Potrebbero piacerti anche
- Concreto SuperplastificadoDocumento6 pagineConcreto SuperplastificadoANGYE15Nessuna valutazione finora
- Norma NTGDocumento10 pagineNorma NTGPablo Coro M.Nessuna valutazione finora
- Practica 6 (Prueba de Flexion en Madera)Documento16 paginePractica 6 (Prueba de Flexion en Madera)BlasNessuna valutazione finora
- Norma - NTG 41052 (Astm C 143)Documento9 pagineNorma - NTG 41052 (Astm C 143)oscarg_57Nessuna valutazione finora
- Tarea #3 Grupo 4Documento9 pagineTarea #3 Grupo 4Marco A. Ch PerezNessuna valutazione finora
- Investigacion Tipos de Aligeramientos en OcañaDocumento61 pagineInvestigacion Tipos de Aligeramientos en OcañaJuanNessuna valutazione finora
- Extracción de Asfaltos Por CentrifugaDocumento9 pagineExtracción de Asfaltos Por CentrifugaDaniel Camilo Fernandez AcevedoNessuna valutazione finora
- Caminos ModularesDocumento5 pagineCaminos ModularesLilibeth ReyesNessuna valutazione finora
- Rocas y Agregados para HormigonesDocumento39 pagineRocas y Agregados para HormigonesStevens PiedraNessuna valutazione finora
- Abaco Aastho-93Documento4 pagineAbaco Aastho-93Yexon Andres Soto Rodriguez100% (1)
- Procedimiento Del Ensayo TriaxialDocumento3 pagineProcedimiento Del Ensayo Triaxialwagner franklinNessuna valutazione finora
- NTC 396Documento2 pagineNTC 396gm103050% (2)
- Aisc 341-16Documento2 pagineAisc 341-16ash RIV100% (1)
- Tarea 1er ParcialDocumento6 pagineTarea 1er ParcialMijail SotojNessuna valutazione finora
- Normativa Traducida ASTM - Especimenes de MaderaDocumento26 pagineNormativa Traducida ASTM - Especimenes de MaderaPaz VazquezNessuna valutazione finora
- Examenes ResistenciaDocumento2 pagineExamenes ResistenciaYeily Bardales GuaniloNessuna valutazione finora
- Aci-Sistema de Vigas TDocumento2 pagineAci-Sistema de Vigas TLIBNI JAEL AYESTAS GARCIANessuna valutazione finora
- Ensayo MaderaDocumento5 pagineEnsayo MaderaJuliana Lopez0% (1)
- Hormigon - Losas Postensadas Con Adherencia PDFDocumento2 pagineHormigon - Losas Postensadas Con Adherencia PDFcristhian jesus gaspar crispin100% (1)
- Tabla RocaDocumento4 pagineTabla RocaJorge MirandaNessuna valutazione finora
- Relajación Del Acero PretensadoDocumento6 pagineRelajación Del Acero PretensadoAdam CarpenterNessuna valutazione finora
- Revista 12Documento58 pagineRevista 12Edgar Aguilar100% (1)
- Marco Teorico Informe de Diseño de ConcretoDocumento5 pagineMarco Teorico Informe de Diseño de Concretoanon_909658178Nessuna valutazione finora
- 7507 Dosificacion de Agregados Metodo Fuller-1568590879Documento5 pagine7507 Dosificacion de Agregados Metodo Fuller-1568590879Dc nCkieNsOyNessuna valutazione finora
- Ejercicios DinamicaDocumento5 pagineEjercicios DinamicaYenifer Muñoz Cortes0% (1)
- Tipos de AgregadosDocumento8 pagineTipos de AgregadosStalin Jose Colmenares LinaresNessuna valutazione finora
- Conclusiones y Recomendaciones de Los Dos EnsayosDocumento2 pagineConclusiones y Recomendaciones de Los Dos EnsayosSheyla Monge CristobalNessuna valutazione finora
- Triptico 1Documento2 pagineTriptico 1Julio Percy Gonzales PalominoNessuna valutazione finora
- Mapa Conceptual GeologiaDocumento2 pagineMapa Conceptual GeologiajulianNessuna valutazione finora
- Actividades ConstructivasDocumento3 pagineActividades Constructivaserika paola cabezaNessuna valutazione finora
