Potrebbero piacerti anche
- Cilindro Principal o Bomba de Frenos ClaseDocumento7 pagineCilindro Principal o Bomba de Frenos ClasegabrielNessuna valutazione finora
- Normalizacion ChapasDocumento5 pagineNormalizacion ChapasAlex MoyolemaNessuna valutazione finora
- Geometrías de La Cámara de CombustiónDocumento6 pagineGeometrías de La Cámara de CombustiónJose Esteban Lopez MayorgaNessuna valutazione finora
- Neumaticos SENATI 2020 1Documento10 pagineNeumaticos SENATI 2020 1John Marcapura EscobarNessuna valutazione finora
- Los Frenos Bomba SimpleDocumento22 pagineLos Frenos Bomba SimpleMario César Bartra FloresNessuna valutazione finora
- Caja de Cambios - Diapositivas PDFDocumento78 pagineCaja de Cambios - Diapositivas PDFDamian100% (1)
- Disco de FrenoDocumento21 pagineDisco de FrenoEdwin EspinoNessuna valutazione finora
- Lavado de Inyectores Por UltrasonidoDocumento5 pagineLavado de Inyectores Por UltrasonidoJorgeRomeroLópezNessuna valutazione finora
- Cap. 002 - Lubricacion AutomotrizDocumento61 pagineCap. 002 - Lubricacion AutomotrizPercy Chero67% (3)
- Informe PracticaDocumento7 pagineInforme PracticaAlex YagloaNessuna valutazione finora
- Practica 2Documento9 paginePractica 2Rene VCNessuna valutazione finora
- Diagrama Cinematico de Una Caja de CambiosDocumento8 pagineDiagrama Cinematico de Una Caja de CambiosGabby Mayorga SantanaNessuna valutazione finora
- Lista de Precios Vara Kart ArgentinaDocumento40 pagineLista de Precios Vara Kart Argentinajuliognr100% (2)
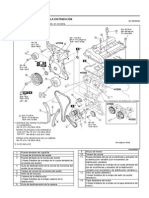
- Montaje de Cadena de DistribucionDocumento8 pagineMontaje de Cadena de Distribucionforever666Nessuna valutazione finora
- Taller Automotriz II Frenos de TamborDocumento17 pagineTaller Automotriz II Frenos de TamborKelly Young0% (1)
- Sensor de Temperatura de Cabeza de Cilindros Ford F150Documento4 pagineSensor de Temperatura de Cabeza de Cilindros Ford F150Patricio ValenciaNessuna valutazione finora
- Informe Tecnico Bomba Crdi, Actuadores Inyeccion DieselDocumento22 pagineInforme Tecnico Bomba Crdi, Actuadores Inyeccion DieselMiguel Angel Gallardo BastidasNessuna valutazione finora
- Tipos de Aceite ATF para Transmisiones AutomáticasDocumento3 pagineTipos de Aceite ATF para Transmisiones AutomáticasRoberto HiguerosNessuna valutazione finora
- Palier Dis de MaquinasDocumento3 paginePalier Dis de MaquinasEli Misael RodriguezNessuna valutazione finora
- Selección de Material de Partida para El Pistón ForjaDocumento2 pagineSelección de Material de Partida para El Pistón ForjaFernando Jimenez GandarillasNessuna valutazione finora
- Descripción Del Sistema de La CVT (CVT) PDFDocumento35 pagineDescripción Del Sistema de La CVT (CVT) PDFNistelNessuna valutazione finora
- Grado Termico BujiasDocumento3 pagineGrado Termico BujiasDavid AllaucaNessuna valutazione finora
- Amortiguadores Monotubo y BitubO 55Documento14 pagineAmortiguadores Monotubo y BitubO 55Daniel Pinto CuevasNessuna valutazione finora
- Motores de CompetenciaDocumento3 pagineMotores de CompetenciaLuisGerardNessuna valutazione finora
- Tolerancias MotorDocumento7 pagineTolerancias MotorChristian QuitoNessuna valutazione finora
- Corrosion y DescomposicionDocumento2 pagineCorrosion y DescomposicionEstebanNessuna valutazione finora
- Informe de Los Componentes de La Transmision AutomaticaDocumento6 pagineInforme de Los Componentes de La Transmision AutomaticadiegoNessuna valutazione finora
- Reemplazando Bombin de EmbragueDocumento14 pagineReemplazando Bombin de Embraguecarlos malvaciaNessuna valutazione finora
