Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
19 59 1 PB PDF
Caricato da
msayalaTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
19 59 1 PB PDF
Caricato da
msayalaCopyright:
Formati disponibili
Optimizacin de parmetros de mecanizado en operaciones de torneado
M.A. Velasco
Optimizacin de parmetros de mecanizado en operaciones de torneado
M.A. Velasco
(Recibido: 30 de noviembre de 2010; aprobado: 26 de septiembre de 2011)
rEsumEn
Este artculo presenta el problema de optimizacin de los parmetros de torneado aprovechando algunas caractersticas de la funcin objetivo (costo mnimo o mxima tasa de produccin) y de las restricciones consideradas (rango de parmetros de mecanizado, potencia, fuerza, rugosidad y temperatura admisibles). Los resultados obtenidos en un estudio de caso muestran que el algoritmo propuesto es eficaz en la solucin de problemas de optimizacin. Palabras clave - optimizacin, parmetros de mecanizado, torneado.
Marco Antonio Velasco Pea: Ingeniero Mecnico, Mster en Materiales y procesos de Manufactura, marcovelasco@usantotomas.edu.co. Docente, Facultad de Ingeniera Mecnica, Universidad Santo Toms. (C.P. 110311) Carrera 9 No. 51-11, Bogot, Colombia. Este artculo es resultado del proyecto de investigacin Optimizacin de operaciones de mecanizado. El proyecto desarrolla la optimizacin para operaciones de cilindrado, refrentado y torneado cnico y su solucin aprovechando algunas caractersticas de la funcin objetivo (costo o tiempo mnimos y utilidad mxima) y de las restricciones consideradas (rango de parmetros de mecanizado recomendados y disponibles, potencia, fuerza, acabado superficial y temperatura admisibles). Grupo de investigacin GEAMEC. Entidad financiadora: Universidad Santo Toms. El autor presenta sus agradecimientos al ingeniero Jorge Andrs Garca, docente de la Facultad de Ingeniera Mecnica de la Universidad Santo Toms, quien ayud a realizar los ensayos.
Intekhnia | Vol. 6 | No. 2 | Julio - diciembre de 2011 | ISSN: 1900-7612 | pp. 13 - 23
13
Optimizacin de parmetros de mecanizado en operaciones de torneado
M.A. Velasco
Optimization of Machining Parameters in Turning Operations
abstract
This paper outlines the optimization problem of turning cutting conditions using some characteristics of the objective function (minimum cost or maximum production rate) and the considered restrictions (cutting conditions range, power, force, roughness and temperature allowed). Results obtained from a case study show that the proposed algorithm is efficient in solving optimization problems. Keywords Optimization, cutting conditions, turning, machining.
Otimizao de parmetros de usinagem em operaes de torneamento
rEsumo
Este artigo apresenta o problema de otimizao dosparmetro de torneamento aproveitando algumas caractersticas da funo objetivo (custo mnimo ou taxa mxima de produo) e as restries consideradas (gama de parmetros de usinagem, poder, fora, aspereza e tolerncia de temperatura) . Os resultados obtidos em um estudo de caso mostram que o algoritmo proposto eficaz na resoluo de problemas de otimizao. Palavras - chave Optimization, parmetros de usinagem, turneamento.
