Potrebbero piacerti anche
- Hempel Product Data SheetDocumento6 pagineHempel Product Data SheetHendri Arief SetyawanNessuna valutazione finora
- GTS-PP-120: 3 LayerDocumento2 pagineGTS-PP-120: 3 Layershoaib1985100% (1)
- Saic H 2015Documento4 pagineSaic H 2015jerinNessuna valutazione finora
- Cathodic Disbonding TesterDocumento1 paginaCathodic Disbonding TesterfelavinNessuna valutazione finora
- 00 PR SP 00001 - 2 Wet Hydrogen Sulphide (H2S) Service SpecificationDocumento12 pagine00 PR SP 00001 - 2 Wet Hydrogen Sulphide (H2S) Service SpecificationStevanNikolicNessuna valutazione finora
- Cathodic Disbondment PDFDocumento25 pagineCathodic Disbondment PDFsanjayaNessuna valutazione finora
- Aga CourseDocumento40 pagineAga CourseTarek YehiaNessuna valutazione finora
- F 941 - 99 - RJK0MQ - PDFDocumento3 pagineF 941 - 99 - RJK0MQ - PDFRománBarciaVazquezNessuna valutazione finora
- Spe 74-002 Nov 2012Documento7 pagineSpe 74-002 Nov 2012akashdruva892Nessuna valutazione finora
- SAIC-W-2006 Rev 8Documento4 pagineSAIC-W-2006 Rev 8saravananmenmathiNessuna valutazione finora
- Painting STDSDocumento4 paginePainting STDSAshok KsNessuna valutazione finora
- Astm B366-04 PDFDocumento9 pagineAstm B366-04 PDFromerobernaNessuna valutazione finora
- PosiTest (2013) Pull-Off Adhesion TesterDocumento4 paginePosiTest (2013) Pull-Off Adhesion TesterKenindra PranidyaNessuna valutazione finora
- SES Amercoat Dimetcote 9Documento4 pagineSES Amercoat Dimetcote 9kamalkashNessuna valutazione finora
- p999999 100zd11 000 zd0001 - 0 Welding StandardDocumento25 paginep999999 100zd11 000 zd0001 - 0 Welding StandardJennyNessuna valutazione finora
- Astm D-4214Documento4 pagineAstm D-4214Ahmad RoyaniNessuna valutazione finora
- Araldite Epoxy Adhesive - 2Documento4 pagineAraldite Epoxy Adhesive - 2SatyamEngNessuna valutazione finora
- BGAS-CSWIP Painting Inspector - Grade 2 - Nov 30, 2015 - KolkataDocumento2 pagineBGAS-CSWIP Painting Inspector - Grade 2 - Nov 30, 2015 - KolkataIyappanDevarajanNessuna valutazione finora
- Hi - Temp 900Documento5 pagineHi - Temp 900bhavesh solankiNessuna valutazione finora
- Powder Coating TrainingDocumento22 paginePowder Coating Trainingakash.vd.1603Nessuna valutazione finora
- Inspection & Testing Requirements: ScopeDocumento1 paginaInspection & Testing Requirements: ScopeAbu Anas M.SalaheldinNessuna valutazione finora
- Adhesion Testing MethodDocumento3 pagineAdhesion Testing MethodMohd Effiezool YaserNessuna valutazione finora
- Dolly TestDocumento1 paginaDolly TestmaheshNessuna valutazione finora
- Satr H 2008Documento2 pagineSatr H 2008Moghal AliNessuna valutazione finora
- Apcs 1a 15570Documento2 pagineApcs 1a 15570jojo_323Nessuna valutazione finora
- Inar Profiles Pvt. LTD., Kotturu, Industrial Area, Visakhapatnam, Andhrapradesh, IndiaDocumento14 pagineInar Profiles Pvt. LTD., Kotturu, Industrial Area, Visakhapatnam, Andhrapradesh, IndiaSreedhar Patnaik.MNessuna valutazione finora
- ASTM A694 F60 - Heat Treatment and Mechanical Properties - ICRF 2012Documento3 pagineASTM A694 F60 - Heat Treatment and Mechanical Properties - ICRF 2012Noushad Bin JamalNessuna valutazione finora
- Polythionic Acid Stress Corrosion CrackingDocumento3 paginePolythionic Acid Stress Corrosion Crackingvajidqc100% (1)
- C Tape Datasheet PDFDocumento2 pagineC Tape Datasheet PDFIftikhar Ahmed KhalidNessuna valutazione finora
- ASTM A106-A106M-04bDocumento8 pagineASTM A106-A106M-04bNadhiraNessuna valutazione finora
- SSPC Pa Guide4Documento3 pagineSSPC Pa Guide4vmonrroy7450Nessuna valutazione finora
- A780 PDFDocumento3 pagineA780 PDFMauricio Adame100% (1)