- Barra de TorsiónDocumento7 pagineBarra de TorsiónXAbelx TNNessuna valutazione finora
- Dimensionado Del Disco de Embrague de Un Vehiculo Automotor Chevrolet CorsaDocumento11 pagineDimensionado Del Disco de Embrague de Un Vehiculo Automotor Chevrolet CorsaSarah Gonzales100% (1)
- Diagnóstico de Un Motor - EnsayoDocumento6 pagineDiagnóstico de Un Motor - EnsayoStiven CedeñoNessuna valutazione finora
- Evolucion de Las TransmisionesDocumento6 pagineEvolucion de Las TransmisionesJuan DE Jesus ReyesNessuna valutazione finora
- Toyota NoahDocumento3 pagineToyota Noahisrael machicado calleNessuna valutazione finora
- Bomba de Aceite PDFDocumento32 pagineBomba de Aceite PDFBraulio Renan LeonNessuna valutazione finora
- Sistemas de SobrealimentacionDocumento20 pagineSistemas de SobrealimentacionCésar CamachoNessuna valutazione finora
- Eje de LevasDocumento24 pagineEje de Levasmarco_escorpio_10Nessuna valutazione finora
- InyectoresDocumento11 pagineInyectoresmanuelNessuna valutazione finora
- Catalogo de RelaysDocumento18 pagineCatalogo de RelaysSergio Ariel BazánNessuna valutazione finora
- Sistemas de Distribución VariableDocumento7 pagineSistemas de Distribución VariableGusNessuna valutazione finora
- Sistemas de Emisiones Contaminantes en VehiculosDocumento15 pagineSistemas de Emisiones Contaminantes en VehiculosYered Serrano HerediaNessuna valutazione finora
- Sistema de Enfriamiento de Motor A GasolinaDocumento10 pagineSistema de Enfriamiento de Motor A GasolinaLalo Parada100% (1)
- Sistema de Alimentacion DieselDocumento7 pagineSistema de Alimentacion DieselJuan MallaNessuna valutazione finora
- Juntas HomocinéticasDocumento8 pagineJuntas HomocinéticasrobinrobinNessuna valutazione finora
- Materiales Balatas Temp TiposDocumento21 pagineMateriales Balatas Temp TiposLuis Dirvas0% (1)
- Angulo AckermanDocumento5 pagineAngulo Ackermansorrento_1317100% (1)
- Procesos de Construccion de Carrocerias AutomotricesDocumento5 pagineProcesos de Construccion de Carrocerias AutomotricesJHON DAVID GARCIA QUIROGANessuna valutazione finora
- EmbragueDocumento23 pagineEmbragueAngel MaikyNessuna valutazione finora
- Prueba de Fuga de CilindrosDocumento5 paginePrueba de Fuga de CilindrosJuan Diego Sarango100% (1)
- Terminologia de LevasDocumento14 pagineTerminologia de LevasDaniel GuardadoNessuna valutazione finora
- Plan de Tesis Buggy PatoDocumento18 paginePlan de Tesis Buggy PatoPatoRodriguezNessuna valutazione finora
- Sist Encendido HKZDocumento10 pagineSist Encendido HKZhenryfabricio2401Nessuna valutazione finora
- Transmisión Honda Multi MaticDocumento10 pagineTransmisión Honda Multi MaticEdgar RamiresNessuna valutazione finora
- Grupo Multiplicador y Divisor de Las Cajas de Cambios MecánicasDocumento6 pagineGrupo Multiplicador y Divisor de Las Cajas de Cambios MecánicasJairo TivantaNessuna valutazione finora
- CTVDocumento30 pagineCTVgermanNessuna valutazione finora
- Sensor Iac RotativaDocumento5 pagineSensor Iac RotativaCalebMogroNessuna valutazione finora
- Junta Homocinetica XDDocumento24 pagineJunta Homocinetica XDElin Milton Huahuahuasoncco QuispecodoriNessuna valutazione finora
- Partes de Un PistonDocumento2 paginePartes de Un PistonBeereniic Riiveraa d'AlvarezNessuna valutazione finora
- Proceso de Fabricacion de Un Piston para Motor de Combustion InternaDocumento11 pagineProceso de Fabricacion de Un Piston para Motor de Combustion InternaCamilo Bustos60% (5)
