Potrebbero piacerti anche
- Against Intellectual Property, by Stephan KinsellaDocumento73 pagineAgainst Intellectual Property, by Stephan KinsellaLudwig von Mises Institute100% (23)
- Handbook of NutritionDocumento280 pagineHandbook of Nutritionkad91% (22)
- Vibratory FeederDocumento4 pagineVibratory FeederSaran CoolNessuna valutazione finora
- Fluid PowerDocumento13 pagineFluid PowerSaran CoolNessuna valutazione finora
- Human Factors Ergonomics and Human Factors EngineeringDocumento43 pagineHuman Factors Ergonomics and Human Factors EngineeringRaka WijayaNessuna valutazione finora
- Obotics EST IG: The IVRM Being Deployed in The Main Vessel Detail of The First Joint With Nested Bevel GearsDocumento2 pagineObotics EST IG: The IVRM Being Deployed in The Main Vessel Detail of The First Joint With Nested Bevel GearsSaran CoolNessuna valutazione finora
- Linear Vibration Feeder: Gordon H. Y. Wong Date Submitted 4/24/08Documento51 pagineLinear Vibration Feeder: Gordon H. Y. Wong Date Submitted 4/24/08Saran CoolNessuna valutazione finora
- Basic Hydraulic SymbolsDocumento14 pagineBasic Hydraulic SymbolsAdi Surya HerysusantoNessuna valutazione finora
- Hydraulic Cylinder EnotesDocumento8 pagineHydraulic Cylinder Enotesapi-3723357100% (3)
- HYDRAULICSDocumento60 pagineHYDRAULICSSaran CoolNessuna valutazione finora
- Fluid PowerDocumento6 pagineFluid PowerSaran CoolNessuna valutazione finora
- Pressure Vessel DatasheetDocumento3 paginePressure Vessel DatasheetIsajer0% (1)
- WeldingDocumento12 pagineWeldingSaran CoolNessuna valutazione finora
- Cutting ToolDocumento11 pagineCutting ToolSaran CoolNessuna valutazione finora
- CIMDocumento13 pagineCIMSaran CoolNessuna valutazione finora
- A Survey of Camera Self-Calibration: Computer Science and Eng. Dept, Faculty of Engineering, Cairo University, EgyptDocumento7 pagineA Survey of Camera Self-Calibration: Computer Science and Eng. Dept, Faculty of Engineering, Cairo University, EgyptSaran CoolNessuna valutazione finora
- Office ErgonomicsDocumento39 pagineOffice ErgonomicsDoc HaniNessuna valutazione finora
- Impact of Fixture Design On Sheet Metal Assembly VariationDocumento12 pagineImpact of Fixture Design On Sheet Metal Assembly VariationSaran CoolNessuna valutazione finora
- LASERDocumento14 pagineLASERSaran CoolNessuna valutazione finora
- HYDRAULICDocumento20 pagineHYDRAULICSaran CoolNessuna valutazione finora
- LaserDocumento21 pagineLaserSaran CoolNessuna valutazione finora
- A Survey of Camera Self-Calibration: Computer Science and Eng. Dept, Faculty of Engineering, Cairo University, EgyptDocumento7 pagineA Survey of Camera Self-Calibration: Computer Science and Eng. Dept, Faculty of Engineering, Cairo University, EgyptSaran CoolNessuna valutazione finora
- WeldingDocumento5 pagineWeldingSaran CoolNessuna valutazione finora
- PumpsDocumento50 paginePumpsSaran CoolNessuna valutazione finora
- 2 2Documento10 pagine2 2nivas12155Nessuna valutazione finora
- TURRETDocumento18 pagineTURRETSaran CoolNessuna valutazione finora
- ROBOTDocumento56 pagineROBOTSaran Cool100% (1)
- A Survey of Camera Self-Calibration: Computer Science and Eng. Dept, Faculty of Engineering, Cairo University, EgyptDocumento7 pagineA Survey of Camera Self-Calibration: Computer Science and Eng. Dept, Faculty of Engineering, Cairo University, EgyptSaran CoolNessuna valutazione finora
- Machine VisionDocumento7 pagineMachine VisionSaran CoolNessuna valutazione finora
- Survey of Vision-Based Robot Control: Ezio Malis INRIA, Sophia Antipolis, France, Ezio - Malis@Documento16 pagineSurvey of Vision-Based Robot Control: Ezio Malis INRIA, Sophia Antipolis, France, Ezio - Malis@Saran CoolNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Basic Radio TheoryDocumento8 pagineBasic Radio TheorysjanuarNessuna valutazione finora