14
Intekhnia | Vol. 6 | No. 2 | Julio - diciembre de 2011 | ISSN: 1900-7612 | pp. 13 - 23
Optimizacin de parmetros de mecanizado en operaciones de torneado
M.A. Velasco
i. introduccin
El mecanizado, proceso en el cual una herramienta de corte con uno o ms filos desprende material de una pieza, ha sido el proceso de manufactura ms importante desde el comienzo de la Revolucin industrial. Procesos como el torneado, fresado y taladrado son usados para elaborar piezas en mltiples materiales, formas y tamaos que estn presentes en casi todos los bienes que hacen parte de la vida cotidiana. En su estudio, Merchant [1] sostiene que cerca de la sexta parte del PIB de un pas industrializado se debe a la produccin de elementos que implican algn proceso de maquinado. En lo anterior se observa una necesidad patente de las empresas metalmecnicas de mejorar sus prcticas de mecanizado para hacerlas ms eficientes y as ofrecer productos que cumplan requisitos de calidad con menores costos y tiempos de fabricacin. Hacer un manejo ptimo de los recursos disponibles para la produccin siguiendo criterios de economa de maquinado les permitir satisfacer a sus usuarios, aumentar sus utilidades e insertarse de manera competitiva en un mercado globalizado. Considerando que el torneado es el proceso de mecanizado ms usado y que una de las diversas maneras como se puede mejorar es mediante la seleccin ptima de los parmetros de corte (velocidad de corte, avance y profundidad), este trabajo presenta una propuesta de planteamiento y solucin del problema de optimizacin de parmetros de corte en operaciones de cilindrado, refrentado y torneado cnico siguiendo criterios como la mxima tasa de produccin (equivalente al tiempo mnimo de produccin por pieza) o el costo mnimo. Aunque la investigacin sobre la optimizacin de dichos procesos se inici hace un siglo con el trabajo de Taylor y ha recibido la atencin de mltiples investigadores, su aplicacin industrial an es escasa, como lo afirman Mukherjee y Kumar [2]. Aunque no se conoce de estudios similares en Colombia, su estado de desarrollo frente a pases industrializados no hace suponer una mejor situacin. Frente a otros
trabajos en el rea que se citan, en [2] donde se describen criterios de optimizacin, variables y mtodos de solucin, ste se diferencia por ser un modelo que condensa varias operaciones, variables y criterios de optimizacin en un solo planteamiento matemtico, adems de usar un mtodo determinstico para su solucin. La seccin II presenta el planteamiento del problema. La seccin III muestra los resultados obtenidos y la IV las conclusiones.
ii. matErialEs y mtodos
La optimizacin consiste en maximizar o minimizar una funcin objetivo mientras se satisface un conjunto de restricciones. En Belengudu [3] se plantea el problema de optimizacin segn Ec. (1): Sujeto a gi(x)0 Optimizar F(x) i=1,,m hj(x)=0 i=1,,l (1)
Donde x=(x1,x2,,xn)T son las variables a optimizar, F la funcin objetivo, g y h las restricciones del problema. En el caso de los procesos de produccin, la funcin a optimizar puede ser el tiempo, el costo o la utilidad. En este artculo se propone optimizar las funciones de tiempo mnimo y costo mnimo de produccin de operaciones de torneado en funcin de las variables de corte, velocidad y avance. La Figura 1 muestra un caso particular que es el tiempo en funcin de la velocidad de corte. En esta figura se puede apreciar que si bien a mayor velocidad de corte menor es el tiempo de maquinado, se presenta un aumento en el tiempo de cambio de la herramienta debido al desgaste prematuro de la misma. Por lo anterior, existe un valor ptimo de velocidad de corte para el que se disminuye el tiempo total de operacin. Algo similar sucede para el criterio de costo mnimo y la variable de avance. Los trminos que se utilizan en este artculo estn definidos en la seccin anexa de nomenclatura.
Intekhnia | Vol. 6 | No. 2 | Julio - diciembre de 2011 | ISSN: 1900-7612 | pp. 13 - 23
15
Optimizacin de parmetros de mecanizado en operaciones de torneado
M.A. Velasco
Figura 1. Tiempo de mecanizado en funcin de la velocidad de corte
que esos tiempos implican uso de mquina, herramienta y pago de recurso humano; adems, existe el costo asociado al cambio de la herramienta cuando sta ha llegado al final de su vida til. Si se considera el costo de una operacin, este es, segn Ec. (6): (6) Wang [5] y Armarego [6] introducen un trmino tiempo equivalente en Ec. (7): (7)
Fuente: Autor.
