Potrebbero piacerti anche
- TuberculosisDocumento23 pagineTuberculosisChristopher LeonNessuna valutazione finora
- InstrumentoDocumento1 paginaInstrumentoChristopher LeonNessuna valutazione finora
- Tamaño Optimo de PlantaDocumento40 pagineTamaño Optimo de PlantaChristopher LeonNessuna valutazione finora
- Carta Gantt y Diagrama de Bloques1Documento36 pagineCarta Gantt y Diagrama de Bloques1Christopher LeonNessuna valutazione finora
- Sida en VenezuelaDocumento1 paginaSida en VenezuelaChristopher LeonNessuna valutazione finora
- Cine 4Dx MaracaiboDocumento4 pagineCine 4Dx MaracaiboChristopher LeonNessuna valutazione finora
- Glándulas AnexasDocumento2 pagineGlándulas AnexasChristopher LeonNessuna valutazione finora
- Reguladores de Fosforilacion OxidativaDocumento2 pagineReguladores de Fosforilacion OxidativaChristopher LeonNessuna valutazione finora
- Unidad IIDocumento93 pagineUnidad IIChristopher LeonNessuna valutazione finora
- Bacterias Anaerobias EstrictasDocumento173 pagineBacterias Anaerobias EstrictasChristopher LeonNessuna valutazione finora
- Estructura de Los CarbohidratosDocumento35 pagineEstructura de Los CarbohidratosMariangel VillasmilNessuna valutazione finora
- Reguladores de Fosforilacion OxidativaDocumento2 pagineReguladores de Fosforilacion OxidativaChristopher LeonNessuna valutazione finora
- Tema4 PicornavirusDocumento65 pagineTema4 PicornavirusAndres MarquezNessuna valutazione finora
- GramPositivosBacilosDocumento115 pagineGramPositivosBacilosChristopher LeonNessuna valutazione finora
- Micoplasmas y ChlamydiasDocumento98 pagineMicoplasmas y ChlamydiasChristopher LeonNessuna valutazione finora
- Tema 8 IDocumento34 pagineTema 8 IChristopher LeonNessuna valutazione finora
- Sida en VenezuelaDocumento1 paginaSida en VenezuelaChristopher LeonNessuna valutazione finora
- BioeticaDocumento12 pagineBioeticaChristopher Leon100% (1)
- Plexo BraquialDocumento14 paginePlexo BraquialChristopher LeonNessuna valutazione finora
- Aparato DigestivoDocumento103 pagineAparato DigestivoNestor Perdomo CNessuna valutazione finora
- Diabetes, Expo de Pp1Documento5 pagineDiabetes, Expo de Pp1Christopher LeonNessuna valutazione finora
- La Fundicion (Informe)Documento31 pagineLa Fundicion (Informe)Christopher LeonNessuna valutazione finora
- Cine 4Dx MaracaiboDocumento4 pagineCine 4Dx MaracaiboChristopher LeonNessuna valutazione finora
- DengueDocumento1 paginaDengueChristopher LeonNessuna valutazione finora
- Gusto y OlfatoDocumento15 pagineGusto y OlfatoChristopher LeonNessuna valutazione finora
- Para Tiro IdesDocumento52 paginePara Tiro IdesChristopher LeonNessuna valutazione finora
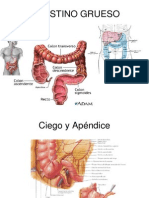
- Intestino GruesoDocumento7 pagineIntestino GruesoChristopher LeonNessuna valutazione finora
- Normas COVENIN (Mi Punto)Documento10 pagineNormas COVENIN (Mi Punto)Christopher LeonNessuna valutazione finora
- Pliego de CondicionesDocumento22 paginePliego de CondicionesChristopher LeonNessuna valutazione finora
- Puntos Criticos Gas Natural 220408Documento10 paginePuntos Criticos Gas Natural 220408Carlihect PadrinoNessuna valutazione finora
- Propuesta Tecnica Economica para El Servicio de Consultoria para La Implementacion de Un Sistema de Gestion de Seguridad y Salud Ocupacional Basado en La Norma Ohsas 18001Documento2 paginePropuesta Tecnica Economica para El Servicio de Consultoria para La Implementacion de Un Sistema de Gestion de Seguridad y Salud Ocupacional Basado en La Norma Ohsas 18001Manuel Barja Ninanya75% (4)