- Pistones Reporte de CalidadDocumento23 paginePistones Reporte de CalidadSergio C. Barcenas100% (2)
- Convertido en Mujer en Una Noche de BolicheDocumento7 pagineConvertido en Mujer en Una Noche de BolicheLaura GiovanniNessuna valutazione finora
- Escala de Auto Estima (LIPTAK)Documento3 pagineEscala de Auto Estima (LIPTAK)Laura100% (2)
- Mix Son Fusion TonyDocumento2 pagineMix Son Fusion TonyVru LeNessuna valutazione finora
- Mate 54Documento4 pagineMate 54Azul MaryNessuna valutazione finora
- Marzo 20 Español-1Documento13 pagineMarzo 20 Español-1Pablo Surriabre vegaNessuna valutazione finora
- Carrocería Antigua Vs ModernaDocumento7 pagineCarrocería Antigua Vs ModernagermanNessuna valutazione finora
- Tablas de Multiplicar - FichasDocumento10 pagineTablas de Multiplicar - FichasBlessinsgs SINessuna valutazione finora
- Actividad de ProbabilidadDocumento2 pagineActividad de ProbabilidadENDERSSON GARCIANessuna valutazione finora
- Ejercicios Resueltos 3c2ba Eso Tema 2.1Documento6 pagineEjercicios Resueltos 3c2ba Eso Tema 2.1JMDNessuna valutazione finora
- EdA #2 - Guía 3 - Actividad 3 - EPT5º 31-05-21Documento12 pagineEdA #2 - Guía 3 - Actividad 3 - EPT5º 31-05-21NICOLE CASTILLONessuna valutazione finora
- Leyenda El NahualDocumento2 pagineLeyenda El NahualDiosito Gutierrez50% (4)
- Y Si Lo ProbamosDocumento8 pagineY Si Lo ProbamosEncarna lera50% (2)
- GunBound Classic Thor's Hammer - Guias para Mejorar Tus Tiros en BoomerDocumento3 pagineGunBound Classic Thor's Hammer - Guias para Mejorar Tus Tiros en BoomerdrakmisticNessuna valutazione finora
- FotografiaDocumento626 pagineFotografiaRita ProfeNessuna valutazione finora
- 09 Incentivacion Colmenas Promotor LDocumento3 pagine09 Incentivacion Colmenas Promotor LFernando Ciccarelli100% (2)
- Apertura de AlabesDocumento11 pagineApertura de AlabesJunior Oña OrdoñezNessuna valutazione finora
- Conjuros EspiritualesDocumento6 pagineConjuros EspiritualesMauricio MilanoNessuna valutazione finora
- Profe de InglesDocumento3 pagineProfe de InglesXavi DavilaNessuna valutazione finora
- Curso de Trabajo en Altura y Proteccion de Caidas 2Documento10 pagineCurso de Trabajo en Altura y Proteccion de Caidas 2LeonardoEnriqueCastilloMunozNessuna valutazione finora
- Camilo BoitoDocumento12 pagineCamilo BoitoAlejandro JuarezNessuna valutazione finora
- PunkDocumento18 paginePunkNestor MarquezNessuna valutazione finora
- Manual Del Taller de Seleccion Licenciatura MusicaDocumento11 pagineManual Del Taller de Seleccion Licenciatura Musicacem_mponceNessuna valutazione finora
- Google Tag Manager y Analytics - Consejos y Mejores PracticasDocumento19 pagineGoogle Tag Manager y Analytics - Consejos y Mejores Practicasrorolo22Nessuna valutazione finora
- Arte LatinoamericanoDocumento9 pagineArte LatinoamericanoNadya LucerosNessuna valutazione finora
- Organic Neem PeruDocumento3 pagineOrganic Neem Perujucaba06100% (1)
- Guia Turistica Departamento Del MetaDocumento104 pagineGuia Turistica Departamento Del Metadiana pilar100% (1)
- Crepes de Eva ArguiñanoDocumento1 paginaCrepes de Eva ArguiñanoMaria Duran CorralNessuna valutazione finora
- Glosario de Animación, 3d y Motion GraphicsDocumento24 pagineGlosario de Animación, 3d y Motion GraphicsAlejandro TuzziNessuna valutazione finora
- Natalia - Genaro - Experiencia Erasmus en RoskildeDocumento2 pagineNatalia - Genaro - Experiencia Erasmus en Roskildeortiz133Nessuna valutazione finora
- Letra de Cruz de MaderaDocumento4 pagineLetra de Cruz de MaderaJulio Cesar Gallo LoaizaNessuna valutazione finora