Potrebbero piacerti anche
- Continuous casting The Ultimate Step-By-Step GuideDa EverandContinuous casting The Ultimate Step-By-Step GuideNessuna valutazione finora
- Handbook of Metal Injection MoldingDocumento3 pagineHandbook of Metal Injection MoldingPk Jha0% (2)
- VMC300 CNC Machine CenterDocumento4 pagineVMC300 CNC Machine CenterAngelNessuna valutazione finora
- SIGMASOFT Overview NewDocumento7 pagineSIGMASOFT Overview Newespirhal100% (1)
- FestoDocumento144 pagineFestoDanielNessuna valutazione finora
- 4338322-Moldflow ReportDocumento22 pagine4338322-Moldflow Reportbaominh007100% (1)
- Fused Deposition Modeling (FDM)Documento10 pagineFused Deposition Modeling (FDM)siddharthsainiNessuna valutazione finora
- NetShape MIM Design GuideDocumento13 pagineNetShape MIM Design Guidegnk68Nessuna valutazione finora
- Simufact BR Sheet Metal enDocumento8 pagineSimufact BR Sheet Metal enBobby MartaNessuna valutazione finora
- Metallic GlassesDocumento35 pagineMetallic GlassesShravan KatakamNessuna valutazione finora
- Magnesium Alloys: The American Foundry Society Technical Dept., Schaumburg, IllinioisDocumento3 pagineMagnesium Alloys: The American Foundry Society Technical Dept., Schaumburg, IllinioissaranNessuna valutazione finora
- Injection MoldingDocumento42 pagineInjection Moldinglovilove01Nessuna valutazione finora
- Mould SteelsDocumento32 pagineMould SteelsAnonymous B3I6zYNhqdNessuna valutazione finora
- Special CastingDocumento71 pagineSpecial CastingPawan RathiNessuna valutazione finora
- Cast-Designer Cpi en Hq2Documento2 pagineCast-Designer Cpi en Hq2Indra Pratap SengarNessuna valutazione finora
- Man 40366 en 02Documento30 pagineMan 40366 en 02Josalex CoronadoNessuna valutazione finora
- MAG Design GuideDocumento32 pagineMAG Design Guidekarthik_thanguduNessuna valutazione finora
- Squeeze Casting - An Overview PDFDocumento9 pagineSqueeze Casting - An Overview PDFDian Try SaputriNessuna valutazione finora
- Micro MachDocumento16 pagineMicro MachMukesh Muraleedharan NairNessuna valutazione finora
- Flexural Strength Tests of CeramicsDocumento67 pagineFlexural Strength Tests of CeramicsaufaNessuna valutazione finora
- About Die CastingDocumento3 pagineAbout Die CastingJoelNessuna valutazione finora
- Selective Laser MeltingDocumento10 pagineSelective Laser MeltingMIHIR FOFARIANessuna valutazione finora
- 3.injection Molding ProcessDocumento49 pagine3.injection Molding ProcesssouravNessuna valutazione finora
- Arc140 S350 (16) CL System SpecDocumento20 pagineArc140 S350 (16) CL System SpecKandregula Mohan BabuNessuna valutazione finora
- Friction of CeramicsDocumento37 pagineFriction of CeramicsChandrika LakhanpalNessuna valutazione finora
- FP 266 enDocumento28 pagineFP 266 enAritonang SuryaNessuna valutazione finora
- PRODUKTBLAD NovaFlow Solid CV HPDC PDFDocumento2 paginePRODUKTBLAD NovaFlow Solid CV HPDC PDFSaša GojkovićNessuna valutazione finora
- AlSi5Mg0.3 Alloy For The Manufacture of Automotive WheelsDocumento12 pagineAlSi5Mg0.3 Alloy For The Manufacture of Automotive WheelsAbdullah SiddiqNessuna valutazione finora
- Semi Solid Metal Fact SheetDocumento4 pagineSemi Solid Metal Fact SheetTrung Duong MinhNessuna valutazione finora
- Sem, Tem, DLSDocumento84 pagineSem, Tem, DLSMadhuri HarshaNessuna valutazione finora
