Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Alife: TL ( TF U DR WH EnrfuDocumento1 paginaAlife: TL ( TF U DR WH Enrfunp27031990Nessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Approximate IntegrationDocumento10 pagineApproximate IntegrationGoh Ai LinNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- Circuljar Revised: Public Service Road CalenDocumento1 paginaCirculjar Revised: Public Service Road CalenAjayNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Press Release Combined Asst Engg 05 2019 26 08 2020Documento1 paginaPress Release Combined Asst Engg 05 2019 26 08 2020np27031990Nessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Alternating CurrentDocumento36 pagineAlternating Currentkapil100% (1)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Ac CurrentDocumento16 pagineAc Currentnp27031990Nessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Matrix MCQDocumento5 pagineMatrix MCQnp27031990100% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Determinacy Indeterminacy and StabilityDocumento34 pagineDeterminacy Indeterminacy and Stabilitynp27031990Nessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Moment Distribution MethodDocumento8 pagineMoment Distribution Methodnp27031990Nessuna valutazione finora
- Mechanical Engineering Lecture Notes IntroductionDocumento44 pagineMechanical Engineering Lecture Notes Introductionnp27031990Nessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Determination of Chloride ContentDocumento3 pagineDetermination of Chloride Contentnp27031990Nessuna valutazione finora
- Building ScienceDocumento125 pagineBuilding Sciencenp27031990Nessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Complex Numbers MCQsDocumento7 pagineComplex Numbers MCQsnp2703199071% (7)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Determination of TRCDocumento1 paginaDetermination of TRCnp27031990Nessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- Introduction To Numerical Methods: Jeffrey R. ChasnovDocumento63 pagineIntroduction To Numerical Methods: Jeffrey R. ChasnovBaljinder Kamboj100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Quiz Newton Raphson SolutionDocumento8 pagineQuiz Newton Raphson SolutionPrantik Adhar SamantaNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- A Tutorial On Dynamic ProgrammingDocumento18 pagineA Tutorial On Dynamic Programmingnp27031990Nessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- PolynomialsDocumento2 paginePolynomialsnp27031990Nessuna valutazione finora
- Meteorological Conditions Influencing Air Pollution TransportDocumento6 pagineMeteorological Conditions Influencing Air Pollution TransportSweta SinhaNessuna valutazione finora
- Boudaghpour and JadidiDocumento10 pagineBoudaghpour and Jadidinp27031990Nessuna valutazione finora
- Buildin Construction.1 10Documento10 pagineBuildin Construction.1 10nazir aliNessuna valutazione finora
- Estimation NotesDocumento32 pagineEstimation NotesSrinivas P50% (2)
- Unit HydrographsDocumento11 pagineUnit HydrographshajihuzefaNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Determination of PHDocumento2 pagineDetermination of PHnp27031990100% (1)
- Bod TestDocumento2 pagineBod Testnp27031990Nessuna valutazione finora
- Determination of Chloride ContentDocumento2 pagineDetermination of Chloride Contentnp27031990Nessuna valutazione finora
- Bod TestDocumento2 pagineBod Testnp27031990Nessuna valutazione finora
- Optimization of Lagoon Operations EN PDFDocumento40 pagineOptimization of Lagoon Operations EN PDFnp27031990Nessuna valutazione finora
- Respirable Dust SamplingDocumento4 pagineRespirable Dust Samplingnp27031990Nessuna valutazione finora
- Microbiological Process in Aerated LagoonsDocumento14 pagineMicrobiological Process in Aerated Lagoonsnp27031990100% (1)
- CHDDocumento98 pagineCHDBhupesh MulikNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- EFFECTS OF RADIATION ON PLANTSDocumento35 pagineEFFECTS OF RADIATION ON PLANTSOkaroFrankNessuna valutazione finora
- Bashir2016 Spirulina Platensis ProteinDocumento8 pagineBashir2016 Spirulina Platensis Proteinanon_509992240Nessuna valutazione finora
- Haircare Formulation Sulfate Free Shampoo MousseDocumento2 pagineHaircare Formulation Sulfate Free Shampoo MousseJeimy NogueraNessuna valutazione finora
- Swiss Target PredictionDocumento5 pagineSwiss Target PredictionramdaniNessuna valutazione finora
- Chap6 Free Radical PolymnDocumento64 pagineChap6 Free Radical PolymnsanjeevpmNessuna valutazione finora