Lo que permite que Ec. (6) se pueda escribir como: (8) La forma de Ec. (8) es similar a Ec. (2), en el caso de optimizar la variable tiempo C=1, mientras que en el caso de optimizar el costo se usa C=Ct, por lo que el planteamiento y mtodo de solucin para resolver el problema del costo mnimo son los mismos que los requeridos para el problema del tiempo mnimo. Esto es de gran utilidad en el planteamiento del problema, pues permite que una misma funcin Ec. (8) pueda utilizarse para dos criterios de optimizacin: el tiempo y el costo. Las caractersticas de la mquina, la herramienta o filo de corte y la pieza definen el valor que pueden tomar ciertas variables del proceso de mecanizado. Por ejemplo, la potencia requerida por el proceso de mecanizado no puede ser mayor que la potencia disponible en el husillo del torno. Es decir, segn Ec. (9): (9) La potencia mxima en el husillo est disponible a partir de una velocidad angular mayor o igual a a, por debajo de esta velocidad umbral la potencia disponible se puede considerar proporcional a la velocidad angular, en Ec. (10): (10)
La funcin objetivo, tiempo o costo de produccin, se obtiene a partir del anlisisdel proceso de torneado donde la evaluacin de tiempos y costos se hace considerando el volumen de material removido. El tiempo to en que se realiza una operacin est dado por Ec. (2): (2) De otro lado, la evaluacin de la razn entre el nmero de filos J requeridos para producir N piezas se puede hacer considerando operaciones a velocidad de corte constante o velocidad angular constante. Para velocidad de corte constante la razn J/N se puede deducir a partir de Ec. (3): (3) Para velocidad angular constante, la relacin J/Nse obtiene a partir de la aproximacin descrita en Boothroyd [4] (Ec. (4)): (4) La duracin del filo de corte tt en funcin de la velocidad y el avance se describe en la ecuacin de Taylor en Ec. (5): (5) Los costos que implica producir piezas por mecanizado estn ligados a los tiempos considerados anteriormente, ya
16
Intekhnia | Vol. 6 | No. 2 | Julio - diciembre de 2011 | ISSN: 1900-7612 | pp. 13 - 23
Optimizacin de parmetros de mecanizado en operaciones de torneado
M.A. Velasco
El rango de velocidades a las que puede girar el husillo debe estar dentro del rango de velocidades disponibles en la mquina, segn Ec. (11): (11) De manera semejante para la velocidad angular, en Ec. (12): (12) El avance del filo de corte debe estar dentro del rango de avances permisible o disponible en la mquina, segn Ec. (13): (13) En operaciones de acabado se debe considerar la rugosidad superficial. La rugosidad en la superficie de la pieza depende del radio de punta de la herramienta de corte rh y el avance f de esta (Ec. (14)): (14) La fuerza de corte no debe superar un mximo que depende de la resistencia de la herramienta, en Ec. (15): (15) El rango de avances recomendado por el fabricante de la herramienta de corte tambin est condicionado por las especificaciones de la herramienta de corte, segn Ec. (16): (16) De manera similar, el rango profundidad recomendado por el fabricante de la herramienta de corte es una restriccin a considerar en la seleccin de esta variable, en Ec. (17): (17) La temperatura en la zona de corte puede ser lo bastante elevada para ocasionar cambios en las propiedades mecnicas tanto de la pieza como de la herramienta. El aumento de temperatura, para operaciones de torneado donde se cumpla a/f>5, est dado por Ec. (18):
(18) Lo anterior planteara una restriccin para v y f en Ec. (19): (19) Reemplazando Ec. (18) en Ec. (19) y despejando para vf se obtiene: (20) Por lo anterior, se llega al planteamiento del problema de optimizacin que se muestra en Ec. (21). Min. Sujeto a
(21)
Intekhnia | Vol. 6 | No. 2 | Julio - diciembre de 2011 | ISSN: 1900-7612 | pp. 13 - 23
17
Optimizacin de parmetros de mecanizado en operaciones de torneado
M.A. Velasco
Las variables A1 a A5 dependen de la geometra del problema y se describen en la Tabla 1.
Tabla 1. Valor de las razones J/N y las variables geomtricas A
Operaciones a velocidad de corte constante Cilindrado multipasada Refrentado multipasada Cnico unipasada
Refrentado multipasada
, ,
, Cnico unipasada , ,
Fuente: Autor.