- Función de Los Elementos A Escala en El Diseño EstructuralDocumento13 pagineFunción de Los Elementos A Escala en El Diseño EstructuralFredy López100% (1)
- Reporte Baldosas MaterialesDocumento19 pagineReporte Baldosas MaterialesEduardo SaraviaNessuna valutazione finora
- Nte Inen 3049-2Documento18 pagineNte Inen 3049-2Sebastián Avilez50% (2)
- Tipos de MartinetesDocumento4 pagineTipos de MartinetesAriel EscalonNessuna valutazione finora
- Astm d2555Documento1 paginaAstm d2555Jorge Chan50% (2)
- Evaluaciones EstadisticasDocumento6 pagineEvaluaciones EstadisticasMaria Zambrano BarciaNessuna valutazione finora
- Ensayos de LadrillosDocumento20 pagineEnsayos de LadrillosGiovanni GuerraNessuna valutazione finora
- Examen Rec DosDocumento3 pagineExamen Rec DosCecilia Priscila Mosquera AvilaNessuna valutazione finora
- Lista 2 EmcDocumento9 pagineLista 2 EmcsilviaNessuna valutazione finora
- Pozos de Visita EspecialesDocumento6 paginePozos de Visita EspecialesVictor Manuel Aviles GuerraNessuna valutazione finora
- Aceros Comerciales en EcuadorDocumento18 pagineAceros Comerciales en EcuadorVane PérezNessuna valutazione finora
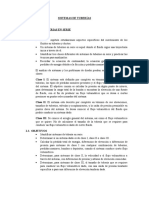
- Sistema de Tuberias en SerieDocumento16 pagineSistema de Tuberias en SerieISIDRO YANPIER BENITES GUERRERONessuna valutazione finora
- ASTM C173 Contenido de Aire Volumétrico - En.esDocumento9 pagineASTM C173 Contenido de Aire Volumétrico - En.esKAREM LISNEY GORDILLO MARTINEZNessuna valutazione finora
- Guardianía e Instalaciones ProvisionalesDocumento2 pagineGuardianía e Instalaciones ProvisionalesJuan Gabriel CaillaguaNessuna valutazione finora
- Ensayo de Flexión en Vigas de Concreto ArmadoDocumento18 pagineEnsayo de Flexión en Vigas de Concreto ArmadoDhylan SebastianNessuna valutazione finora
- Cálculo de Rigidez de Marcos de Concreto Método de SchultzDocumento7 pagineCálculo de Rigidez de Marcos de Concreto Método de SchultzJorge PenichéNessuna valutazione finora
- Analisis Por Cargas VerticalesDocumento41 pagineAnalisis Por Cargas VerticalesVaniaCuevaSoto100% (3)
- Ejercicio Diseño Encof Madera Losa AligeradaDocumento5 pagineEjercicio Diseño Encof Madera Losa AligeradaMichael Villa Siccos0% (1)
- Metodod de Prueba Estandar para Densidad BulkDocumento14 pagineMetodod de Prueba Estandar para Densidad BulkFredy DiazNessuna valutazione finora
- Identificación de SuelosDocumento10 pagineIdentificación de SuelosamiNessuna valutazione finora
- Momento de InerciaaDocumento24 pagineMomento de Inerciaakellym33% (3)
- Coeficientes de Rugosidad en Canales AbiertosDocumento20 pagineCoeficientes de Rugosidad en Canales AbiertosAnderson Esmid Gonzalez Pacheco100% (1)
- PDF 248353723 Estructuras de Acero Mccormac Ilovepdf Split Merge 2Documento14 paginePDF 248353723 Estructuras de Acero Mccormac Ilovepdf Split Merge 2KESLY DANAHIRA SOLIZ TORRICO100% (1)
- Capitulo 4 Miembros A CompresionDocumento44 pagineCapitulo 4 Miembros A CompresionJaime VegaNessuna valutazione finora
- Clase 02 Enfoque e Ingenieria de MaterialesDocumento74 pagineClase 02 Enfoque e Ingenieria de MaterialesJesús Medina100% (1)
- Renta Horaria Nicaragua 2021Documento3 pagineRenta Horaria Nicaragua 2021Elvis SanabriaNessuna valutazione finora