- CeresitWV UK400 TM 11 0816Documento3 pagineCeresitWV UK400 TM 11 0816gabira_Nessuna valutazione finora
- Complete List of Inorganic AcidsDocumento2 pagineComplete List of Inorganic AcidsNormina AboNessuna valutazione finora
- Radiopharmaceutical Design and DevelopmentDocumento111 pagineRadiopharmaceutical Design and Developmentarun231187Nessuna valutazione finora
- SAR and QSAR in Environmental ResearchDocumento13 pagineSAR and QSAR in Environmental ResearchRodolpho C. BragaNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- TODO Data Sheet PDFDocumento70 pagineTODO Data Sheet PDFJake ZyrusNessuna valutazione finora
- Mechanical Properties of Unsaturated Polyester Resin: International Journal of Chemtech Research October 2010Documento6 pagineMechanical Properties of Unsaturated Polyester Resin: International Journal of Chemtech Research October 2010dhikaNessuna valutazione finora
- Lipid Biosynthesis in PlantsDocumento13 pagineLipid Biosynthesis in Plantsbagus171296Nessuna valutazione finora
- NMR Chemical Shifts of Common ImpuritiesDocumento19 pagineNMR Chemical Shifts of Common ImpuritiesSana IqbalNessuna valutazione finora
- Physics Chemistry Biology Mathematics: Aakash Model Test Papers (AMTP)Documento64 paginePhysics Chemistry Biology Mathematics: Aakash Model Test Papers (AMTP)Anjali KunduNessuna valutazione finora
- Organometallic Catalysts for Alkene PolymerizationDocumento39 pagineOrganometallic Catalysts for Alkene PolymerizationjasvindersinghsagguNessuna valutazione finora
- Laundry Detergents - Moving From Solid To LiquidDocumento6 pagineLaundry Detergents - Moving From Solid To LiquidJeanette ChenNessuna valutazione finora
- ELINC INVENTORYreqno - jrc52455Documento244 pagineELINC INVENTORYreqno - jrc52455Alberto GiudiciNessuna valutazione finora
- +3 Chemistry SyllabusDocumento53 pagine+3 Chemistry SyllabusArindam DasNessuna valutazione finora
- Steroid WikiDocumento16 pagineSteroid WikiqisthiaufaNessuna valutazione finora
- Eastman™ DP SolventDocumento2 pagineEastman™ DP SolventRajNessuna valutazione finora
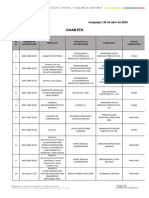
- Guantes: ITE M Número de Autorización Producto Titular de La Autorización Fabricante País de FabricaciónDocumento2 pagineGuantes: ITE M Número de Autorización Producto Titular de La Autorización Fabricante País de FabricaciónAdrian AstorgaNessuna valutazione finora
- Preparation of Kevlar-49 Fabric/E-Glass Fabric/Epoxy Composite Materials and Characterization of Their Mechanical PropertiesDocumento10 paginePreparation of Kevlar-49 Fabric/E-Glass Fabric/Epoxy Composite Materials and Characterization of Their Mechanical PropertiesIndhu ElangoNessuna valutazione finora
- Biochemistry MLT EXAMDocumento8 pagineBiochemistry MLT EXAMLeonel NkwetiNessuna valutazione finora
- Highway Engineering IIDocumento4 pagineHighway Engineering IIRotich VincentNessuna valutazione finora
- Transport of O2 and CO2 in the BodyDocumento22 pagineTransport of O2 and CO2 in the BodyFITHANessuna valutazione finora
- TranslateDocumento9 pagineTranslateWira AdjieNessuna valutazione finora
- Heterocyclic Nomenclature: Heterocyclic Chemistry at A Glance, Second Edition. John A. Joule and Keith MillsDocumento3 pagineHeterocyclic Nomenclature: Heterocyclic Chemistry at A Glance, Second Edition. John A. Joule and Keith MillsMàrwå Rägb ZäkyNessuna valutazione finora
- Utilization of Avocado Seed (Persea Americana) As A Bioplastic Food WrapperDocumento10 pagineUtilization of Avocado Seed (Persea Americana) As A Bioplastic Food Wrappermagalongshaina01Nessuna valutazione finora
- Effect of Fermentation On The Antioxidant Activity in Plant-Based Foods PDFDocumento11 pagineEffect of Fermentation On The Antioxidant Activity in Plant-Based Foods PDFevitajulieNessuna valutazione finora
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlDa EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlValutazione: 4 su 5 stelle4/5 (4)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationDa EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationValutazione: 4 su 5 stelle4/5 (18)
- Process Plant Equipment: Operation, Control, and ReliabilityDa EverandProcess Plant Equipment: Operation, Control, and ReliabilityValutazione: 5 su 5 stelle5/5 (1)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksDa EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksValutazione: 5 su 5 stelle5/5 (1)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsDa EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNessuna valutazione finora