Cilindrado multipasada
, ,
Refrentado multipasada
, , ,
Del anlisis de las derivadas de la funcin objetivo se deduce que no hay un mnimo global para la funcin objetivo F y que el valor de v y f que optimiza F est sobre la frontera de la regin factible definida por las restricciones activas definidas en (21). Sobre dicha frontera, los puntos conformados por los niveles v y f en los cuales la funcin F toma el mnimo valor posible se distinguen por ser puntos donde dos restricciones estn activas o donde las curvas que representan F/v=0 y F/f =0 se intersectan con una restriccin activa, como se ve en la Figura 2 que muestra la interface de la rutina de optimizacin desarrollada.
Figura 2. Optimizacin de la Funcin objetivo (Tiempo o costo) en funcin de la velocidad de corte y el avance
, ,
Cnico unipasada
Operaciones a velocidad angular constante Refrentado multipasada Cnico unipasada
Fuente: Autor. 18
Intekhnia | Vol. 6 | No. 2 | Julio - diciembre de 2011 | ISSN: 1900-7612 | pp. 13 - 23
Optimizacin de parmetros de mecanizado en operaciones de torneado
M.A. Velasco
Figura 3. Algoritmo para la solucin determinstica del problema de optimizacin
Para la pieza que se muestra en la Figura 4, se hallan los parmetros ptimos para la operacin de perfilado de acabado. El perfilado se compone de dos cilindrados y dos refrentados. La pieza hace parte de una lnea de productos arquitectnicos y es elaborada en AISI 304.
Figura 4. Pieza considerada como estudio de caso
2.0 18.75 7.65
Fuente: Autor.
El perfilado se lleva a cabo en un torno CNC Leadwell LT10 cuyas caractersticas se dan en la Tabla 8. La herramienta usada es un inserto VNMG12T304-NF IC507 montado en el portainserto SVJNR2020K1-2F, ambos de la empresa ISCAR. La herramienta se describe en la Tabla 2. Los datos para alimentar el programa de optimizacin se tomaron de varias fuentes. Las caractersticas de la herramienta se tomaron del catlogo del fabricante y pruebas experimentales realizadas para determinar la vida de la herramienta en funcin de los parmetros de corte. Las caractersticas del torno del manual del fabricante y la geometra de las operaciones de torneado, que se dan en las tablas 3 a 7, del plano de la pieza. Los datos de los costos de hora mquina, costo del filo y tiempo de cambio de la herramienta fueron suministrados por la empresa y se estiman en 30.000 pesos/h, 5.000 pesos y 60 s respectivamente.
Tabla 2. Caractersticas de la herramienta de corte
Fuente: Autor.
Con base en lo anterior, se plantea un algoritmo de solucin como el de la Figura 3 que realice la bsqueda de los puntos que cumplan con las condiciones necesarias de optimalidad. El algoritmo acta de manera determinstica sin usar mtodos numricos al considerar que las derivadas de la funcin objetivo y las restricciones del problema planteado en Ec. (21) tienen la forma genrica de una funcin G en funcin de potencias de las variables de velocidad de corte v y avance f como se ve en Ec. (22). (22)
K n n1 fHmin fHmax vHmin vHmax rh
301656 0.4124 0.8218 0.07 mm/rev 0.3 mm/rev 180 m/min 280 m/min 0.4 mm
Fuente: Autor.