- AASHTO T 176, Equivalente de ArenaDocumento7 pagineAASHTO T 176, Equivalente de ArenaRICARDO NOEL LEZAMA CHAVEZNessuna valutazione finora
- Generalidades Del Concreto HidráulicoDocumento4 pagineGeneralidades Del Concreto HidráulicoRamon Alejandro Muñoz RamirezNessuna valutazione finora
- Articulo Vigas Laminadas Pini Caribe Esfuerzosde DiseoDocumento15 pagineArticulo Vigas Laminadas Pini Caribe Esfuerzosde DiseoRocael JuarezNessuna valutazione finora
- Briquetas TerminadoDocumento22 pagineBriquetas TerminadoVictor Kevin Arce MuñozNessuna valutazione finora
- Capacitacion de PES 050 - AceroDocumento25 pagineCapacitacion de PES 050 - AceroJuan Carlos Cardenas AlanyaNessuna valutazione finora
- Muros de Contencion PresentacionDocumento59 pagineMuros de Contencion PresentacionMarcela Rodríguez RiveraNessuna valutazione finora
- Fotos 2Documento3 pagineFotos 2Juan Carlos Cardenas AlanyaNessuna valutazione finora
- Valorizacion #07 Dic - Grupo 44-CIEREDocumento33 pagineValorizacion #07 Dic - Grupo 44-CIEREJuan Carlos Cardenas AlanyaNessuna valutazione finora
- Capacitacion de PES 115 - ConcretoDocumento44 pagineCapacitacion de PES 115 - ConcretoJuan Carlos Cardenas AlanyaNessuna valutazione finora
- Planilla de Metrados Adicional 01Documento9 paginePlanilla de Metrados Adicional 01Juan Carlos Cardenas AlanyaNessuna valutazione finora
- Inscripcion OsceDocumento12 pagineInscripcion OsceCynthia Fabiola Pazo LlenqueNessuna valutazione finora
- Anlisis Est y DinamDocumento42 pagineAnlisis Est y DinamJuan Carlos Cardenas AlanyaNessuna valutazione finora
- Astm - MaderaDocumento14 pagineAstm - MaderaJuan Carlos Cardenas Alanya0% (1)
- Diseño Tijeral-InicialDocumento10 pagineDiseño Tijeral-InicialMarco Antonio Sanchez ColetoNessuna valutazione finora
- Diseño Tijeral-InicialDocumento10 pagineDiseño Tijeral-InicialMarco Antonio Sanchez ColetoNessuna valutazione finora
- Guia Rapida Renovacion Bys - 2011Documento12 pagineGuia Rapida Renovacion Bys - 2011Valencia Quispe CesarNessuna valutazione finora
- 227-4.CP Formato Valorizacion de ObraDocumento1 pagina227-4.CP Formato Valorizacion de ObraJuan Carlos Cardenas Alanya50% (2)
- Gastos GeneralesDocumento1 paginaGastos GeneralesJuan Carlos Cardenas AlanyaNessuna valutazione finora
- Manual de LRFD para Construcciones de MaderaDocumento64 pagineManual de LRFD para Construcciones de MaderaCarlos Andrés100% (1)
- Zapatas Aisladas ExcentricasDocumento25 pagineZapatas Aisladas ExcentricasJuan Carlos Cardenas Alanya100% (4)
- Zapata ConectadaDocumento19 pagineZapata ConectadaJuan Carlos Cardenas Alanya100% (1)
- Formato 01 SeguridadDocumento1 paginaFormato 01 SeguridadJuan Carlos Cardenas AlanyaNessuna valutazione finora
- Zapatas Aisladas ExcentricasDocumento25 pagineZapatas Aisladas ExcentricasJuan Carlos Cardenas Alanya100% (4)
- Astm - MaderaDocumento14 pagineAstm - MaderaJuan Carlos Cardenas Alanya0% (1)
- Formula PolinomicaDocumento1 paginaFormula PolinomicaJuan Carlos Cardenas AlanyaNessuna valutazione finora
- Formulario Matriz Iper-AchsDocumento23 pagineFormulario Matriz Iper-AchsNelson Echeverria GNessuna valutazione finora
- 1.san BenitoDocumento7 pagine1.san BenitoMaria JoseNessuna valutazione finora
- Parcial 2 Lengua 1 2022Documento6 pagineParcial 2 Lengua 1 2022María Fiorella CariasNessuna valutazione finora
