Potrebbero piacerti anche
- m01 09 El Soldeo Mig MagDocumento60 paginem01 09 El Soldeo Mig MagmontyviaderoNessuna valutazione finora
- Soldadura con alambre tubular. FMEC0210Da EverandSoldadura con alambre tubular. FMEC0210Nessuna valutazione finora
- Soldadura MAG de chapas de acero al carbono. FMEC0210Da EverandSoldadura MAG de chapas de acero al carbono. FMEC0210Nessuna valutazione finora
- Aw 300 CDDocumento2 pagineAw 300 CDOscar Masiel Mas100% (1)
- Informe GmawDocumento12 pagineInforme Gmawyesym3007Nessuna valutazione finora
- Fcaw UsaDocumento49 pagineFcaw UsaKevin A Feijoo100% (1)
- Curso de Soldadura Proceso Tig y MigDocumento35 pagineCurso de Soldadura Proceso Tig y MigLuiis HM MaamoonNessuna valutazione finora
- Soldadura Mig MagDocumento5 pagineSoldadura Mig MagWilzon ChambiNessuna valutazione finora
- 1 SoldaduraDocumento39 pagine1 Soldaduragri32Nessuna valutazione finora
- Curso GMAW - FCAW - PERFECT - EnviarDocumento28 pagineCurso GMAW - FCAW - PERFECT - EnviarLuis CanazaNessuna valutazione finora
- Soldadura (Normas)Documento4 pagineSoldadura (Normas)igarcia_32Nessuna valutazione finora
- MEC - 003 Soldadura Tuberías Acero Al CarbonoDocumento3 pagineMEC - 003 Soldadura Tuberías Acero Al Carbonoegfernandez21Nessuna valutazione finora
- Electodos RevestidosDocumento13 pagineElectodos Revestidossepe00Nessuna valutazione finora
- 00-Pernos de AnclajeDocumento6 pagine00-Pernos de AnclajeERIKANessuna valutazione finora
- Soldadura Por Plasma Por Arco Transferido PtawDocumento20 pagineSoldadura Por Plasma Por Arco Transferido Ptawm.orlandoNessuna valutazione finora
- Nomenclatura de ElectrodosDocumento4 pagineNomenclatura de ElectrodosFrancisco GarzaNessuna valutazione finora
- Proceso MIG - MAG Taller de SueldaDocumento7 pagineProceso MIG - MAG Taller de SueldaAntony David Guilcamaigua100% (1)
- Tratamiento de Precalentamiento y PoscalentamientoDocumento5 pagineTratamiento de Precalentamiento y PoscalentamientoArnaldoNessuna valutazione finora
- Informe Lab SoldaduraDocumento11 pagineInforme Lab SoldaduraEstebanD.MelendezRagaNessuna valutazione finora
- Corrosion Del Acero de RefuerzoDocumento7 pagineCorrosion Del Acero de RefuerzoJunior Jorge Huacho VizcarraNessuna valutazione finora
- Defectos de SoldaduraDocumento9 pagineDefectos de SoldadurajimmymamaniquispeNessuna valutazione finora
- Proceso Mig MagDocumento62 pagineProceso Mig MagAlexander Muñoz SánchezNessuna valutazione finora
- Defectos SmawDocumento11 pagineDefectos SmawOrlando Delgado HuamaliNessuna valutazione finora
- Postcalentamiento en Soldaduras Cr-Mo - AS - 08!04!16Documento8 paginePostcalentamiento en Soldaduras Cr-Mo - AS - 08!04!16Raphael LinoNessuna valutazione finora
- tallernnPROCESOSnDEnCORTEnaprendiz 5362748a164aa9cDocumento56 paginetallernnPROCESOSnDEnCORTEnaprendiz 5362748a164aa9cServimas PC100% (1)
- 3 Catalogo TigDocumento10 pagine3 Catalogo TigAlvaro Alexis Mendoza PradaNessuna valutazione finora
- SOLDEO ENTRE MATERILAES DISIMILARES-manual CESOL.. PDFDocumento38 pagineSOLDEO ENTRE MATERILAES DISIMILARES-manual CESOL.. PDFRichard Nelson Antonio EspinozaNessuna valutazione finora
- CAP.5 - Corte Por Oxicorte (Amodo de Compatibilidad)Documento45 pagineCAP.5 - Corte Por Oxicorte (Amodo de Compatibilidad)Anonymous iu95trpxN0% (1)
- Recargues de SoldaduraDocumento49 pagineRecargues de SoldaduraFernando Iván MedinaNessuna valutazione finora
- Soldadura OxiacetilénicaDocumento8 pagineSoldadura OxiacetilénicaAlvaro RamirezNessuna valutazione finora
- 2-6 Aluminio y Sus Aleaciones PDFDocumento24 pagine2-6 Aluminio y Sus Aleaciones PDFroberto198007Nessuna valutazione finora
- Aceros HSLADocumento3 pagineAceros HSLAmiguel9andr9s9britoNessuna valutazione finora
