D2840 & D2842Documento12 pagineSpecial Tools D2840 & D2842abdul muslimNessuna valutazione finora
- Axial Vibration DamperDocumento2 pagineAxial Vibration Damperanon_643160229Nessuna valutazione finora
- Crankshaft: SpecificationsDocumento6 pagineCrankshaft: SpecificationsEgi SugiantoNessuna valutazione finora
- Diesel Engine ComponentsDocumento33 pagineDiesel Engine ComponentsLuis NunesNessuna valutazione finora
- Medidas Cigüeñal KTA 38Documento20 pagineMedidas Cigüeñal KTA 38Chardy Jarith Piragua AlvaradoNessuna valutazione finora
- Damage To Engine Bearings - 861097Documento72 pagineDamage To Engine Bearings - 861097Derrick AramNessuna valutazione finora
- Diesel Engine MitsubishiDocumento4 pagineDiesel Engine MitsubishiMarbun Benny100% (1)
- Data & Specifications: Wärtsilä Low-Speed EnginesDocumento13 pagineData & Specifications: Wärtsilä Low-Speed Enginesherysyam1980Nessuna valutazione finora
- Lubrication Journal BearingsDocumento81 pagineLubrication Journal BearingsEr Siraj AzamNessuna valutazione finora
- 473Q Engine Structure-Second VersionDocumento53 pagine473Q Engine Structure-Second VersionAbel OviedoNessuna valutazione finora
- Conectores Deutz - Cat Rehs0970Documento104 pagineConectores Deutz - Cat Rehs0970Miguel Angel Martinez DominguezNessuna valutazione finora
- Bearing Failure and Their CausesDocumento5 pagineBearing Failure and Their CausesMUHAMMAD ASRI BIN ABDUL RAHMANNessuna valutazione finora
- Tech Information From Mahle Clevite Inc.: TB-2043 Issued: June 10, 2000 Revised: May 11, 2010Documento4 pagineTech Information From Mahle Clevite Inc.: TB-2043 Issued: June 10, 2000 Revised: May 11, 2010eng_ebrahim_2000Nessuna valutazione finora
- Fallas en CojinetesDocumento2 pagineFallas en CojinetesAlfredo OrellanaNessuna valutazione finora
- Differences Between Crosshead and Trunk EnginesDocumento12 pagineDifferences Between Crosshead and Trunk Engineshpss77Nessuna valutazione finora
- Maintenance AuditDocumento16 pagineMaintenance AuditJaikishan Kumaraswamy100% (1)
- Tension Not Torque Indicates Proper Joint TightnessDocumento4 pagineTension Not Torque Indicates Proper Joint TightnessJaikishan KumaraswamyNessuna valutazione finora
- Millennium INtroductionDocumento5 pagineMillennium INtroductionJaikishan KumaraswamyNessuna valutazione finora
- Chamomile Tea BenefitsDocumento4 pagineChamomile Tea BenefitsJaikishan KumaraswamyNessuna valutazione finora
- Thinking Through Fuel Burn RatesDocumento3 pagineThinking Through Fuel Burn RatesJaikishan KumaraswamyNessuna valutazione finora
- Driving in Extreme WeatherDocumento1 paginaDriving in Extreme WeatherJaikishan KumaraswamyNessuna valutazione finora
- 2030 3eDocumento6 pagine2030 3eJaikishan KumaraswamyNessuna valutazione finora
- 2060 2e6Documento6 pagine2060 2e6Jaikishan KumaraswamyNessuna valutazione finora
- Specifying Unbalance and The Location of Tolerance Planes: Gary K. Grim, Bruce J. Mitchell, JRDocumento3 pagineSpecifying Unbalance and The Location of Tolerance Planes: Gary K. Grim, Bruce J. Mitchell, JRBoby SinnNessuna valutazione finora
- 2040 2e6Documento6 pagine2040 2e6Jaikishan KumaraswamyNessuna valutazione finora