- Venezuela en Los 90. La Crisis de La DemocraciaDocumento5 pagineVenezuela en Los 90. La Crisis de La DemocraciaJorge Luis González MoraNessuna valutazione finora
- Servicio Comunitario PDFDocumento10 pagineServicio Comunitario PDFRosana CastilloNessuna valutazione finora
- Red de Oficinas Disponibles BDV Flexibilización de La CuarentenaDocumento13 pagineRed de Oficinas Disponibles BDV Flexibilización de La CuarentenaNoris Carolina corderoNessuna valutazione finora
- Puntos Re Presidencial 2024Documento7 paginePuntos Re Presidencial 2024Luis Eduardo Martínez0% (1)
- Discurso de Fernando Morgado (XL Asamblea Anual 2010)Documento5 pagineDiscurso de Fernando Morgado (XL Asamblea Anual 2010)Lorena PardiNessuna valutazione finora
- Linea de Tiempo 2019Documento94 pagineLinea de Tiempo 2019GENESIS PINTONessuna valutazione finora
- 1 SMDocumento218 pagine1 SMLizeth Lizarazo AldanaNessuna valutazione finora
- Francisco Antonio Uzcátegui y DávilaDocumento4 pagineFrancisco Antonio Uzcátegui y DávilaXabier AmezagaNessuna valutazione finora
- 1er Corte Hum y Educ b2013Documento11 pagine1er Corte Hum y Educ b2013acuakerNessuna valutazione finora
- UntitledDocumento33 pagineUntitledapi-252894523Nessuna valutazione finora
- Calendario Historial Tovareno 06.09.20Documento137 pagineCalendario Historial Tovareno 06.09.20Alexis Ramirez100% (2)
- Revista Andina Marzo 2022Documento22 pagineRevista Andina Marzo 2022Diario de Los AndesNessuna valutazione finora
- Mariano NavaDocumento20 pagineMariano NavaAdriana Ortiz BiałousNessuna valutazione finora
- Hoja de Vida Elias CaprilesDocumento29 pagineHoja de Vida Elias CaprilesTanya MarïaNessuna valutazione finora
- Estado Mérida - Fiestas Populares y Tradicionales de VenezuelaDocumento3 pagineEstado Mérida - Fiestas Populares y Tradicionales de VenezuelaEduardo PárragaNessuna valutazione finora
- Anfibios - Libro Rojo de La Fauna VenezolanaDocumento29 pagineAnfibios - Libro Rojo de La Fauna Venezolanaveliger2009Nessuna valutazione finora
- Ensayo de Caos UrbanoDocumento11 pagineEnsayo de Caos UrbanoRenzo RojasNessuna valutazione finora
- Problema Del Agua Camino RealDocumento13 pagineProblema Del Agua Camino RealjhonalderNessuna valutazione finora
- ComercioDocumento6 pagineComercioAnyee SalasNessuna valutazione finora
- Argenis Mendez EcheniqueDocumento5 pagineArgenis Mendez EcheniqueADDISON MONTOYANessuna valutazione finora
- Vfestivalmundialpoesia 2008 PortuguesaDocumento71 pagineVfestivalmundialpoesia 2008 PortuguesarafaelghdNessuna valutazione finora
- PORU PN Sierra NevadaDocumento55 paginePORU PN Sierra NevadaLizbeth LoboNessuna valutazione finora
- Alfonso Cuesta (Lengua y Literatura)Documento3 pagineAlfonso Cuesta (Lengua y Literatura)Steven Castro100% (1)
- Antropologia de La Comida Mario SanojaDocumento23 pagineAntropologia de La Comida Mario SanojaMaury Abrahàm Màrquez GNessuna valutazione finora
- Depote UniDocumento9 pagineDepote UniAxel CastilloNessuna valutazione finora
- William Lobo Merida Una Ciudad SostenibleDocumento3 pagineWilliam Lobo Merida Una Ciudad SosteniblesaavedramasterNessuna valutazione finora
- CIUDADANODocumento6 pagineCIUDADANOleonardoalberto87Nessuna valutazione finora
- Claret MichelangeliDocumento31 pagineClaret MichelangeliLyss Pérez MenesesNessuna valutazione finora