Potrebbero piacerti anche
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Short Cuircuit Calculation by Per Unit MethodDocumento1 paginaShort Cuircuit Calculation by Per Unit MethodASHUTOSH RANJAN SINGHNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Pilot Shop Is A Catalog Business Providing A Wide VarietyDocumento1 paginaPilot Shop Is A Catalog Business Providing A Wide VarietyAmit PandeyNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Annin Domotor Pneumatic Control ValveDocumento12 pagineAnnin Domotor Pneumatic Control ValvehacenescribdNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- PG Maturity ModelsDocumento32 paginePG Maturity ModelsWaleedNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Ordinary Differential Equations Multiple Choice Questions and Answers - SanfoundryDocumento7 pagineOrdinary Differential Equations Multiple Choice Questions and Answers - SanfoundrySaiman PervaizNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Ficha Tecnica Iman PML-6Documento5 pagineFicha Tecnica Iman PML-6Ruben TapiaNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Asdo Tie Bar Design Capacities: Product DataDocumento2 pagineAsdo Tie Bar Design Capacities: Product DatasivakumarNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Service Bulletin: Piper Considers Compliance MandatoryDocumento7 pagineService Bulletin: Piper Considers Compliance MandatoryNikola DavidovNessuna valutazione finora
- The ROI of 3D Printing: Ultimaker White PaperDocumento13 pagineThe ROI of 3D Printing: Ultimaker White PaperDarko LesoskiNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- LaptopDocumento18 pagineLaptopgjayavelNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- GPK2 PN 500: 2-Way High Pressure Ball ValvesDocumento4 pagineGPK2 PN 500: 2-Way High Pressure Ball ValvesRolando Jara YoungNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- MultitelDocumento27 pagineMultitelŽeljko60% (5)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- GEOPHYSICS TRAINING WORKSHOP Earth Resis PDFDocumento25 pagineGEOPHYSICS TRAINING WORKSHOP Earth Resis PDFHuu Van TranNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Buyer Registration FormDocumento7 pagineBuyer Registration FormAriane AdajarNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Prospekt - SCROLL - ENG RENNERDocumento8 pagineProspekt - SCROLL - ENG RENNERAriantoNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- CICO Plast N PDFDocumento2 pagineCICO Plast N PDFASRAR AHMED KHANNessuna valutazione finora
- Christian Yuki JaraDocumento23 pagineChristian Yuki JaraSteven DeitaNessuna valutazione finora
- High-Performance Drmos: Power Management and MultimarketDocumento29 pagineHigh-Performance Drmos: Power Management and MultimarketVitaliy BespalovNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Free Research ReportsDocumento205 pagineFree Research ReportsRajkumar TiwariNessuna valutazione finora
- Parker Cleveland Maintenance Manual Rev. 24 PDFDocumento84 pagineParker Cleveland Maintenance Manual Rev. 24 PDFStephen WigginsNessuna valutazione finora
- Internal Verification - Assessment Decisions (Single Learner)Documento2 pagineInternal Verification - Assessment Decisions (Single Learner)Muhammad AkhtarNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- A245EDocumento21 pagineA245EDavid Chalker93% (46)
- AS350 B2 - CH 06 - Tail RotorDocumento20 pagineAS350 B2 - CH 06 - Tail RotorEX919Nessuna valutazione finora
- Acrolinx: Tone of VoiceDocumento12 pagineAcrolinx: Tone of VoiceMark OwenNessuna valutazione finora
- FortiGate Licensing MatrixDocumento1 paginaFortiGate Licensing MatrixabaheabaheNessuna valutazione finora
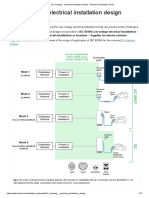
- EV Charging - Electrical Installation DesignDocumento17 pagineEV Charging - Electrical Installation Designetnanto100% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Asset Tracking For Physical Goods For Agromall Strategy DocumentDocumento11 pagineAsset Tracking For Physical Goods For Agromall Strategy DocumentAderayo OnipedeNessuna valutazione finora
- Submitted To The Annals of StatisticsDocumento66 pagineSubmitted To The Annals of Statisticsnynster MINNessuna valutazione finora
- Compact Excavator Attachments Parts Manual 918180BDocumento40 pagineCompact Excavator Attachments Parts Manual 918180BPhilNessuna valutazione finora
- PhotoshopDocumento126 paginePhotoshopfsdcvdfzbNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)