- Acciones Correctivas para Defectos de SoldaduraDocumento47 pagineAcciones Correctivas para Defectos de Soldaduraealeman82Nessuna valutazione finora
- Curso Revestimiento Duro Recubrimientos Maquinaria PesadaDocumento83 pagineCurso Revestimiento Duro Recubrimientos Maquinaria Pesadaalefeli26100% (1)
- Oxicorte ... WordDocumento6 pagineOxicorte ... WordVictor Raul Osnayo MamaniNessuna valutazione finora
- BRAZINGDocumento19 pagineBRAZINGAlonso LaraNessuna valutazione finora
- Gases para Soldadura TigDocumento3 pagineGases para Soldadura TigOrlando Delgado HuamaliNessuna valutazione finora
- Fundamentos MIG MAGDocumento30 pagineFundamentos MIG MAGarrancatetasNessuna valutazione finora
- Fundamentos de Soldadura SmawDocumento15 pagineFundamentos de Soldadura SmawMarvin Raul Intriago ZambranoNessuna valutazione finora
- Métodos de EnsambleDocumento39 pagineMétodos de EnsambleDart Suarez100% (1)
- Cartilla de Estudio Del Soldador GmawDocumento26 pagineCartilla de Estudio Del Soldador GmawAnonymous vU7CuP100% (1)
- Deflexion, Pandeo y SoldaduraDocumento19 pagineDeflexion, Pandeo y SoldaduraJeferson Calderon YalleNessuna valutazione finora
- Revista Aws American Welding Society Enero 2016Documento60 pagineRevista Aws American Welding Society Enero 2016FrancoAcevedoPascualNessuna valutazione finora
- Capitulo 3 Designacion de Materiales ImpresionDocumento60 pagineCapitulo 3 Designacion de Materiales ImpresionRamón MiralbésNessuna valutazione finora
- El Corte Por OxicorteDocumento3 pagineEl Corte Por OxicorteJonathan ColmenaresNessuna valutazione finora
- Soldadura Por OxigasDocumento20 pagineSoldadura Por Oxigasingenieria_dcNessuna valutazione finora
- Fisuras, Propiedades Mecanicas en SoldadurasDocumento10 pagineFisuras, Propiedades Mecanicas en SoldadurasCarlos HaroNessuna valutazione finora
- Manual Soldadura Mig - MagDocumento68 pagineManual Soldadura Mig - MagBrahyan Contreras MesiasNessuna valutazione finora
- 1.1 Tapas de RegistroDocumento4 pagine1.1 Tapas de RegistroFrido PerezNessuna valutazione finora
- SOLDADURA-RECUBRIMIENTO-DURO (Corregido)Documento56 pagineSOLDADURA-RECUBRIMIENTO-DURO (Corregido)GRACIELA QUISPE HUAMANNessuna valutazione finora
- Soldadura Electrica TecnecDocumento10 pagineSoldadura Electrica Tecnecnarduscc100% (1)
- 08 Proceso GTAWDocumento15 pagine08 Proceso GTAWjesus_sandovalNessuna valutazione finora
- Proceso GMAW 002Documento15 pagineProceso GMAW 002Luis MerkiNessuna valutazione finora
- Proceso GTAWDocumento15 pagineProceso GTAWFrancisco Andre Alvarez LeytonNessuna valutazione finora
- Procesos de SoldaduraDocumento6 pagineProcesos de SoldaduraPaola Villalobos LópezNessuna valutazione finora
- Proceso GTAWDocumento34 pagineProceso GTAWIvan Perez100% (1)
- Sistema MIGDocumento5 pagineSistema MIGAlexander Muñoz Sánchez100% (1)
- Introducción A La SoldaduraDocumento12 pagineIntroducción A La SoldaduraKevin Shinder Jesus Colque EscobedoNessuna valutazione finora
- Soldadura MIGDocumento11 pagineSoldadura MIGJuan Carlos JácomeNessuna valutazione finora
- Procesos de Soldadura Mig-Mag22Documento9 pagineProcesos de Soldadura Mig-Mag22Leonardo GomezNessuna valutazione finora
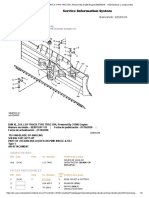
- d6n XL, D - S, LGP Track-Type Tractor, Powered by 3126b Engine (Sebp3247 - 113) - Sistemas y ComponentesDocumento2 pagined6n XL, D - S, LGP Track-Type Tractor, Powered by 3126b Engine (Sebp3247 - 113) - Sistemas y ComponentesRicardo Andrés BArros TaffurNessuna valutazione finora
- Catalogo SoldadurasDocumento15 pagineCatalogo SoldadurasRicardo Andrés BArros TaffurNessuna valutazione finora
- Catalogo Stanley 2014Documento460 pagineCatalogo Stanley 2014fierrero2011Nessuna valutazione finora