- 2050 2e6Documento6 pagine2050 2e6Jaikishan KumaraswamyNessuna valutazione finora
- NAFA Presentation Fuel Effecient TechnlogyDocumento12 pagineNAFA Presentation Fuel Effecient TechnlogyJaikishan KumaraswamyNessuna valutazione finora
- 6 Steps Beyond 5 WhysDocumento29 pagine6 Steps Beyond 5 WhysJaikishan Kumaraswamy100% (4)
- 2030 3eDocumento6 pagine2030 3eJaikishan KumaraswamyNessuna valutazione finora
- Auto Tire AwarenessDocumento17 pagineAuto Tire AwarenessalfafrankNessuna valutazione finora
- 2015 2e6Documento6 pagine2015 2e6Jaikishan KumaraswamyNessuna valutazione finora
- 2020 2e6Documento6 pagine2020 2e6Jaikishan KumaraswamyNessuna valutazione finora
- Listening TestDocumento9 pagineListening TestJaikishan KumaraswamyNessuna valutazione finora
- 1010 1e4Documento4 pagine1010 1e4Jaikishan KumaraswamyNessuna valutazione finora
- 1050 1e6Documento6 pagine1050 1e6Jaikishan KumaraswamyNessuna valutazione finora
- BTooth TutorialDocumento30 pagineBTooth TutorialJaikishan KumaraswamyNessuna valutazione finora
- The Strengths of An Effective Electrical Safety System: NEMA PublicationDocumento5 pagineThe Strengths of An Effective Electrical Safety System: NEMA PublicationJaikishan KumaraswamyNessuna valutazione finora
- Before Switch On Ur AC in CarDocumento3 pagineBefore Switch On Ur AC in CarJaikishan KumaraswamyNessuna valutazione finora
- 2010 2e6Documento6 pagine2010 2e6Jaikishan KumaraswamyNessuna valutazione finora
- Body BalanceDocumento8 pagineBody BalanceJaikishan KumaraswamyNessuna valutazione finora
- Belt Drive Preventive Maintenance and Safety ManualDocumento67 pagineBelt Drive Preventive Maintenance and Safety ManualJaikishan KumaraswamyNessuna valutazione finora
- Pneumatics Ensures Food-Processing ReliabilityDocumento5 paginePneumatics Ensures Food-Processing ReliabilityJaikishan KumaraswamyNessuna valutazione finora
- Desalination of WaterDocumento3 pagineDesalination of WaterJaikishan KumaraswamyNessuna valutazione finora
- Best Maint PracticesDocumento13 pagineBest Maint PracticesJaikishan KumaraswamyNessuna valutazione finora
- Containerized IMSystem General Specificationsv 112006Documento4 pagineContainerized IMSystem General Specificationsv 112006Jaikishan KumaraswamyNessuna valutazione finora
- Preliminary Voters ListDocumento86 paginePreliminary Voters Listمحمد منيب عبادNessuna valutazione finora
- VDRL - Press. GaugesDocumento9 pagineVDRL - Press. GaugesSourav RayNessuna valutazione finora
- Proposed 4way D54 Proposed 2way D56: Issue Date DescriptionDocumento3 pagineProposed 4way D54 Proposed 2way D56: Issue Date DescriptionADIL BASHIRNessuna valutazione finora
- AC AMMETER / Moving Iron: Model AECDocumento33 pagineAC AMMETER / Moving Iron: Model AECRoonar Aponte NoaNessuna valutazione finora
- U04 Fxs of Humeral ShaftDocumento88 pagineU04 Fxs of Humeral Shaftadrian_mogosNessuna valutazione finora
- Auburn Bsci ThesisDocumento5 pagineAuburn Bsci Thesisafksaplhfowdff100% (1)
- Writing Short StoriesDocumento10 pagineWriting Short StoriesRodiatun YooNessuna valutazione finora
- Bank OD Account in Tally 1Documento3 pagineBank OD Account in Tally 1yashusahu180Nessuna valutazione finora
