Potrebbero piacerti anche
- PTV Project Report MainDocumento90 paginePTV Project Report MainmkrajasekarNessuna valutazione finora
- Nano Composites PDFDocumento17 pagineNano Composites PDFmkrajasekarNessuna valutazione finora
- Microprocessor PDFDocumento3 pagineMicroprocessor PDFmkrajasekarNessuna valutazione finora
- Design of Sandwich StructuresDocumento114 pagineDesign of Sandwich StructuresSuhas100% (1)
- PTV Project Report MainDocumento90 paginePTV Project Report MainmkrajasekarNessuna valutazione finora
- B. E. Aeronautical EngineeringDocumento6 pagineB. E. Aeronautical EngineeringmkrajasekarNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- X854Documento10 pagineX854RimNessuna valutazione finora
- Circuits Education Presentation in Blue Yellow Flat Cartoon StyleDocumento14 pagineCircuits Education Presentation in Blue Yellow Flat Cartoon StyleMa Angelica BañariaNessuna valutazione finora
- Properties and Uses of Zinc MetalDocumento9 pagineProperties and Uses of Zinc Metalshahin azNessuna valutazione finora
- Pt. Binuma Widya Karsa Company Profile 2015Documento14 paginePt. Binuma Widya Karsa Company Profile 2015Anonymous H9Qg1iNessuna valutazione finora
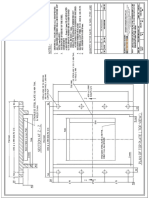
- 1007 Top PlateDocumento1 pagina1007 Top PlateAanand SinghiNessuna valutazione finora
- GATE 2018 Civil Engineering Detailed SolutionsDocumento42 pagineGATE 2018 Civil Engineering Detailed SolutionsShivangi MishraNessuna valutazione finora
- Hilti PROFIS Rebar design software output for column extension reinforcementDocumento7 pagineHilti PROFIS Rebar design software output for column extension reinforcementjatin kalraNessuna valutazione finora
- TDS Ep100-20Documento2 pagineTDS Ep100-20radule021Nessuna valutazione finora
- DWC - Weld - Plugs Recep - Layout 1Documento2 pagineDWC - Weld - Plugs Recep - Layout 1alftoyNessuna valutazione finora
- TRB 01 21 Rooftop Ductwork Round or RectangularDocumento4 pagineTRB 01 21 Rooftop Ductwork Round or Rectangularagb71c2478Nessuna valutazione finora
- Tutorial 2Documento3 pagineTutorial 2SK TamilanNessuna valutazione finora
- Comparison of VPI and Resin-Rich Insulation SystemsDocumento1 paginaComparison of VPI and Resin-Rich Insulation SystemsJose Mayen100% (1)
- FM-200 FIRE SUPPRESSION SYSTEM QUOTATIONDocumento1 paginaFM-200 FIRE SUPPRESSION SYSTEM QUOTATIONPutra LangitNessuna valutazione finora
- Rubber Pad FormingDocumento15 pagineRubber Pad FormingAdula Rajasekhar67% (3)
- Flate Plate CollectorDocumento45 pagineFlate Plate CollectorSunil PandeyNessuna valutazione finora
- Nabertherm TR 60 Operating Instructions Manual 88Documento88 pagineNabertherm TR 60 Operating Instructions Manual 88richard100% (1)
- FXFA-A - 4PEN599624-1B - Installer and User Reference Guide - EnglishDocumento84 pagineFXFA-A - 4PEN599624-1B - Installer and User Reference Guide - EnglishHewa AkreyNessuna valutazione finora
- Optimum Design of Wide Span Cable-Stayed Roof StructuresDocumento13 pagineOptimum Design of Wide Span Cable-Stayed Roof StructuresAndrés Juárez SánchezNessuna valutazione finora
- Appendix A - Sizing and Capacities of Gas PipingDocumento4 pagineAppendix A - Sizing and Capacities of Gas PipingTohid KarimiNessuna valutazione finora
- Design, Dimensioning and Execution of Precast SFRC Arch SegmentsDocumento18 pagineDesign, Dimensioning and Execution of Precast SFRC Arch Segmentshfdfghj jggfghNessuna valutazione finora
- TVL-Carpentry: Quarter 1-Module 5: Identifying Form Panels As Formwork ComponentsDocumento25 pagineTVL-Carpentry: Quarter 1-Module 5: Identifying Form Panels As Formwork ComponentsAmelyn Goco MañosoNessuna valutazione finora
- Deformation R01Documento1 paginaDeformation R01famfu94Nessuna valutazione finora
- PublicationDocumento52 paginePublicationKenan HotiNessuna valutazione finora
- History of Refrigeration and Early Artificial MethodsDocumento39 pagineHistory of Refrigeration and Early Artificial MethodsKart01Nessuna valutazione finora
- GTU BE Semester VII Refrigeration and Air Conditioning ExamDocumento2 pagineGTU BE Semester VII Refrigeration and Air Conditioning ExamYash PamnaniNessuna valutazione finora
- Table A. Equivalent Length, (L/D) of Valves and Pipe FittingsDocumento7 pagineTable A. Equivalent Length, (L/D) of Valves and Pipe Fittingst_i_f_anoNessuna valutazione finora
- EIA/TIA 569 Telecom Pathways and Spaces Design StandardDocumento28 pagineEIA/TIA 569 Telecom Pathways and Spaces Design StandardMarcilio CarvalhoNessuna valutazione finora
- Substation BusConductorsDocumento26 pagineSubstation BusConductorsPramod MahariaNessuna valutazione finora
- Mazas de Ruedas Larrique RulemanesDocumento23 pagineMazas de Ruedas Larrique RulemanesPaisaje SilenciosoNessuna valutazione finora
- Cataleg Cables Helukabel PDFDocumento164 pagineCataleg Cables Helukabel PDFoctavinavarro8236Nessuna valutazione finora