- Thickness Tolerance of API 5L ASTM A53 EN10219 StandardDocumento2 pagineThickness Tolerance of API 5L ASTM A53 EN10219 StandardhungNessuna valutazione finora
- Astm G85Documento6 pagineAstm G85Abdul MunirNessuna valutazione finora
- 4516 TTI Coating Inspector Transition 0317.2Documento4 pagine4516 TTI Coating Inspector Transition 0317.2Mohamed NouzerNessuna valutazione finora
- 3LPP Three Layer Polypropylene CoatingDocumento3 pagine3LPP Three Layer Polypropylene CoatingCarlos Maldonado SalazarNessuna valutazione finora
- ASTM D 714 - 87 r00Documento6 pagineASTM D 714 - 87 r00Abi PutraNessuna valutazione finora
- Iso 11127 6 PDFDocumento7 pagineIso 11127 6 PDFah1525Nessuna valutazione finora
- Resume For Painting InspectorDocumento3 pagineResume For Painting InspectorMITHUNNessuna valutazione finora
- Astm A 694Documento3 pagineAstm A 694Kelly BatesNessuna valutazione finora
- Defining Mechanical Surface Preparation Standards With Power ToolsDocumento8 pagineDefining Mechanical Surface Preparation Standards With Power ToolsAryo Wicaksono100% (1)
- Pds Hempathane Topcoat 55210 En-GbDocumento2 paginePds Hempathane Topcoat 55210 En-Gblara_rajkumar667Nessuna valutazione finora
- Sigmacover 410Documento4 pagineSigmacover 410gstketutNessuna valutazione finora
- Toaz - Info Coating Interview Question PRDocumento1 paginaToaz - Info Coating Interview Question PRMurugan Irusappan100% (1)
- ASTM D 4285 Blotter Test PDFDocumento1 paginaASTM D 4285 Blotter Test PDFMurali Dharan100% (1)
- William D. Corbett, KTA-Tator, Inc. Chair - SSPC Committee C.3.2 On Dry Film Thickness MeasurementDocumento56 pagineWilliam D. Corbett, KTA-Tator, Inc. Chair - SSPC Committee C.3.2 On Dry Film Thickness MeasurementvtjoselineNessuna valutazione finora
- BelzonaDocumento4 pagineBelzonaSara BrownNessuna valutazione finora
- Vijay CV Cswip Nace 1Documento3 pagineVijay CV Cswip Nace 1Vijay RajputNessuna valutazione finora
- Norma CWB Cambios en W47.1-2009Documento6 pagineNorma CWB Cambios en W47.1-2009Jose ManuelNessuna valutazione finora
- Types & Procedures: Internal Tank Linings & CoatingsDocumento22 pagineTypes & Procedures: Internal Tank Linings & CoatingsAhmed100% (1)
- Application, Instructions, AND Program Rules: SSPC Qp6Documento28 pagineApplication, Instructions, AND Program Rules: SSPC Qp6Victor Hugo PexoNessuna valutazione finora
- Painting Inspector: Passbooks Study GuideDa EverandPainting Inspector: Passbooks Study GuideNessuna valutazione finora
- File No 7api 936Documento8 pagineFile No 7api 936raghbirNessuna valutazione finora
- Specification For 3 Layer Polyethylene CoatingDocumento34 pagineSpecification For 3 Layer Polyethylene CoatingYogesh BaraskarNessuna valutazione finora
- Section 03050-Concrete Materials and Methods - R3Documento19 pagineSection 03050-Concrete Materials and Methods - R3MØhãmmed ØwięsNessuna valutazione finora
- D227 PDFDocumento2 pagineD227 PDFArnold RojasNessuna valutazione finora
- 09 67 23genDocumento10 pagine09 67 23genSameehu TVNessuna valutazione finora
- Basf Mastertop 1845 Srs CP GsDocumento12 pagineBasf Mastertop 1845 Srs CP GsFanida ArianiNessuna valutazione finora
- Anticorrosion Reinforcement SpecsDocumento5 pagineAnticorrosion Reinforcement SpecsNishan Lulu Muhamed JaleelNessuna valutazione finora
- Product Shedule:Gold Glass Mosaic (Real Gold) - : EIDOS GLASS S.R.LDocumento1 paginaProduct Shedule:Gold Glass Mosaic (Real Gold) - : EIDOS GLASS S.R.LSaud PathiranaNessuna valutazione finora
- Cerasmic 1sparkleDocumento1 paginaCerasmic 1sparkleSaud PathiranaNessuna valutazione finora
