Potrebbero piacerti anche
- List of Student in Group A, B, C in DTSDocumento2 pagineList of Student in Group A, B, C in DTSNalla PaiyanNessuna valutazione finora
- C K College of Engineering & Technology: Cuddalore-3Documento1 paginaC K College of Engineering & Technology: Cuddalore-3Nalla PaiyanNessuna valutazione finora
- Special Issue:: ShipsDocumento10 pagineSpecial Issue:: ShipsNitinNessuna valutazione finora
- Modelling Using AxisymmetryDocumento8 pagineModelling Using AxisymmetryNalla PaiyanNessuna valutazione finora
- C K College of Engineering & Technology: Cuddalore-3Documento1 paginaC K College of Engineering & Technology: Cuddalore-3Nalla PaiyanNessuna valutazione finora
- Program Slicing Techniques and Its ApplicationsDocumento15 pagineProgram Slicing Techniques and Its ApplicationsijseaNessuna valutazione finora
- CK College of Engineering & Technology: Cuddalore-3Documento1 paginaCK College of Engineering & Technology: Cuddalore-3Nalla PaiyanNessuna valutazione finora
- 13-3 - Modelling of FSWDocumento36 pagine13-3 - Modelling of FSWNalla PaiyanNessuna valutazione finora
- Finite Element MethodDocumento37 pagineFinite Element Methodmohsin160Nessuna valutazione finora
- 15.cutter Location Data Optimization in 5 Axis Surface MachiningDocumento10 pagine15.cutter Location Data Optimization in 5 Axis Surface MachiningNalla PaiyanNessuna valutazione finora
- V52 57Documento10 pagineV52 57Nalla PaiyanNessuna valutazione finora
- Ansys FSW 14Documento5 pagineAnsys FSW 14Nalla PaiyanNessuna valutazione finora
- Thermomechanical Modelling and Force Analysis of Friction Stir Welding by The Fnite Element MethodDocumento12 pagineThermomechanical Modelling and Force Analysis of Friction Stir Welding by The Fnite Element MethodNalla PaiyanNessuna valutazione finora
- Created by Image To PDF Trial Version, To Remove This Mark, Please Register This SoftwareDocumento1 paginaCreated by Image To PDF Trial Version, To Remove This Mark, Please Register This SoftwareNalla PaiyanNessuna valutazione finora
- Friction Stir Welding Process Parameters For Joining Dissimilar Aluminum AlloysDocumento14 pagineFriction Stir Welding Process Parameters For Joining Dissimilar Aluminum AlloysNalla PaiyanNessuna valutazione finora
- Ansys FSW 6Documento4 pagineAnsys FSW 6Nalla PaiyanNessuna valutazione finora
- LpleDocumento2 pagineLpleNalla PaiyanNessuna valutazione finora
- Friction Stir Welding: An Introduction to the Process and its ApplicationsDocumento29 pagineFriction Stir Welding: An Introduction to the Process and its ApplicationsNalla PaiyanNessuna valutazione finora
- Love&Responsibility John Paul IIDocumento32 pagineLove&Responsibility John Paul IIAlexandra MuresanNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Reiki Is A Great Tool For Stress Reduction and Relaxation (!)Documento16 pagineReiki Is A Great Tool For Stress Reduction and Relaxation (!)vaniaNessuna valutazione finora
- Design, Analysis and Fabrication of Split Braking SystemDocumento6 pagineDesign, Analysis and Fabrication of Split Braking Systemhabib nawazNessuna valutazione finora
- JJHJHHJHDocumento6 pagineJJHJHHJHjayarNessuna valutazione finora
- Review Questions: 3. The Cyclist Has A Mass of 50 KG and Is Accelerating at 0.9 M/sDocumento8 pagineReview Questions: 3. The Cyclist Has A Mass of 50 KG and Is Accelerating at 0.9 M/sMohamedNessuna valutazione finora
