Potrebbero piacerti anche
- Barchart SteleronDocumento4 pagineBarchart Steleroncumpio425428Nessuna valutazione finora
- Storm Surge Typhoon RubyDocumento5 pagineStorm Surge Typhoon Rubycumpio425428Nessuna valutazione finora
- Telequip Inc. bid proposal review September 2015Documento1 paginaTelequip Inc. bid proposal review September 2015cumpio425428Nessuna valutazione finora
- Abcumpio MJV DP BillingDocumento1 paginaAbcumpio MJV DP Billingcumpio425428Nessuna valutazione finora
- Jetty Draft SurveyDocumento1 paginaJetty Draft Surveycumpio425428Nessuna valutazione finora
- Rice Mill Final Set-up2-ModelDocumento1 paginaRice Mill Final Set-up2-Modelcumpio425428Nessuna valutazione finora
- PPA Panganiban PortDocumento1 paginaPPA Panganiban Portcumpio425428Nessuna valutazione finora
- Typical Outloading SystemDocumento1 paginaTypical Outloading Systemcumpio425428Nessuna valutazione finora
- 30,000 DWT Dolomite Outloading FacilityDocumento2 pagine30,000 DWT Dolomite Outloading Facilitycumpio425428Nessuna valutazione finora
- Auxin Price Itugon (Sangilo) Rev. 3Documento3 pagineAuxin Price Itugon (Sangilo) Rev. 3cumpio425428Nessuna valutazione finora
- Auxin Price MargaritaDocumento2 pagineAuxin Price Margaritacumpio425428Nessuna valutazione finora
- Outloading SystemDocumento1 paginaOutloading Systemcumpio425428Nessuna valutazione finora
- Weight Per Course Tank ADocumento1 paginaWeight Per Course Tank Acumpio425428Nessuna valutazione finora
- Letter Cash Advances of MonsantoDocumento2 pagineLetter Cash Advances of Monsantocumpio425428Nessuna valutazione finora
- Proposed Outloading Facilities of OreDocumento1 paginaProposed Outloading Facilities of Orecumpio425428Nessuna valutazione finora
- Fire Protection Labor Cost Final (Riofil Ref)Documento2 pagineFire Protection Labor Cost Final (Riofil Ref)cumpio425428Nessuna valutazione finora
- 12.5 Ton Per Hour Sugar RefineryDocumento1 pagina12.5 Ton Per Hour Sugar Refinerycumpio425428Nessuna valutazione finora
- Weight of Steel PlateDocumento1 paginaWeight of Steel Platecumpio425428Nessuna valutazione finora
- You Created This PDF From An Application That Is Not Licensed To Print To Novapdf PrinterDocumento7 pagineYou Created This PDF From An Application That Is Not Licensed To Print To Novapdf Printercumpio425428Nessuna valutazione finora
- CCF02212015 0001Documento1 paginaCCF02212015 0001cumpio425428Nessuna valutazione finora
- Ore Asia Thickener QuoteDocumento2 pagineOre Asia Thickener Quotecumpio425428Nessuna valutazione finora
- Price Proposal For Pulp SamplerDocumento2 paginePrice Proposal For Pulp Samplercumpio425428Nessuna valutazione finora
- SDP of Dump PitDocumento1 paginaSDP of Dump Pitcumpio425428Nessuna valutazione finora
- CC F 02262015Documento1 paginaCC F 02262015cumpio425428Nessuna valutazione finora
- A.B. Cumpio Engineering Services: Agro Power PhilippinesDocumento3 pagineA.B. Cumpio Engineering Services: Agro Power Philippinescumpio425428Nessuna valutazione finora
- Affidavit of LossDocumento1 paginaAffidavit of LossNowhere Man100% (1)
- TVI Venture Nickel Outloading Facilities-ModelDocumento1 paginaTVI Venture Nickel Outloading Facilities-Modelcumpio425428Nessuna valutazione finora
- Adsorption Tank DesignDocumento4 pagineAdsorption Tank Designcumpio425428Nessuna valutazione finora
- CC F 02112015Documento1 paginaCC F 02112015cumpio425428Nessuna valutazione finora
- Bangladesh Turbo GeneratorDocumento1 paginaBangladesh Turbo Generatorcumpio425428Nessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Shivam Public School: Half Yearly Exam (2019-20) Class-VII Subject - S.S.T Time:3 HoursDocumento4 pagineShivam Public School: Half Yearly Exam (2019-20) Class-VII Subject - S.S.T Time:3 HoursSHIVAM TAYALNessuna valutazione finora
- Volvo 850 GLT Owners Manual 1993Documento176 pagineVolvo 850 GLT Owners Manual 1993jpaulorosado2186Nessuna valutazione finora
- Screw ConveyorDocumento14 pagineScrew ConveyorMuhammad NuhNessuna valutazione finora