- General Arrangement, Isometric Views and B.O.M. A Midget Steam Car Using A Double Acting Oscillating EngineDocumento3 pagineGeneral Arrangement, Isometric Views and B.O.M. A Midget Steam Car Using A Double Acting Oscillating EngineRobson Carlos0% (1)
- WHITE TOWN GROUP-4 FinalDocumento112 pagineWHITE TOWN GROUP-4 Finalaswath manojNessuna valutazione finora
- SOP For Operation & Calibration of PH Meter - QualityGuidancesDocumento9 pagineSOP For Operation & Calibration of PH Meter - QualityGuidancesfawaz khalilNessuna valutazione finora
- K To 12 Math 7 Curriculum Guide PDFDocumento15 pagineK To 12 Math 7 Curriculum Guide PDFEdmar Tan Fabi100% (1)
- Part 1. Question 1-7. Complete The Notes Below. Write NO MORE THAN THREE WORDS AND/OR A NUMBER For Each AnswerDocumento13 paginePart 1. Question 1-7. Complete The Notes Below. Write NO MORE THAN THREE WORDS AND/OR A NUMBER For Each Answerahmad amdaNessuna valutazione finora
- Introduction To Object Oriented Database: Unit-IDocumento67 pagineIntroduction To Object Oriented Database: Unit-Ipreetham rNessuna valutazione finora
- Epidemiological Triad of HIV/AIDS: AgentDocumento8 pagineEpidemiological Triad of HIV/AIDS: AgentRakib HossainNessuna valutazione finora
- ENGLISH 4 (General & Specific Sentence, Main Idea & Key Sentence) )Documento3 pagineENGLISH 4 (General & Specific Sentence, Main Idea & Key Sentence) )Analiza Dequinto BalagosaNessuna valutazione finora
- Handbook - European Choral AssociationDocumento24 pagineHandbook - European Choral AssociationMonica SaenzNessuna valutazione finora
- Fbla Scavenger Hunt 1Documento3 pagineFbla Scavenger Hunt 1api-472648158Nessuna valutazione finora
- Education Programme: The School of Concrete TechnologyDocumento28 pagineEducation Programme: The School of Concrete TechnologyThabiso Jacob MokwenaNessuna valutazione finora
- Drill Bit Classifier 2004 PDFDocumento15 pagineDrill Bit Classifier 2004 PDFgustavoemir0% (2)
- STS Reviewer FinalsDocumento33 pagineSTS Reviewer FinalsLeiNessuna valutazione finora
- Essential Study SkillsDocumento86 pagineEssential Study SkillsFady NgunyuNessuna valutazione finora
- 88 Year Old Man Missing in SC - Please ShareDocumento1 pagina88 Year Old Man Missing in SC - Please ShareAmy WoodNessuna valutazione finora
- Evolution of Strategic HRM As Seen Through Two Founding Books A 30TH Anniversary Perspective On Development of The FieldDocumento20 pagineEvolution of Strategic HRM As Seen Through Two Founding Books A 30TH Anniversary Perspective On Development of The FieldJhon Alex ValenciaNessuna valutazione finora
- GENUS Clock Gating Timing CheckDocumento17 pagineGENUS Clock Gating Timing Checkwasimhassan100% (1)
- Nokia 3g Full Ip CommissioningDocumento30 pagineNokia 3g Full Ip CommissioningMehul JoshiNessuna valutazione finora
- Episode Transcript: Episode 34 - Chinese Han Lacquer CupDocumento2 pagineEpisode Transcript: Episode 34 - Chinese Han Lacquer CupParvathy SubramanianNessuna valutazione finora
- Astm D2265-00 PDFDocumento5 pagineAstm D2265-00 PDFOGINessuna valutazione finora
- CV Old NicDocumento4 pagineCV Old NicTensonNessuna valutazione finora