- Man Overboard StoryDocumento9 pagineMan Overboard StorySaud PathiranaNessuna valutazione finora
- BASF PCI Carragrout DSDocumento4 pagineBASF PCI Carragrout DSSaud PathiranaNessuna valutazione finora
- StonesDocumento9 pagineStonesSaud PathiranaNessuna valutazione finora
- Adesilex P10 - Leed Product Information: DateDocumento1 paginaAdesilex P10 - Leed Product Information: DateSaud PathiranaNessuna valutazione finora
- Gold Coated Mosaic TilesDocumento2 pagineGold Coated Mosaic TilesSaud PathiranaNessuna valutazione finora
- Nuclear Density Test - Earthworks - Chapter - 12Documento16 pagineNuclear Density Test - Earthworks - Chapter - 12Saud PathiranaNessuna valutazione finora
- Adesilex P10 - TDSDocumento4 pagineAdesilex P10 - TDSSaud PathiranaNessuna valutazione finora
- NFPA Codes - and - StandardsDocumento1 paginaNFPA Codes - and - StandardsSaud PathiranaNessuna valutazione finora
- Execution and Closeout RequirementsDocumento7 pagineExecution and Closeout RequirementsSaud PathiranaNessuna valutazione finora
- In-Situ Density Determination by Sand Replacement MethodDocumento11 pagineIn-Situ Density Determination by Sand Replacement MethodkillerhAPPyNessuna valutazione finora
- BASF Mastertop 538 DSDocumento3 pagineBASF Mastertop 538 DSSaud PathiranaNessuna valutazione finora
- T T T T Traffic S Raffic S Raffic S Raffic S Raffic Signal Ignal Ignal Ignal Ignal S Ss Sstandar Tandar Tandar Tandar Tandards Ds Ds Ds DsDocumento8 pagineT T T T Traffic S Raffic S Raffic S Raffic S Raffic Signal Ignal Ignal Ignal Ignal S Ss Sstandar Tandar Tandar Tandar Tandards Ds Ds Ds DsSaud PathiranaNessuna valutazione finora
- CONCRETE TECHNOLOGY - FabricationDocumento12 pagineCONCRETE TECHNOLOGY - FabricationSaud PathiranaNessuna valutazione finora
- Facility Services CoordinationDocumento1 paginaFacility Services CoordinationSaud PathiranaNessuna valutazione finora
- Administrative RequirementsDocumento5 pagineAdministrative RequirementsSaud PathiranaNessuna valutazione finora
- Temporary Facilities and ControlsDocumento4 pagineTemporary Facilities and ControlsSaud PathiranaNessuna valutazione finora
- Driplines General DataDocumento1 paginaDriplines General DataSaud PathiranaNessuna valutazione finora
- Submittal ProcedureDocumento9 pagineSubmittal ProcedureSaud PathiranaNessuna valutazione finora
- PRFD - Materials Database List (Section - C) : Parks and Recreation Facilities Division (PRFD)Documento1 paginaPRFD - Materials Database List (Section - C) : Parks and Recreation Facilities Division (PRFD)Saud PathiranaNessuna valutazione finora
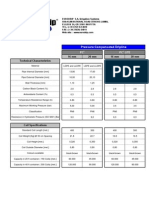
- Head Losses (Bar) V/s Lengths (Meters) : PC 16 MM - 2 LPH Nominal FlowDocumento4 pagineHead Losses (Bar) V/s Lengths (Meters) : PC 16 MM - 2 LPH Nominal FlowSaud PathiranaNessuna valutazione finora
- BS 7533 Part 7Documento44 pagineBS 7533 Part 7Saud Pathirana100% (1)
- Product ManualDocumento3 pagineProduct ManualSaud PathiranaNessuna valutazione finora
- Drippers Technical Specifications: PC 16 MMDocumento2 pagineDrippers Technical Specifications: PC 16 MMSaud PathiranaNessuna valutazione finora
- Maximum Recommended Lengths: PC 16 MM - 1 LPH Nominal FlowDocumento5 pagineMaximum Recommended Lengths: PC 16 MM - 1 LPH Nominal FlowSaud PathiranaNessuna valutazione finora
- 1 in 8.5 60KG PSC Sleepers TurnoutDocumento9 pagine1 in 8.5 60KG PSC Sleepers Turnoutrailway maintenanceNessuna valutazione finora
- Performance Task 1Documento3 paginePerformance Task 1Jellie May RomeroNessuna valutazione finora
- Latched, Flip-Flops, and TimersDocumento36 pagineLatched, Flip-Flops, and TimersMuhammad Umair AslamNessuna valutazione finora