- POSSIBILITIES OF LOW VOLTAGE DC SYSTEMSDocumento10 paginePOSSIBILITIES OF LOW VOLTAGE DC SYSTEMSTTaanNessuna valutazione finora
- Christianity and Online Spirituality Cybertheology As A Contribution To Theology in IndonesiaDocumento18 pagineChristianity and Online Spirituality Cybertheology As A Contribution To Theology in IndonesiaRein SiraitNessuna valutazione finora
- Admin Interview Questions and Answers - Robert HalfDocumento2 pagineAdmin Interview Questions and Answers - Robert HalfWaqqas AhmadNessuna valutazione finora
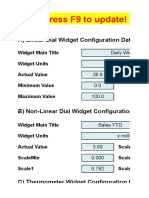
- Excel Dashboard WidgetsDocumento47 pagineExcel Dashboard WidgetskhincowNessuna valutazione finora
- Vijay Kumar Gupta (OILER)Documento1 paginaVijay Kumar Gupta (OILER)VIJAY GUPTANessuna valutazione finora
- Services Marketing: Consumer Behavior in Services Unit 2Documento78 pagineServices Marketing: Consumer Behavior in Services Unit 2mpsrishaNessuna valutazione finora
- How The Draganflyer Flies: So How Does It Work?Documento5 pagineHow The Draganflyer Flies: So How Does It Work?sav33Nessuna valutazione finora
- A Polypropylene Film With Excellent Clarity Combined With Avery Dennison Clearcut™ Adhesive Technology and With A Glassine LinerDocumento4 pagineA Polypropylene Film With Excellent Clarity Combined With Avery Dennison Clearcut™ Adhesive Technology and With A Glassine LinerAhmad HaririNessuna valutazione finora
- Detector of FM SignalDocumento4 pagineDetector of FM SignalR. JaNNaH100% (1)
- حل جميع المعادلات الكهربائيةDocumento60 pagineحل جميع المعادلات الكهربائيةGandhi HammoudNessuna valutazione finora
- Ite 001aDocumento6 pagineIte 001ajoshuaNessuna valutazione finora
- Computer Science: FieldsDocumento2 pagineComputer Science: FieldstdoraxNessuna valutazione finora
- Trace MasterDocumento29 pagineTrace Masterapi-3858801Nessuna valutazione finora
- LogDocumento27 pagineLogmilli0chilliNessuna valutazione finora
- Brigada Eskwela Activities With PicsDocumento6 pagineBrigada Eskwela Activities With PicsCharisse TocmoNessuna valutazione finora
- Piping Class Sdxp10 - 1.4410 - (2507 Superduplex SS)Documento3 paginePiping Class Sdxp10 - 1.4410 - (2507 Superduplex SS)Lucian GrigorasNessuna valutazione finora
- 3095MV Calibration Procedure W QuickCal Merian 4010Documento8 pagine3095MV Calibration Procedure W QuickCal Merian 4010luisalbertopumaNessuna valutazione finora
- 4PL Supply Chain Transformation SolutionsDocumento2 pagine4PL Supply Chain Transformation SolutionsGourav HegdeNessuna valutazione finora
- Letter To Local Residents From Sutton Council Re. Lidl Development To Replace Matalan Ref DM2019-02113 10 January 2020Documento5 pagineLetter To Local Residents From Sutton Council Re. Lidl Development To Replace Matalan Ref DM2019-02113 10 January 2020etajohnNessuna valutazione finora
- Process Thermodynamic Steam Trap PDFDocumento9 pagineProcess Thermodynamic Steam Trap PDFhirenkumar patelNessuna valutazione finora
- Wa0001Documento8 pagineWa0001varshasharma05Nessuna valutazione finora
- Touch Panel Debug Info Register ValuesDocumento17 pagineTouch Panel Debug Info Register ValuesAlghazyNessuna valutazione finora
- Report On Corporate Communication Strategy Analysis ofDocumento38 pagineReport On Corporate Communication Strategy Analysis ofNAFISA ISLAMNessuna valutazione finora
- The hyperwall: A multiple display wall for visualizing high-dimensional dataDocumento4 pagineThe hyperwall: A multiple display wall for visualizing high-dimensional dataMahendra PututNessuna valutazione finora
- NETWORK ANALYSIS Chap.8 TWO PORT NETWORK & NETWORK FUNCTIONS PDFDocumento34 pagineNETWORK ANALYSIS Chap.8 TWO PORT NETWORK & NETWORK FUNCTIONS PDFsudarshan poojaryNessuna valutazione finora
- Answers About HubSpotDocumento1 paginaAnswers About HubSpotPrasetyaNessuna valutazione finora
- E12817 GT AC5300 Manual EnglishDocumento152 pagineE12817 GT AC5300 Manual Englishlegato1984Nessuna valutazione finora