- ZXDD01 P1500 Installation GuideDocumento9 pagineZXDD01 P1500 Installation GuideJose Samuel Alva Ancón100% (1)
- 360bind For SAP BusinessObjects Automated Regression TestingDocumento16 pagine360bind For SAP BusinessObjects Automated Regression Testinggoiffon sebastienNessuna valutazione finora
- Modern Construction PDFDocumento224 pagineModern Construction PDFbala100% (1)
- Spau and SPDDDocumento2 pagineSpau and SPDDRakesh RaiNessuna valutazione finora
- Transient Performance of CVTsDocumento3 pagineTransient Performance of CVTsajaysitaula8478Nessuna valutazione finora
- Spare Parts Reliance Taxiway Edge L 861tlDocumento22 pagineSpare Parts Reliance Taxiway Edge L 861tlMarcelo DilerniaNessuna valutazione finora
- Cebora S.P.A.: Service ManualDocumento27 pagineCebora S.P.A.: Service ManualJefferson ChangoluisaNessuna valutazione finora
- Collaboration Explained - Faciliation Skills For Software Project LeadersDocumento432 pagineCollaboration Explained - Faciliation Skills For Software Project LeaderscultimNessuna valutazione finora
- Locating and clamping principles for machiningDocumento39 pagineLocating and clamping principles for machiningRamiro Acosta CepedaNessuna valutazione finora
- Topic 1 - Information Assurance PrinciplesDocumento21 pagineTopic 1 - Information Assurance PrinciplesMathavan KrishnanNessuna valutazione finora
- Brochure Imaxeon Salient DualDocumento4 pagineBrochure Imaxeon Salient DualQuyet LeNessuna valutazione finora
- BSNL Performance ScorecardDocumento1 paginaBSNL Performance ScorecardpokharnapokarNessuna valutazione finora
- Vibration Analysis Example ReportDocumento8 pagineVibration Analysis Example ReportJason RichardsonNessuna valutazione finora
- Artificial Intelligence in 5GDocumento34 pagineArtificial Intelligence in 5GSakhawat Ali SahgalNessuna valutazione finora
- Prince2 ThemesDocumento3 paginePrince2 Themesshiva_1912-1Nessuna valutazione finora
- 14a03 tc358870 ProdbriefDocumento2 pagine14a03 tc358870 ProdbriefrahulNessuna valutazione finora
- Erdt EssayDocumento2 pagineErdt EssayJuan Carlos Dela CruzNessuna valutazione finora
- EIE Instruments Pvt. LTDDocumento2 pagineEIE Instruments Pvt. LTDPritha DasNessuna valutazione finora
- Basic Analysis of Counter Rotating TurbineDocumento8 pagineBasic Analysis of Counter Rotating Turbinegiuffrericcardo42Nessuna valutazione finora
- Iva 55Documento9 pagineIva 55Nasir KarwanNessuna valutazione finora
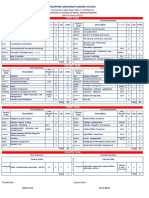
- Philippine Merchant Marine School: First YearDocumento5 paginePhilippine Merchant Marine School: First YearCris Mhar Alejandro100% (1)
- Form Emsd Ee Ct2B: Fresh Water Cooling Towers Scheme Notification of Completion of Cooling Tower InstallationDocumento3 pagineForm Emsd Ee Ct2B: Fresh Water Cooling Towers Scheme Notification of Completion of Cooling Tower InstallationSimoncarter LawNessuna valutazione finora
- 1/3-Inch 1.2Mp CMOS Digital Image Sensor With Global ShutterDocumento123 pagine1/3-Inch 1.2Mp CMOS Digital Image Sensor With Global ShutteralkrajoNessuna valutazione finora
- XBar and R Chart - Excel 2003, 2007Documento1 paginaXBar and R Chart - Excel 2003, 2007Danylo VianaNessuna valutazione finora
- DevLIVE PresentationDocumento53 pagineDevLIVE PresentationGeneva LozadaNessuna valutazione finora
- TQMDocumento2 pagineTQMMahaveer SepatNessuna valutazione finora
- Application of The Rain-Flow Counting Method in Fatigue: Guojun Liu Dahuan Wang and Zeyou HuDocumento5 pagineApplication of The Rain-Flow Counting Method in Fatigue: Guojun Liu Dahuan Wang and Zeyou HuMuhammad FaizNessuna valutazione finora
- SC300 InglesDocumento172 pagineSC300 InglesJorge MolinaNessuna valutazione finora
- Mysql Connector/C++ Developer GuideDocumento76 pagineMysql Connector/C++ Developer GuidePedro BazóNessuna valutazione finora