- Chemical Vapour DepositionDocumento49 pagineChemical Vapour DepositionMani KandanNessuna valutazione finora
- Tool Based Micro MachiningDocumento8 pagineTool Based Micro MachiningAnmol SatsangiNessuna valutazione finora
- Ceramic Breaking DiscDocumento13 pagineCeramic Breaking Discbotan_mihaiNessuna valutazione finora
- Alspek H: The Direct Measurement of Hydrogen in Aluminium AlloysDocumento4 pagineAlspek H: The Direct Measurement of Hydrogen in Aluminium AlloysAnonymous 5OZXPX9xdNessuna valutazione finora
- Incometer Topometer en 10037930Documento20 pagineIncometer Topometer en 10037930Josephi_abbasNessuna valutazione finora
- Microinjection Molding of Thermoplastic Polymers: A ReviewDocumento14 pagineMicroinjection Molding of Thermoplastic Polymers: A ReviewMario Allesina JuniorNessuna valutazione finora
- Process Control and Automation 08 MarDCEDocumento4 pagineProcess Control and Automation 08 MarDCEAdhitNessuna valutazione finora
- Microsystem - Presentation - MICRO MOULDINGDocumento70 pagineMicrosystem - Presentation - MICRO MOULDINGrameshNessuna valutazione finora
- 20111121054135481Documento7 pagine20111121054135481Vijaykumar SharmaNessuna valutazione finora
- C2C Getting StartedDocumento24 pagineC2C Getting StartedKok MunNessuna valutazione finora
- Aluminum Surface Treatment PDFDocumento21 pagineAluminum Surface Treatment PDF이선엽Nessuna valutazione finora
- Casting in AviationDocumento32 pagineCasting in AviationJCNessuna valutazione finora
- Mitutoyo - Twardościomierze Shore'a HH-300 - E4137-811 - 2009 ENDocumento6 pagineMitutoyo - Twardościomierze Shore'a HH-300 - E4137-811 - 2009 END.T.Nessuna valutazione finora
- A Simulation and Fabrication Works On Optimization of High Pressure Aluminum Die Casting PartDocumento3 pagineA Simulation and Fabrication Works On Optimization of High Pressure Aluminum Die Casting PartpepeNessuna valutazione finora
- Continuous Casting: Equipment and ProcessDocumento8 pagineContinuous Casting: Equipment and ProcessErickman Simorangkir100% (1)
- Troubleshooting Defects Hot Runner SystemDocumento4 pagineTroubleshooting Defects Hot Runner SystemJorge MartinezNessuna valutazione finora
- Spark Plasma Sintering SeminarDocumento30 pagineSpark Plasma Sintering SeminarVinu RadhakrishnanNessuna valutazione finora
- Ultrasonic Welding: Search Products Markets Innovations Library Certificates SalesDocumento2 pagineUltrasonic Welding: Search Products Markets Innovations Library Certificates SalessyuepiNessuna valutazione finora
- Semi-Solid Metal ProcessingDocumento26 pagineSemi-Solid Metal ProcessingJery Indra Putra HarianjaNessuna valutazione finora
- MAGMA SimulationFatiqueDocumento37 pagineMAGMA SimulationFatiquevmgobinathNessuna valutazione finora
- Biomaterials 1Documento50 pagineBiomaterials 1Lidia EscutiaNessuna valutazione finora
- GIFA 2003 - Triumph Bonveillie Motorcycle DTD 05th May 2003Documento42 pagineGIFA 2003 - Triumph Bonveillie Motorcycle DTD 05th May 2003Pham PhucNessuna valutazione finora
- Part 1-Introduction Manufacturing - # 1Documento53 paginePart 1-Introduction Manufacturing - # 1mohan ladiNessuna valutazione finora
- Cast Vs ForgedDocumento9 pagineCast Vs ForgedSIVANessuna valutazione finora
- Cast Alloys in Aluminium 2013Documento16 pagineCast Alloys in Aluminium 2013Fernando Martinez ContrerasNessuna valutazione finora