Intekhnia | Vol. 6 | No. 2 | Julio - diciembre de 2011 | ISSN: 1900-7612 | pp. 13 - 23
19
Optimizacin de parmetros de mecanizado en operaciones de torneado
M.A. Velasco
Tabla 3. Caractersticas del torno
iii. rEsultados
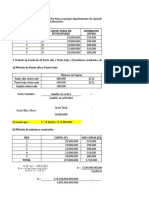
La optimizacin se realiz alimentando los datos consignados en el numeral anterior dentro del programa que tiene el algoritmo de solucin descrito anteriormente. Como el programa est basado en un algoritmo que no requiere mtodos numricos iterativos, no es necesario ajustar parmetros del modelo ni supervisar la convergencia de la solucin. El algoritmo de solucin se implementa en Matlab 1. En un PC Core 2Duo T5800 a 2 GHz y 4 GB de RAM el tiempo de solucin est entre 0.005 y 0.010 segundos. La optimizacin de las operaciones se realiza siguiendo el criterio de tiempo mnimo. Los resultados obtenidos pueden ser comprobados de dos maneras: el tiempo de una operacin con los parmetros optimizados debe ser igual o menor que el tiempo de la misma operacin con los parmetros que se acostumbran a trabajar en la empresa y, por otro lado, el modelo debe predecir el nmero de piezas producidas por el filo de herramienta hasta que ste llegue al final de su vida til. Para probar el primer punto, se estima el tiempo de mecanizado de la operacin de cilindrado de la cabeza, pues es la que difiere de los parmetros habitualmente usados en la empresa. Como se ve en la Tabla 8, los parmetros optimizados logran una disminucin del 18% en el tiempo de mecanizado frente al caso ms favorable de los parmetros de corte usados en la empresa, que es aqul que tiene velocidad de corte de 179 m/min.
Tabla 8. Comparacin entre las variantes propuestas para optimizacin
Marca Modelo Potencia Eficiencia RPM para potencia mxima Rango de RPM del husillo Rango de avances longitudinales
Fuente: Autor.
Leadwell LT10 10 kW 75% 100 60-4000 0.02- 4 mm/rev
Tabla 4. Geometra de la operacin de refrentado del vstago
l D0 Df Ra
0.15 mm 7.65 mm 0 mm 2.0 mm
Fuente: Autor.
Tabla 5. Geometra de la operacin de cilindrado del vstago
l D0 Df Ra
13 mm 7.95 mm 7.65 mm 2.0 mm
Fuente: Autor.
Tabla 6. Geometra de la operacin de refrentado de la cabeza
l D0 Df Ra
0.15 mm 7.65 mm 18.75 mm 2.0 mm
Fuente: Autor.
Tabla 7. Geometra de la operacin de cilindrado de la cabeza
l D0 Df Ra
3 mm 19.05 mm 18.75 mm 2.0 mm
Fuente: Autor.
Parmetros de corte v [m/min] f [mm/rev] a [mm] Tiempo [s]
Valores optimizados 239 0.16 0.15 0.3401
Es de notar con respecto a la velocidad mnima sugerida para la herramienta que no es considerada para algunas de las operaciones debido a las pequeas dimensiones del vstago, por lo que es necesario usar como entrada para el programa de optimizacin valores menores a la velocidad mnima sugerida.
20
Fuente: Autor.
Valores sin optimizar 179 0.16 0.15 0.4150
Intekhnia | Vol. 6 | No. 2 | Julio - diciembre de 2011 | ISSN: 1900-7612 | pp. 13 - 23
Optimizacin de parmetros de mecanizado en operaciones de torneado
M.A. Velasco
Por otro lado, es necesario estimar el consumo de herramienta en cada una de las operaciones, determinar a partir de ese consumo cuntas operaciones de ese tipo podra realizar un filo de la herramienta hasta el final de su vida til, calcular a partir de esos datos qu porcentaje de la vida til de la herramienta ha sido consumido, sumar esos porcentajes y compararlos con el total de piezas producidas por un filo hasta que el mismo llegue al final de su vida til. A partir de las razones J/N consignadas en la Tabla 2 y cuyo valor guarda el programa OPTOR, se obtienen los datos que se muestran en la Tabla 9.
Tabla 9. Prediccin de piezas producidas por un filo para los parmetros ptimos para costo mnimo
Tabla 10. Prediccin de la cantidad de piezas producidas por un filo en operaciones optimizadas para costo mnimo
Operacin considerada Refrentado del vstago Cilindrado del vstago Refrentado de la cabeza Cilindrado de la cabeza
Fuente: Autor.
