Potrebbero piacerti anche
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Surface Vehicle Recommended Practice: Reaf. JUL81Documento2 pagineSurface Vehicle Recommended Practice: Reaf. JUL81wilian_coelho3309Nessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Surface Vehicle Recommended Practice: ForewordDocumento60 pagineSurface Vehicle Recommended Practice: Forewordwilian_coelho3309Nessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Surface Vehicle Recommended Practice: Issued JAN2005Documento43 pagineSurface Vehicle Recommended Practice: Issued JAN2005wilian_coelho3309Nessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- BS 7608 Welds Technical BackgroundDocumento32 pagineBS 7608 Welds Technical Backgroundwilian_coelho3309100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- Surface Vehicle StandardDocumento7 pagineSurface Vehicle Standardwilian_coelho3309Nessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Surface Vehicle Recommended PracticeDocumento4 pagineSurface Vehicle Recommended Practicewilian_coelho3309Nessuna valutazione finora
- Surface Vehicle Recommended PracticeDocumento3 pagineSurface Vehicle Recommended Practicewilian_coelho3309Nessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Surface Vehicle StandardDocumento8 pagineSurface Vehicle Standardwilian_coelho3309Nessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Surface Vehicle Standard: Issued JAN2002Documento37 pagineSurface Vehicle Standard: Issued JAN2002wilian_coelho3309Nessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Surface Vehicle Recommended Practice: Rev. DEC2003Documento5 pagineSurface Vehicle Recommended Practice: Rev. DEC2003wilian_coelho3309Nessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- Surface Vehicle Recommended PracticeDocumento8 pagineSurface Vehicle Recommended Practicewilian_coelho3309Nessuna valutazione finora
- SAE j301Documento12 pagineSAE j301KushvinderKumarNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Surface Vehicle Recommended PracticeDocumento7 pagineSurface Vehicle Recommended Practicewilian_coelho3309Nessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Surface Vehicle Recommended Practice: Reaf. DEC2002Documento3 pagineSurface Vehicle Recommended Practice: Reaf. DEC2002wilian_coelho3309Nessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Surface Vehicle Standard: 400 Commonwealth Drive, Warrendale, PA 15096-0001Documento7 pagineSurface Vehicle Standard: 400 Commonwealth Drive, Warrendale, PA 15096-0001wilian_coelho3309Nessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Surface Vehicle StandardDocumento6 pagineSurface Vehicle Standardwilian_coelho3309Nessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Surface Vehicle Recommended PracticeDocumento5 pagineSurface Vehicle Recommended Practicewilian_coelho3309100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- MSRP-C3 Specifications For Tank Cars 2014-CompressedDocumento664 pagineMSRP-C3 Specifications For Tank Cars 2014-Compressedwilian_coelho3309Nessuna valutazione finora
- Surface Vehicle StandardDocumento4 pagineSurface Vehicle Standardwilian_coelho3309Nessuna valutazione finora
- Technical Standards Board Standard: Rev. MAY1999Documento39 pagineTechnical Standards Board Standard: Rev. MAY1999wilian_coelho3309Nessuna valutazione finora
- Surface Vehicle Standard: Rev. SEP2004Documento13 pagineSurface Vehicle Standard: Rev. SEP2004wilian_coelho3309Nessuna valutazione finora
- Surface Vehicle Recommended PracticeDocumento7 pagineSurface Vehicle Recommended Practicewilian_coelho3309Nessuna valutazione finora
- STOPPING DISTANCE TEST PROCEDURE - Saej299v001Documento4 pagineSTOPPING DISTANCE TEST PROCEDURE - Saej299v001wilian_coelho3309100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Saej380v002 - Specific Gravity of Friction MaterialDocumento4 pagineSaej380v002 - Specific Gravity of Friction Materialwilian_coelho3309Nessuna valutazione finora
- 2018 Aar - MSRP A1Documento118 pagine2018 Aar - MSRP A1wilian_coelho33090% (1)
- Para Conhecimento: Manual of Standards Recommended Practices Section S-IiiDocumento108 paginePara Conhecimento: Manual of Standards Recommended Practices Section S-Iiiwilian_coelho3309Nessuna valutazione finora
- Saej406v002 - Methods of Determining Hardenability of SteelsDocumento47 pagineSaej406v002 - Methods of Determining Hardenability of Steelswilian_coelho3309Nessuna valutazione finora