- Ejemplo Acta de ConstituciónDocumento24 pagineEjemplo Acta de ConstituciónJANETH TATIANA SOLANO CARDENASNessuna valutazione finora
- Opinion Vecinal Edicion 97Documento12 pagineOpinion Vecinal Edicion 97ianNessuna valutazione finora
- Memoria Anual 2022Documento118 pagineMemoria Anual 2022NAYELY GUTIERREZ HUANCANessuna valutazione finora
- Sentencia de Casación Penal de Ocubre 15 de 2008, Proceso Numero 29626.Documento17 pagineSentencia de Casación Penal de Ocubre 15 de 2008, Proceso Numero 29626.Diana QuevedoNessuna valutazione finora
- Ejercicios sobre el Neolítico: herramientas, arte rupestre y asentamientosDocumento7 pagineEjercicios sobre el Neolítico: herramientas, arte rupestre y asentamientoslogr054nNessuna valutazione finora
- Rehabilitación NeuropsicológicaDocumento17 pagineRehabilitación NeuropsicológicaHector SalazarNessuna valutazione finora
- Manual de Prácticas de Laboratorio de Química GeneralDocumento17 pagineManual de Prácticas de Laboratorio de Química GeneralHouse Del FulvoNessuna valutazione finora
- Ficha de QuimicaDocumento3 pagineFicha de QuimicaAnonymous jt4w7JNessuna valutazione finora
- Mejores Navegadores de InternetDocumento42 pagineMejores Navegadores de InternetGarcia WilbertNessuna valutazione finora
- Rigidez Ejercicios Resueltos Parte 1 128140 Downloable 936980Documento16 pagineRigidez Ejercicios Resueltos Parte 1 128140 Downloable 936980JAIME JOSE CHIPANA SORIANessuna valutazione finora
- Taller. Combustibles y Lubricantes.Documento8 pagineTaller. Combustibles y Lubricantes.Mariangel GaleaNessuna valutazione finora
- Procesos Químicos de FosilizaciónDocumento3 pagineProcesos Químicos de FosilizaciónVyron AlvarezNessuna valutazione finora
- Name EeccDocumento4 pagineName Eecccactus.solarrNessuna valutazione finora
- La mística ciudad de DiosDocumento461 pagineLa mística ciudad de DiosAlexandra JaramilloNessuna valutazione finora
- Ciniif 7Documento16 pagineCiniif 7Blanca DccqNessuna valutazione finora
- Resposabilidad Social ADSI-IIDocumento4 pagineResposabilidad Social ADSI-IIDavidNessuna valutazione finora
- Ejercicios Repaso Tercer Parcial EstadísticaDocumento7 pagineEjercicios Repaso Tercer Parcial EstadísticaJosue Hernandez100% (1)
- FERRARI Osvaldo Dialogos Con BorgesDocumento9 pagineFERRARI Osvaldo Dialogos Con BorgesPablo IbarraNessuna valutazione finora
- Liturgia de Navidad 2021Documento2 pagineLiturgia de Navidad 2021DiegoNessuna valutazione finora
- Certificado Coordinador Trabajo en AlturasDocumento1 paginaCertificado Coordinador Trabajo en AlturasAnonymous qrdoZqlNessuna valutazione finora
- Partidas de Nacimiento Jose Alexander Barco HernandezDocumento2 paginePartidas de Nacimiento Jose Alexander Barco HernandezAmmy QuinterosNessuna valutazione finora
- Economía Del Misterio y Misterio de La EconomíaDocumento2 pagineEconomía Del Misterio y Misterio de La EconomíaCamilo Andres Arias RojasNessuna valutazione finora
- 172-Texto Artigo-345-1-10-20190125Documento12 pagine172-Texto Artigo-345-1-10-20190125vanesa san vicenteNessuna valutazione finora
- Recursos Naturales de PanamaDocumento15 pagineRecursos Naturales de PanamaCRISTINA79% (14)
- Caso Practico Unidad 3Documento7 pagineCaso Practico Unidad 3Cristina PrimeraNessuna valutazione finora
- Bancarizacion RND10-0011-11Documento8 pagineBancarizacion RND10-0011-11Saul Vizcarra AguilarNessuna valutazione finora
- Informe Dto 2020Documento19 pagineInforme Dto 2020Briyan Durand SanchezNessuna valutazione finora
- Rosa de Vientos InformeDocumento10 pagineRosa de Vientos InformeCristhian Rapper Vargas HuamanNessuna valutazione finora