Nmero de operaciones realizables por un filo 25004 1957 1216 1018
Nmero de Porcentaje Operacin Piezas operaciones de vida de la considerada producidas realizables por herramienta un filo consumida Refrentado 363 25004 1% del vstago Cilindrado 363 1957 19% del vstago Refrentado 363 1216 30% de la cabeza Cilindrado 363 1018 36% de la cabeza Total de vida de la 86% herramienta consumida
Fuente: Autor.
iV. conclusionEs
Este planteamiento, respecto a los que se encuentran en la bibliografa sobre el tema como [2],[7] y [8], permite considerar en un mismo modelo tres operaciones: cilindrado, refrentado y torneado cnico; dos criterios de optimizacin: el tiempo y el costo; y dos variables de optimizacin alternas: la velocidad de corte o la velocidad angular. El planteamiento del problema de optimizacin para varias operaciones de torneado considerando una serie de restricciones reales permite la obtencin de parmetros de corte que respondan a los criterios de tiempo o costo mnimo que son aplicables a procesos de torneado. La similitud en la forma de las derivadas de la funcin objetivo y de las restricciones permite una solucin determinstica que asegura la obtencin de los parmetros ptimos en un tiempo inferior al que requieren los mtodos heursticos sin que quien use el programa desarrollado deba tener conocimientos sobre mtodos numricos y alimentar al programa de un extenso conjunto de datos. Esta relativa sencillez del algoritmo y el programa que lo implementa facilitara su uso en sistemas CAM, aunque es recomendable el uso de tcnicas de diseo experimental como se propone en [9]. El ejemplo de aplicacin muestra que la aplicacin del mtodo determi-
A continuacin se hace una corrida de produccin utilizando los parmetros optimizados para cada una de las operaciones. El filo estudiado produce 363 piezas hasta que llega al final de su vida til. A partir de este dato y de los consignados en la Tabla 9, se estima el consumo de la herramienta como se ve en la Tabla 10. En los resultados que aparecen en dicha tabla se observa que el modelo predice un consumo de herramienta del 86%. Dicho valor es cercano al resultado experimental de consumo total de la herramienta y la diferencia puede ser asignable al criterio de vida de la herramienta considerada, que para este caso es el acabado superficial, el cul es difcil de medir, y a la combinacin de operaciones que inducen desgastes adicionales en la herramienta cuando se inicia cada uno de los cortes. De esta manera, se comprueba experimentalmente la solucin propuesta.
Intekhnia | Vol. 6 | No. 2 | Julio - diciembre de 2011 | ISSN: 1900-7612 | pp. 13 - 23
21
Optimizacin de parmetros de mecanizado en operaciones de torneado
M.A. Velasco
nstico desarrollado en este trabajo para la obtencin de los parmetros ptimos junto con las tcnicas experimentales adecuadas para modelar el proceso de torneado puede ser de utilidad en la industria metalmecnica.
Geometra An rh Ra Do Df R r l Factores de operacin y geometra Radio de nariz de la herramienta Rugosidad superficial Dimetro inicial a tornear Dimetro final a tornear
Temperatura ambiente
Propiedades fsicas K n,n1,n2 m1,m2 u Constante de la ecuacin de Taylor Exponentes de la ecuacin de Taylor Exponentes de la ecuacin de fuerza Energa especfica de corte Conductividad trmica del material de la pieza Densidad del material de la pieza Calor especfico del material de la pieza
V. nomEnclatura utilizada