- Technology Dhirajlal ChauhanDocumento2 pagineTechnology Dhirajlal ChauhanM Ahsan Ali KhanNessuna valutazione finora
- Innovation by Aluminium Castings, KSM PDFDocumento31 pagineInnovation by Aluminium Castings, KSM PDFsengcan100% (1)
- Raffmetal: UNI EN 1676 and 1706Documento2 pagineRaffmetal: UNI EN 1676 and 1706Anshuman RoyNessuna valutazione finora
- Vacuum CastingDocumento2 pagineVacuum CastingRaheel Ahmed KhanNessuna valutazione finora
- AMT - Unit 3 - Part BDocumento14 pagineAMT - Unit 3 - Part BENGINEERING MECHANICSNessuna valutazione finora
- Aluminium Mold BasesDocumento20 pagineAluminium Mold BasessferrandNessuna valutazione finora
- JoyeriaDocumento8 pagineJoyeriasferrandNessuna valutazione finora
- Services & Solutions: Designer's CornerDocumento4 pagineServices & Solutions: Designer's CornersferrandNessuna valutazione finora
- MCP Rapid ToolingDocumento14 pagineMCP Rapid ToolingsferrandNessuna valutazione finora
- Statistics Conference SantiagoDocumento1 paginaStatistics Conference SantiagosferrandNessuna valutazione finora
- 0Documento10 pagine0sferrandNessuna valutazione finora
- Injection Molding Design GuideDocumento11 pagineInjection Molding Design GuideNugroho Adhi SaputroNessuna valutazione finora
- 00 C Secation Product Catalaogue 2016 2017Documento14 pagine00 C Secation Product Catalaogue 2016 2017Yusuf DabhiyaNessuna valutazione finora
- 5 EduPack Projects 2010Documento57 pagine5 EduPack Projects 2010Neeraja ManemNessuna valutazione finora
- Tomasetto Alaska 09Documento11 pagineTomasetto Alaska 09Quarmina HesseNessuna valutazione finora
- DYCOTE E.pdf - DownloadassetDocumento32 pagineDYCOTE E.pdf - DownloadassetJAnottama werdhabudiNessuna valutazione finora
- NADCA Defects Troubleshooting GuideDocumento69 pagineNADCA Defects Troubleshooting GuideashwindranNessuna valutazione finora
- Hydraulic Filters & Accessories: CategoryDocumento75 pagineHydraulic Filters & Accessories: Categorygerardo floresNessuna valutazione finora
- ASTM B85B85M 18e1 Standard Specification For Aluminum Alloy Die CastingsDocumento13 pagineASTM B85B85M 18e1 Standard Specification For Aluminum Alloy Die CastingsaskerobichNessuna valutazione finora
- 7480J Section A (Mobile)Documento244 pagine7480J Section A (Mobile)Hoang Minh Hung100% (1)
- 4 Various Types of Expendable Mold and Permanent Mold CastingDocumento45 pagine4 Various Types of Expendable Mold and Permanent Mold CastingLiaquat AliNessuna valutazione finora
- Metal Rainbow Chart (English)Documento2 pagineMetal Rainbow Chart (English)jaz99tanNessuna valutazione finora
- Aluminum-Alloy Die Castings: Standard Specification ForDocumento8 pagineAluminum-Alloy Die Castings: Standard Specification ForMohamad ShafeyNessuna valutazione finora
- Design of Fixture and Die For Steering KnuckleDocumento6 pagineDesign of Fixture and Die For Steering KnuckleAnonymous ijGnA6CWEaNessuna valutazione finora
- NetShape MIM Design GuideDocumento13 pagineNetShape MIM Design Guidegnk68Nessuna valutazione finora
- Tool and Die QuestionsDocumento8 pagineTool and Die QuestionsKishan SahuNessuna valutazione finora
- Subaru SP170 Manual enDocumento113 pagineSubaru SP170 Manual enJohn WalesNessuna valutazione finora