- Anatomy of the pulp cavity กย 2562-1Documento84 pagineAnatomy of the pulp cavity กย 2562-1IlincaVasilescuNessuna valutazione finora
- Applied Economics 2Documento8 pagineApplied Economics 2Sayra HidalgoNessuna valutazione finora
- Standard Answers For The MSC ProgrammeDocumento17 pagineStandard Answers For The MSC ProgrammeTiwiNessuna valutazione finora
- Julia Dito ResumeDocumento3 pagineJulia Dito Resumeapi-253713289Nessuna valutazione finora
- Skills Checklist - Gastrostomy Tube FeedingDocumento2 pagineSkills Checklist - Gastrostomy Tube Feedingpunam todkar100% (1)
- Ccoli: Bra Ica Ol A LDocumento3 pagineCcoli: Bra Ica Ol A LsychaitanyaNessuna valutazione finora
- ISO 27001 Introduction Course (05 IT01)Documento56 pagineISO 27001 Introduction Course (05 IT01)Sheik MohaideenNessuna valutazione finora
- CL57T V4.0Documento14 pagineCL57T V4.0dimitriNessuna valutazione finora
- Intellirent 2009 CatalogDocumento68 pagineIntellirent 2009 Catalograza239Nessuna valutazione finora
- Scholastica: Mock 1Documento14 pagineScholastica: Mock 1Fatema KhatunNessuna valutazione finora
- Science 4 Diagnostic/Achievement TestDocumento5 pagineScience 4 Diagnostic/Achievement TestGe PebresNessuna valutazione finora
- Government College of Nursing Jodhpur: Practice Teaching On-Probability Sampling TechniqueDocumento11 pagineGovernment College of Nursing Jodhpur: Practice Teaching On-Probability Sampling TechniquepriyankaNessuna valutazione finora
- (1921) Manual of Work Garment Manufacture: How To Improve Quality and Reduce CostsDocumento102 pagine(1921) Manual of Work Garment Manufacture: How To Improve Quality and Reduce CostsHerbert Hillary Booker 2nd100% (1)
- Siemens Make Motor Manual PDFDocumento10 pagineSiemens Make Motor Manual PDFArindam SamantaNessuna valutazione finora
- Congenital Cardiac Disease: A Guide To Evaluation, Treatment and Anesthetic ManagementDocumento87 pagineCongenital Cardiac Disease: A Guide To Evaluation, Treatment and Anesthetic ManagementJZNessuna valutazione finora
- Week 4 - Theoretical Framework - LectureDocumento13 pagineWeek 4 - Theoretical Framework - LectureRayan Al-ShibliNessuna valutazione finora
- Shakespeare Sonnet EssayDocumento3 pagineShakespeare Sonnet Essayapi-5058594660% (1)
- Activity Title: Learning Targets: Reference (S)Documento5 pagineActivity Title: Learning Targets: Reference (S)Jhev LeopandoNessuna valutazione finora
- Comparison Between CompetitorsDocumento2 pagineComparison Between Competitorsritesh singhNessuna valutazione finora
- Hidrl1 PDFDocumento7 pagineHidrl1 PDFRajesh Kumar100% (1)
- Radon-222 Exhalation From Danish Building Material PDFDocumento63 pagineRadon-222 Exhalation From Danish Building Material PDFdanpalaciosNessuna valutazione finora
- Kazon Greater Predator MothershipDocumento1 paginaKazon Greater Predator MothershipknavealphaNessuna valutazione finora
- Guyana and The Islamic WorldDocumento21 pagineGuyana and The Islamic WorldshuaibahmadkhanNessuna valutazione finora
- The Covenant Taken From The Sons of Adam Is The FitrahDocumento10 pagineThe Covenant Taken From The Sons of Adam Is The FitrahTyler FranklinNessuna valutazione finora
- Drug Addiction Final (Term Paper)Documento15 pagineDrug Addiction Final (Term Paper)Dessa Patiga IINessuna valutazione finora
- B I o G R A P H yDocumento17 pagineB I o G R A P H yRizqia FitriNessuna valutazione finora
- Lecture 2 Effects of Operating Conditions in VCCDocumento9 pagineLecture 2 Effects of Operating Conditions in VCCDeniell Joyce MarquezNessuna valutazione finora