- MSS SP-55Documento25 pagineMSS SP-55Christian Perez100% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Para Conhecimento: Manual of Standards Recommended Practices Section S-IiiDocumento108 paginePara Conhecimento: Manual of Standards Recommended Practices Section S-Iiiwilian_coelho3309Nessuna valutazione finora
- Aar S2 (2007)Documento470 pagineAar S2 (2007)wilian_coelho330950% (2)
- 301 Lab2Documento9 pagine301 Lab2Ryan BaleNessuna valutazione finora
- General Chemistry Lab Qualitative Cation AnalysisDocumento22 pagineGeneral Chemistry Lab Qualitative Cation AnalysisJaafar Al-AlusiNessuna valutazione finora
- Earth Materials and ProcessesDocumento60 pagineEarth Materials and ProcessesZarlene SierraNessuna valutazione finora
- FCE345 Highway MaterialsDocumento43 pagineFCE345 Highway Materialsjava nameNessuna valutazione finora
- Compendium OIV Vol1Documento539 pagineCompendium OIV Vol1Daniela MenegatNessuna valutazione finora
- 05 S and P Block Elements Que. Final E 1Documento15 pagine05 S and P Block Elements Que. Final E 1gnkstarNessuna valutazione finora
- Electronegativity ChartDocumento2 pagineElectronegativity ChartDana FransenNessuna valutazione finora
- Recommendations for Lubricating Oil SelectionDocumento7 pagineRecommendations for Lubricating Oil SelectionSergei KurpishNessuna valutazione finora
- Encardio BrochureDocumento9 pagineEncardio BrochureZELALEMNessuna valutazione finora
- Zero Export Steam Reforming Article - 1001307 PDFDocumento8 pagineZero Export Steam Reforming Article - 1001307 PDFSakthi VelNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Role of Pesticide Formulations For Sustainable Crop Protection and Environment Management: A ReviewDocumento8 pagineRole of Pesticide Formulations For Sustainable Crop Protection and Environment Management: A ReviewYASHICA VAITTIANATHANNessuna valutazione finora
- IS 401.2001 - Preservation of Timber PDFDocumento30 pagineIS 401.2001 - Preservation of Timber PDFMehul BansalNessuna valutazione finora
- The Otto Schmidt's Inter-Stellar Dust TheoremDocumento1 paginaThe Otto Schmidt's Inter-Stellar Dust TheoremKC CampilanNessuna valutazione finora
- An Experimental Study On The Internal Corrosion of A Subsea Multiphase PipelineDocumento7 pagineAn Experimental Study On The Internal Corrosion of A Subsea Multiphase PipelineYogaNessuna valutazione finora
- CLS Aipmt-18-19 XII Che Study-Package-7 SET-1 Chapter-14Documento6 pagineCLS Aipmt-18-19 XII Che Study-Package-7 SET-1 Chapter-14Sanchit PREDATORNessuna valutazione finora
- AIChE Pocket HandbookDocumento64 pagineAIChE Pocket HandbookDinesh KanaujiyaNessuna valutazione finora
- NSS Chemistry Part 15 Analytical Chemistry (Structural QuestionsDocumento42 pagineNSS Chemistry Part 15 Analytical Chemistry (Structural QuestionsKelvinNgNessuna valutazione finora
- Class NotesDocumento20 pagineClass Notesrockybhaighost97Nessuna valutazione finora
- Unit 10 Elements of Group: OccurrenceDocumento22 pagineUnit 10 Elements of Group: OccurrenceSahil JaglanNessuna valutazione finora
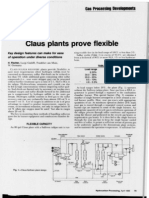
- Claus Plants Prove FlexibleDocumento3 pagineClaus Plants Prove Flexiblebakhtiari_afNessuna valutazione finora
- G.6 Q.1 SCIENCE Lesson 2 Homogeneous MixtureDocumento35 pagineG.6 Q.1 SCIENCE Lesson 2 Homogeneous MixturemeguiNessuna valutazione finora
- Geoenergy Science and EngineeringDocumento21 pagineGeoenergy Science and EngineeringMayank singhalNessuna valutazione finora
- RadioactivityDocumento22 pagineRadioactivitymerezemenike272Nessuna valutazione finora
- Topic 2 SimpleDistillationDocumento52 pagineTopic 2 SimpleDistillationJA NableNessuna valutazione finora
- StyreneDocumento28 pagineStyreneAbuBakar Saleem75% (4)
- Syllabus 8Documento1 paginaSyllabus 8harrypaswan87Nessuna valutazione finora
- Analytical Instruments in Water-Steam-Cycles: An Introduction For The Non-ChemistDocumento27 pagineAnalytical Instruments in Water-Steam-Cycles: An Introduction For The Non-ChemistMaxi MaxiNessuna valutazione finora
- Kacon KSH SeriesDocumento1 paginaKacon KSH SeriesMai Văn BáchNessuna valutazione finora
- Assignment - #2 GeotechDocumento16 pagineAssignment - #2 GeotechÅbhîshęķ ĂryąNessuna valutazione finora
- The Nano World A. DefinitionDocumento6 pagineThe Nano World A. DefinitionSavy CruzNessuna valutazione finora