Parmetros de corte v f a Tiempos Tc Tiempo de cambio de herramienta Tiempo muerto por puesta a punto de la herramienta y la pieza Tiempo de vida de la herramienta Tiempo de mecanizado Lmites Potencia maxima disponible Fuerza maxima admisible Avance mnimo disponible en el torno Avance mximo disponible en el torno Avance mnimo por catlogo de la herramienta Avance mximo por catlogo de la herramienta Velocidad angular mnima disponible en el torno Velocidad angular mxima disponible en el torno Velocidad angular para potencia mxima Velocidad de corte mnima de la herramienta Velocidad de corte mxima de la herramienta Temperatura mxima admisible Velocidad de Pmax corte Avance Profundidad de corte Fmax fMmin fMmax fHmin
Radio inicial k a tornear Radio final a r tornear Longitud a tornear Desgaste de flanco de la herramienta debido a una operacin de mecanizado Desgaste de flanco mximo admisible de la herramienta c
tr
fHmax
VBm
Tt Tm Costos Co Ct Cc
Mmin Mmax a
VBmax
Costo de la operacin
vHmin
Vi. rEfErEncias
[1] M. Merchant. An Interpretive Review of 20th Century US Machining and Grinding Research, An E-monograph on a Notable Chapter in the Lore of Machining Process Technology. Disponible en: http://abrasiveengineering.com/temp/Researchist.pdf, 2003
Costo debido vHmax a tiempo Costo debido a cambio de max herramienta
22
Intekhnia | Vol. 6 | No. 2 | Julio - diciembre de 2011 | ISSN: 1900-7612 | pp. 13 - 23
Optimizacin de parmetros de mecanizado en operaciones de torneado
M.A. Velasco
[2]
I. Mukherjee and P. Kumar. A Review of Optimization Techniques in Metal Cutting Processes, Computers and Industrial Engineering, Vol. 50, pp. 15-34, Mayo 2006. A. Belegundu and T. Chandrupatla. Optimization Concepts and Applications in Engineering. Upper Saddle River: Prentice Hall, 1999, pp. 1- 427 G. Boothroyd. Fundamentos del corte de metales y de las mquinas herramientas. Mxico: Mc Graw Hill, 1978, pp. 1- 352 J. Wang, Optimization of Cutting Conditions For Single Pass Turning Operations Using A Deterministic Approach, International Journal of Machine Tools & Manufacture, Vol. 42, pp. 1023-1033, Mayo 2002. E. Armarego and D. Ostafiev. Multi-Constraint Optimization and Cutting Conditions Selection in Process
Planning Turning Operations with Modern Chip Breakers Tools, Proceedings Institute of Mechanical Engineers, Vol. 217, pp. 57-71. Enero 2003. [7] R. Quiza. Optimizacin multiobjetivos del proceso de torneado. Matanzas. Tesis de Doctorado (Doctor en ciencias tcnicas). Universidad de Matanzas Camilo Cienfuegos. Facultad de Ingenieras Qumica y Mecnica. 2004, pp. 1-209. M. Shaw. Metal Cutting Principles. Cambridge: Oxford University Press, 2005, pp. 1-700. M.A. Velasco y E. Crdoba. Optimizacin de los parmetros de mecanizado en operaciones de torneado metalmecnico CNC. Disponible en: http://www. postmat.unal.edu.co/Articulo_Optimizacion_Torneado.pdf, 2004.
[3]
[4]
[8]
[5]
[9]
[6]
Intekhnia | Vol. 6 | No. 2 | Julio - diciembre de 2011 | ISSN: 1900-7612 | pp. 13 - 23
23
Potrebbero piacerti anche
- Cem - Laboratorio de Mediciones AngularesDocumento3 pagineCem - Laboratorio de Mediciones AngularesmsayalaNessuna valutazione finora
- Pegaso Que Estás en Los CielosDocumento2 paginePegaso Que Estás en Los CielosmsayalaNessuna valutazione finora
- Formulario SPCDocumento2 pagineFormulario SPCmsayalaNessuna valutazione finora
- Curso Black BeltDocumento5 pagineCurso Black BeltmsayalaNessuna valutazione finora
- Tarea 5 de CriminalisticaDocumento3 pagineTarea 5 de Criminalisticayokasta virginia polanco martinez100% (1)