- Mechanics and Free Fall - FIDPDocumento4 pagineMechanics and Free Fall - FIDPAustin Capal Dela Cruz100% (1)
- Download Physics Formula ListDocumento19 pagineDownload Physics Formula Listanwar9602020Nessuna valutazione finora
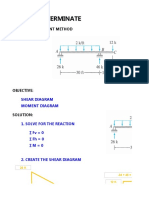
- Beams - Determinate: Using Area Moment MethodDocumento16 pagineBeams - Determinate: Using Area Moment MethodOmen JettNessuna valutazione finora
- Vortex-Induced Oscillation-A Selective ReviewDocumento18 pagineVortex-Induced Oscillation-A Selective ReviewWade ZhouNessuna valutazione finora
- Atomic Structure Basic ConceptsDocumento39 pagineAtomic Structure Basic ConceptsTithiparna SenguptaNessuna valutazione finora
- Change of Order of IntegrationDocumento4 pagineChange of Order of IntegrationShubham Teju100% (2)
- PIANC Seismic Design Guidelines for Port Structures Performance-Based DesignDocumento37 paginePIANC Seismic Design Guidelines for Port Structures Performance-Based Designben indrawanNessuna valutazione finora
- Design of 6.6 KV, 100 A Saturated DC Reactor Type Superconducting Fault Current LimiterDocumento4 pagineDesign of 6.6 KV, 100 A Saturated DC Reactor Type Superconducting Fault Current LimiterwaleedkhanpelNessuna valutazione finora
- Troskie HJ Chapter 2Documento87 pagineTroskie HJ Chapter 2Saran KuttyNessuna valutazione finora
- Shiv Chhatrapati Shikshan Sanstha, Latur Syllabus For Main Screening Test - 2021 1 MotionDocumento2 pagineShiv Chhatrapati Shikshan Sanstha, Latur Syllabus For Main Screening Test - 2021 1 MotionDinesh PavanNessuna valutazione finora
- Kirchhoff's Laws: Sample Problem 1Documento5 pagineKirchhoff's Laws: Sample Problem 1Eduard LauronNessuna valutazione finora
- Lake Ridge Academy 9 - 12 Curriculum GuideDocumento2 pagineLake Ridge Academy 9 - 12 Curriculum GuidevanermedusaNessuna valutazione finora
- Mech4620 Group 12 Report PDFDocumento12 pagineMech4620 Group 12 Report PDFAaron Hoytash100% (1)
- Curl and DivergenceDocumento5 pagineCurl and DivergenceChernet TugeNessuna valutazione finora
- Bending Deflection - Macaulay Step Functions: AE1108-II: Aerospace Mechanics of MaterialsDocumento9 pagineBending Deflection - Macaulay Step Functions: AE1108-II: Aerospace Mechanics of MaterialsAyanwale-cole pelumi AkeemNessuna valutazione finora
- BlomDocumento8 pagineBlomFranco CarpioNessuna valutazione finora
- JNTU World Geotech Engineering ExamDocumento4 pagineJNTU World Geotech Engineering ExamDp VisheshNessuna valutazione finora
- Project Avoidance MEMS Dielectric ChargeDocumento17 pagineProject Avoidance MEMS Dielectric ChargeNguyễn Viết HuyNessuna valutazione finora
- Chemical Thermodynamics: Module - 4Documento25 pagineChemical Thermodynamics: Module - 4TeachingTrainingCoaching KnowledgeSharingSessionNessuna valutazione finora
- IITian Pace Phy1&2Documento8 pagineIITian Pace Phy1&2Lokesh KumarNessuna valutazione finora
- 1-Classification of Waves-16-02-2023Documento12 pagine1-Classification of Waves-16-02-2023efewfwedawasNessuna valutazione finora
- 2012 - Mak - NatMater - Tightly Bound Trions in Monolayer MoS2Documento5 pagine2012 - Mak - NatMater - Tightly Bound Trions in Monolayer MoS2Liqin SuNessuna valutazione finora
- Quantum Field Theory Notes by JaffeDocumento17 pagineQuantum Field Theory Notes by JaffedbranetensionNessuna valutazione finora
- Cable Sizing PDFDocumento8 pagineCable Sizing PDFkumarNessuna valutazione finora
- Carrfoster 2Documento5 pagineCarrfoster 2SauravNessuna valutazione finora