- TablaDocumento2 pagineTablaRicardo Andrés BArros TaffurNessuna valutazione finora
- Soldadura Por Arco Pulsado Tig Y MigDocumento48 pagineSoldadura Por Arco Pulsado Tig Y MigRicardo Andrés BArros TaffurNessuna valutazione finora
- Topografia AngulosDocumento4 pagineTopografia AngulosAlexFernandoAlmacheNessuna valutazione finora
- Informe de Laboratorio N1Documento2 pagineInforme de Laboratorio N1DanielRuizNessuna valutazione finora
- Instrumentos para Medir La TemperaturaDocumento5 pagineInstrumentos para Medir La TemperaturaPablo PadillaNessuna valutazione finora
- Efecto Skin (Piel)Documento12 pagineEfecto Skin (Piel)FABIAN MORENONessuna valutazione finora
- Rooftop Frio CalorDocumento23 pagineRooftop Frio Calorcbbs4Nessuna valutazione finora
- Informe de Laboratorio de Conversión Electromecánica N - 3Documento17 pagineInforme de Laboratorio de Conversión Electromecánica N - 3FelipeBarreraAlvarezNessuna valutazione finora
- Geología Utp 4Documento49 pagineGeología Utp 4Javier Avila BiebarachNessuna valutazione finora
- Ejemplo PDFDocumento12 pagineEjemplo PDFPriscilla TeNessuna valutazione finora
- 2.14.2. Sika® Desencofrante-D PDFDocumento2 pagine2.14.2. Sika® Desencofrante-D PDFMariano ZaburlinNessuna valutazione finora
- Memoria Tecnica Descriptiva Thor Capex - PararrayosDocumento8 pagineMemoria Tecnica Descriptiva Thor Capex - PararrayosHugo Rosas ValesNessuna valutazione finora
- Rep 01 - Interacciones y FuerzasDocumento14 pagineRep 01 - Interacciones y FuerzasBenjamin FaleroNessuna valutazione finora
- Practica 1 Material de LaboratorioDocumento13 paginePractica 1 Material de LaboratorioLuis De LeónNessuna valutazione finora
- Equilibrio EstaticaDocumento28 pagineEquilibrio EstaticaantonioNessuna valutazione finora
- Vigas T1Documento7 pagineVigas T1Alejandro PintoNessuna valutazione finora
- HELICESDocumento179 pagineHELICESCristobalPonceSalazar100% (1)
- Incendios IndustrialesDocumento172 pagineIncendios IndustrialesBorjita Nomada100% (1)
- Ecuaciones Diferenciales Ordinarias PDFDocumento5 pagineEcuaciones Diferenciales Ordinarias PDFMatiMontiNessuna valutazione finora
- 420Documento32 pagine420Jesus Vasquez PalominoNessuna valutazione finora
- Ejercicios de EstáticaDocumento7 pagineEjercicios de EstáticaferchoNessuna valutazione finora
- Efectos de La Corriente Eléctrica en El Cuerpo HumanoDocumento11 pagineEfectos de La Corriente Eléctrica en El Cuerpo HumanoVicente Campusano MaraboliNessuna valutazione finora
- Trip TicoDocumento2 pagineTrip TicoMarco Antonio Salas RiquelmeNessuna valutazione finora
- Resistencia Por Friccion en ArenaDocumento7 pagineResistencia Por Friccion en ArenaWil GaNessuna valutazione finora
- Mecanismos de Retorno Rápido y Linea RectaDocumento28 pagineMecanismos de Retorno Rápido y Linea RectaJuan Carlos Barrientos Lobato100% (1)
- Tema5. Fuentes de Corriente y Cargas Activas.Documento14 pagineTema5. Fuentes de Corriente y Cargas Activas.saiwor100% (3)
- Operaciones y Tecnicas de Laboratorio en El Analisis CualitativoDocumento11 pagineOperaciones y Tecnicas de Laboratorio en El Analisis CualitativoJose Luis Moreno Campos100% (2)
- Compresores de Desplazamiento No PositivoDocumento5 pagineCompresores de Desplazamiento No PositivoRobinson CárdenasNessuna valutazione finora
- 5d. Elevacion Mecanica de Cargas - Ing. Jose SilvaDocumento56 pagine5d. Elevacion Mecanica de Cargas - Ing. Jose SilvaMartin ArbulúNessuna valutazione finora
- Termodinamica Problemas Resueltos 0607Documento24 pagineTermodinamica Problemas Resueltos 0607LuisReyesMolinaNessuna valutazione finora
- Capitulo 5 (Trabajo y Energia)Documento12 pagineCapitulo 5 (Trabajo y Energia)edgarcastillostaveNessuna valutazione finora