- Formato Descripción de Puestos Gerente GeneralDocumento3 pagineFormato Descripción de Puestos Gerente GeneralJavier MolloNessuna valutazione finora
- Fonestar Tarifa de Precios 2018-19Documento41 pagineFonestar Tarifa de Precios 2018-19VEMATELNessuna valutazione finora
- Scripts en Linux 01Documento66 pagineScripts en Linux 01Mario RoblesNessuna valutazione finora
- Informe Dispositivos de Salida Entrada y AlmacenamientoDocumento2 pagineInforme Dispositivos de Salida Entrada y AlmacenamientosofiachachaNessuna valutazione finora
- Como Desbloquear Netbook Del GobiernoDocumento8 pagineComo Desbloquear Netbook Del GobiernoHugo HgoNessuna valutazione finora
- Full Modulacion FabioDocumento65 pagineFull Modulacion FabiojefersonmartinezNessuna valutazione finora
- AlgoritmoDocumento2 pagineAlgoritmoRiddle CodeNessuna valutazione finora
- Examen Tercer Parcial (Segunda Vuelta) - Revisión Del IntentoDocumento6 pagineExamen Tercer Parcial (Segunda Vuelta) - Revisión Del IntentoBelén Ibarra100% (1)
- Plan de Trabajo de LogísticaDocumento2 paginePlan de Trabajo de Logísticaandresitofcam698488% (17)
- Metodo Punto Alto y BajoDocumento5 pagineMetodo Punto Alto y BajoSaray Moran100% (1)
- Libro Access - BasicDocumento67 pagineLibro Access - BasicDavid Yupa SabreraNessuna valutazione finora
- Comandos de HTML en PDFDocumento2 pagineComandos de HTML en PDFTraciNessuna valutazione finora
- Taller Turnitin-Pedro GuzmanDocumento48 pagineTaller Turnitin-Pedro Guzmanabel100% (3)
- Guía Utilización de Plantillas de ValidacionDocumento12 pagineGuía Utilización de Plantillas de ValidacionProyecto AgregaNessuna valutazione finora
- Asignación de Direcciones A Otros DispositivosDocumento7 pagineAsignación de Direcciones A Otros DispositivosGureumNessuna valutazione finora
- Extract CT 410200527598226 PDFDocumento1 paginaExtract CT 410200527598226 PDFJesi PinedaNessuna valutazione finora
- SqliteDocumento10 pagineSqliteYuna Tiy Lorite ValienteNessuna valutazione finora
- Doctrina Del Estudio Del TrabajoDocumento15 pagineDoctrina Del Estudio Del TrabajoHenry PrietoNessuna valutazione finora
- Competencias, Capacidades e Indicadores CtaDocumento3 pagineCompetencias, Capacidades e Indicadores CtaedmaveNessuna valutazione finora
- Ensamblaje de PC Basico PDFDocumento11 pagineEnsamblaje de PC Basico PDFPilar AlulemaNessuna valutazione finora
- Documentos FaltantesDocumento4 pagineDocumentos FaltantesJose TôrrësNessuna valutazione finora
- PodologiaDocumento16 paginePodologiajohnjar_512141100% (1)
- Foro Introduccion Al Ordenador y A La InformaticaDocumento3 pagineForo Introduccion Al Ordenador y A La InformaticaAriel BarriosNessuna valutazione finora
- Norma Iso/iec 27001 y Cobit Aplicado Al Software Singer-MfDocumento28 pagineNorma Iso/iec 27001 y Cobit Aplicado Al Software Singer-MfJonathan Zea CasasNessuna valutazione finora
- Algoritmo de MontecarloDocumento2 pagineAlgoritmo de MontecarlomelanieNessuna valutazione finora
- Carta de Atenas 2003Documento4 pagineCarta de Atenas 2003Anonymous 82J3gKI0% (1)
- Como Realizar Perfil Tesis UtbDocumento8 pagineComo Realizar Perfil Tesis UtbCarmen Gamarra Mendoza0% (1)
- Valentina Urrego - 10A Diapositivas NetiquetaDocumento11 pagineValentina Urrego - 10A Diapositivas NetiquetaValentinaNessuna valutazione finora
- Material Procedimiento Operativo Cargador Ruedas Inspeccion Inicial Cargador Frontal Mina Obras Etapas Trabajo RiesgosDocumento2 pagineMaterial Procedimiento Operativo Cargador Ruedas Inspeccion Inicial Cargador Frontal Mina Obras Etapas Trabajo RiesgosELMERNessuna valutazione finora