- Magmasoft: Magmacoat Simulation of Die Cooling by CoatingDocumento8 pagineMagmasoft: Magmacoat Simulation of Die Cooling by CoatingBruno CoelhoNessuna valutazione finora
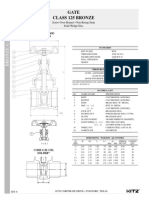
- Gate Class 125 Bronze: CODE # 27 (AKH) ThreadedDocumento1 paginaGate Class 125 Bronze: CODE # 27 (AKH) Threadedthilina lakhithaNessuna valutazione finora
- Foundary Technology Questions With AnswersDocumento2 pagineFoundary Technology Questions With Answerskaluagrawa100% (1)
- en-pdf-PDF g5923 enDocumento108 pagineen-pdf-PDF g5923 enOscar CruzNessuna valutazione finora
- Mechanical Engineering Manufacturing ProcessDocumento13 pagineMechanical Engineering Manufacturing ProcessShaikh SaadNessuna valutazione finora
- Brochure PDFDocumento3 pagineBrochure PDFAldo HernándezNessuna valutazione finora
- LJV Company Introduction 2019 - HADocumento36 pagineLJV Company Introduction 2019 - HAlawrence tungNessuna valutazione finora
- PDC Industries ListDocumento16 paginePDC Industries Listetamil87Nessuna valutazione finora
- Me 333 - CastingDocumento30 pagineMe 333 - CastingFarhan HasinNessuna valutazione finora
- Effect of Melt Cleanliness On The Formation of Porosity Defects in Automotive Aluminium High Pressure Die Castings 2002 Journal of Materials ProcessinDocumento12 pagineEffect of Melt Cleanliness On The Formation of Porosity Defects in Automotive Aluminium High Pressure Die Castings 2002 Journal of Materials ProcessinNwofor ChigoziNessuna valutazione finora
- Zinc High Pressure Die CastingDocumento1 paginaZinc High Pressure Die CastingGutierrezOmar5Nessuna valutazione finora
- B899 21 2 04 Standard Terminology Relating To Non Ferrous MetalsDocumento4 pagineB899 21 2 04 Standard Terminology Relating To Non Ferrous MetalsShodji MabungaNessuna valutazione finora
- 380.1 PropiedadesDocumento3 pagine380.1 PropiedadesNini CortesNessuna valutazione finora
- MSU Copper Casting Alloys 2011Documento10 pagineMSU Copper Casting Alloys 2011Daniel CringusNessuna valutazione finora
- MCQS For Manfactering Process PDFDocumento10 pagineMCQS For Manfactering Process PDFGet Soon WellNessuna valutazione finora
- Autodesk Fusion 360 Black Book (V 2.0.12670) - Part 1Da EverandAutodesk Fusion 360 Black Book (V 2.0.12670) - Part 1Nessuna valutazione finora
- Beginning AutoCAD® 2022 Exercise Workbook: For Windows®Da EverandBeginning AutoCAD® 2022 Exercise Workbook: For Windows®Nessuna valutazione finora
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchDa EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchValutazione: 4 su 5 stelle4/5 (10)
- A Comprehensive Guide to Video Game Design SchoolsDa EverandA Comprehensive Guide to Video Game Design SchoolsNessuna valutazione finora
- AutoCAD 2010 Tutorial Series: Drawing Dimensions, Elevations and SectionsDa EverandAutoCAD 2010 Tutorial Series: Drawing Dimensions, Elevations and SectionsNessuna valutazione finora
- Certified Solidworks Professional Advanced Weldments Exam PreparationDa EverandCertified Solidworks Professional Advanced Weldments Exam PreparationValutazione: 5 su 5 stelle5/5 (1)
- Product Manufacturing and Cost Estimating using CAD/CAE: The Computer Aided Engineering Design SeriesDa EverandProduct Manufacturing and Cost Estimating using CAD/CAE: The Computer Aided Engineering Design SeriesValutazione: 4 su 5 stelle4/5 (4)